�X�e�[�W��CNC�����킩��܂��� ���e�ҁF
shinoda ���e���F2016/06/20(Mon) 20:48
No.623
����ɂ��́A����CNC�̏��S�҂ł��B
CNC���ł���̂��ǂ����킩��Ȃ��č����Ă��܂��B
���݁A�Y�t�t�@�C���̂悤��
�X�e�[�W(XA10A-L2-2H�A�_���@)�A
AC�T�[�{���[�^(SGMJV-01ADA21�A����d�@)�A
�h���C�o�[(SGDV-R90A01B�A����d�@)�A
�R���g���[���[(ARIES�A�_���@)
���g�p���āA�X�e�[�W�𑀍삵�Ă���̂ł����A
���̐}�̃R���g���[���[(ARIES�A�_�Ð��@)��ύX����
CNC����(G�R�[�h�ɂ��w��)���ł���悤�ȃX�e�[�W�ɂ������ƍl���Ă��܂��B
�C���^�[�l�b�g�Œ��ׂ�ƁA�p�\�R��NC��CNC�p�̊��p����ACNC�����邱�Ƃ͉\�ł���Ƃ������Ƃ��킩��܂������A
���ۂɎ������L����X�e�[�W��CNC�����邱�Ƃ͉\�Ȃ̂ł��傤���B
���S�҂̎��ɂ́A�������ŁA�ǂ�������K�v�Ȃ̂����킩��Ȃ��̂ŁA
�킩����̓q���g�����ł������̂ŋ����Ă��������B
�ł���A�n���}�������Ă����Ƃ��ꂵ���ł��B
���e�ȕ��A�ǂ�����낵�����肢�v���܂��B
Re: �X�e�[�W��CNC�����킩��܂��� -
oldman 2016/06/23(Thu) 22:11
No.625
shinoda ����A����ɂ��́B
�`���̌�����T�[�{�p�b�N( http://www.e-mechatronics.com/product/servo/sgm5/model/amps/index.html )�ɂ��ƁA
�ESGDV �A�i���O�d�� �E �p���X��w�ߌ`
SGDV�F��-V�V���[�Y �T�[�{�p�b�N SGDV�`
R90 �F�ő�K�p���[�^�[�e��kW
A �F�d���d�� �O��AC200V
01 �F�C���^�[�t�F�[�X �A�i���O�d����p���X��w�ߌ`(��]�`�T�[�{���[�^�p)
B �F�v����...
�Ƃ������ŁA�p���X�����͂���� �T�[�{���[�^�[�͉܂��ˁB
�}�j���A���́A�ȉ�����(���[�U�[�o�^����)�_�E�����[�h�o���܂��B
�T�[�{ > AC�T�[�{�h���C�u > ��-V( http://www.e-mechatronics.com/download/manual/index.html?qAct=Search&qCategory=%E3%82%B5%E3%83%BC%E3%83%9C&qKind=AC%E3%82%B5%E3%83%BC%E3%83%9C%E3%83%89%E3%83%A9%E3%82%A4%E3%83%96&qSeries=&qAdditionalOpen=0&qSeries%5B%5D=%CE%A3-V&qLangJp=1&qFromDate=&qToDate=&qKeyword=&qPropertyAv=1&qPropertySt=1&x=63&y=29 )
'AC�T�[�{�h���C�u�@��-V�V���[�Y�@���[�U�[�Y�}�j���A�� �v�E�ێ��
�A�i���O�d���E�p���X��w�ߌ`�^��]�`�@���{�� SIJP S800000 45N <25>-0 �@2015/12/18�@22.2MB'
���̃}�j���A���ɂ��ƁA'�p�����[�^�Ӗ��L���^�C�~���O����(p5-33)'��
1)n.0??? �m�o���ݒ�n ���C���h���C�o�M���p�w�ߓ��̓t�B���^1 ���g�p���܂��B�i�` 1 Mpps�j
2)n.1??? �d���ē����� �Z�b�g�A�b�v �I�[�v���R���N�^�M���p�w�ߓ��̓t�B���^���g�p���܂��B�i�` 200 kpps�j
�Ƃ̋L�q������̂ŁA�K�v�ȃp���X�x�ɂ�� �ǂ��炩�̃C���^�[�t�F�[�X�����������O.K.�ł��B
SEN1/2(���~�b�g�X�C�b�`?)�̐M���� ���[�J�[����^�ԂŎd�l���������āA�K�v�ȐM�����p�\�R��(NC�\�t�g)�ɒʒm����C���^�[�t�F�[�X���K�v�ɂȂ�܂��B
�ڑ���NC�\�t�g�ɂ��ẮA�ȉ��Ȃǂ��Q�l�� Web���������p���Ē��ׂ�Ɨǂ��Ǝv���܂��B
�E�~�j�t���C�X��CNC���@�@���@�`�\�z
�@�g�b�v�y�[�W �� CNC�̎���Ƀ`�������W���Ă݂悤���� �� �~�j�t���C�X��CNC�����Ă݂悤����
�E�ȉ��ŃL�[���[�h����
�@'�G���E���J�E�z�r�[�V���b�vSEC'�A'Smooth Stepper'
���͎����T�[�{���[�^�[���g����NC�V�X�e������낤�Ƃ��ĐF�X�Ǝ������Ă���Œ��ł��B
���쎩���̌f���I�ɓr���o�߂��A�b�v���Ă��܂��B
����C���^�[�t�F�[�X��� "LinuxCNC on Beaglebone Black" ������I ���e�ҁFoldman ���e���F2015/08/18(Tue) 22:23 No.358 (�����_��4�y�[�W�ڂɂȂ��Ă܂�)
�̉����ŃC���^�[�t�F�[�X������Ă���������Ɗ������ł�(�����z�ɂ��D�����ł���... :-p)�B
Re: �X�e�[�W��CNC�����킩��܂��� -
tsuzuki 2016/06/24(Fri) 16:14
No.626
shinoda ����n�߂܂���
���̓T�[�{���[�^�Ɋւ��Ă͑S����O���ł������ɂ͂Ȃ��Ă��Ȃ��̂ł������ɋ��������菑�����݂����Ă��������܂����B
������̃X�e�[�W(XA10A-L2-2H�A�_�Ð��@)�A���ꂷ�����ł��ˁB�_�Ð��@�̃T�C�g�Ō��܂���
�{����5���X�e�b�s���O���[�^�[�쓮�Ń{�[���˂��d�l�A����\0.5�}�C�N�����[�^�[�Ƃ����������\
�i���l�i���V�i����25��,�ꎲ�ł��̒l�i�Ȃ̂�3�����A5��������Ƃ��[�ނł��ˁj
�����50mm�@���������Ƃ������Ɉ��|����܂��B
�ǂ�Ȃ��̂ɂ��g���ɂȂ�̂������ÁX�ł��B�{���͌��������ł���悤�Ȓ�������Ɨp�̂��̂��Ǝv���܂����B
�܂��Ƀ~�N�����̐��E�ł��ˁB�ė��Ɏ����������炢���ёO�ł��傤���B
�����ɐÉ���ishi���T�[�{���[�^�ɂ��CN���̋L���������Ă��܂���
http://mecha-tech.la.coocan.jp/53_cnc_system/cnc_system-j.htm
�Ō�̈ꌾ�����\��������܂��B
�܂��X�e�b�s���O���[�^���g���ăp�\�R������쓮���Ă݂�̂͂������ł��傤�B
����Ȃ����͔̂��ɂ��₷���ł��B
�����Ă��ꂾ���̐��x�ƍ��z�̔�p���l����ƁA����̓��[�J�[�ɗ��Ⴄ�ق��������悤�ȋC�����Ȃ��͂Ȃ��ł��ˁB
�������ɂ͂Ȃ��Ă��Ȃ��Đ\����܂���B
Re: �X�e�[�W��CNC�����킩��܂��� -
oldman 2016/06/24(Fri) 18:44
No.627
tsuzuki����A����ɂ��́B(shinoda ����A����ɂ��́Btsuzuki����ւ̉����X�ł��A���e�͂��B)
�����V�X�e���ł���ˁA�����Ƃ܂�܂���B
���̕����͎_���ς��͂�(�ړ�������10cm)�ƌ����Ď��ɂ͎g����������...�Ƃ����Ԃ��Ă��܂��B
���́A�v���ɗ��ޕ��@�ɂ��Ă��v�����Ă͂����̂ł����A�R�X�g�������ގ��Ƃ��̌f���̘b��ɂ͓���܂Ȃ����Ǝv��
�G��܂���ł����B
'hosmos aries'��google��������ƁA���̃R���g���[���̃}�j���A����[�U�[�Y�K�C�h��������܂��B
����ɂ��ƁAWindows�}�V����LAN�ڑ��ł��� Windows��̃A�v�����琧��ł���悤�ł��B
���́AWindows��� G�R�[�h����͂���ƃX�e�b�v�f�[�^�𑗏o(LAN�o�R)����v���O�������K�v�ɂȂ�̂ł����A
���ʂɗ��ނ� ���̃n�[�h�̈ꌅ�A�b�v�̋��z���K�v�ɂȂ肻���ȋC�����Ă��܂��B
�����Ŋ撣�낤�Ƃ���ƁA�I�[�v���\�[�X��G�R�[�h���߃��W�b�N�͂��肻���ł����A
������x�̃\�t�g�J���̃X�L�����K�{�� ���ꂩ��(�[������)��낤�Ƃ���Ƒ�ςȘJ�͂��g�������ł��B
�܂������A�X���[�X�X�e�b�p��BeagleBone�{�C���^�[�t�F�[�X�{�[�h�������� �������낤�Ǝv���� �O���X�ɂȂ�܂����B
Re: �X�e�[�W��CNC�����킩��܂��� -
�ҋ����b�N 2016/06/25(Sat) 17:26
No.628
shinoda����A�͂��߂܂��āB
�����L�́A�}�V���\�����ڂ������ׂ���ł͂���܂���B��ʓI�ȋL�q�Ǝv���Ă��������B
���̒i�K�ŁA���ʂɖ��ɂȂ�_�͖����悤�Ɏv���܂��B
�l�����i�}�̃R���g���[����ύX��CNC���������j�������Ă��܂��B
�傫�������A���݂̃R���g���[�����ACNC�iPC�|�u���C�N�A�E�g�{�[�h�j�ɂȂ邾���ł��B
�i���_�͖������ȒP�ɐڑ��ł���A�ł͂���܂���B�d�C�̒m����ʓ|�Ȕz���͕K�v�ɂȂ�܂��B
�T�[�{�A���v�̔z���Ɋ���Ă���A�債�����Ɩ����Ɗ����邩���j
CNC�́A�ܘ_�R���s���[�^�i�p�\�R���j�����䂷��ANC�}�V���ł��BG�R�[�h��NC�\�t�g���ǂݍ��݁A�e���̓���i�p���X�j���v�Z���A���A���^�C����
�p���X���o�͂��܂��B�����܂ł����i��CNC�\�t�g�i+�n�[�h�j�̓���ł��B
�����A����ɂ���ނ�����A�M������g���₷���ȂǁA���ꂼ��قȂ�܂��B�܂��A�T�|�[�g����Ă���G�R�[�h�����ꂼ��Ⴂ�܂��B
���ɁA�����ʼn���I�����邩���d�v�Ɏv���܂��B��ނ��F�X����܂��BPC�̑I���ACNC�\�t�g�̑I���A�o��IF�̑I���ȂǂŁA�����悻
���̑I�������蓮��̌��ɂȂ�܂��B�܂��A��ԂƂ����Ă�����̂�I�������̂��ǂ��Ǝv���܂��B
���p�\�R�����璼�ڃp���X���o���̂̓p�������|�[�g�݂̂ł��B����͒P���ɏo�̓s�����̖��ł��B
�@�p�������|�[�g����̏o�͂�Ώۂɂ��Ă���CNC�\�t�g�́u�ėp�v�ł��B���̂ق��̐�p�{�[�h�͗v��܂���B(MACH�ATURBO CNC�ALinuxCNC�Ȃ�)
�@USB��LAN�ڑ��̂��̂̓R�[�h���p�{�[�g�i�~�j�R���s���[�^�j�ɑ���A��p�|�[�g���p���X���v�Z���A�p���X���o�͂��܂��B
�@��p�{�[�h��CNC�\�t�g�̓Z�b�g�ɂȂ�܂��B
�@��p�{�[�h���������āA���̂��͉̂��L�̃u���C�N�A�E�g�{�[�h�̖������S���Ă��܂��B�܂��A�@�\��t�����Ă�����̂������ł��B
�F�X�I�����͂���܂����ǁA�����łǂ̑I���ɂ���ɂ���A�o�͐�͊e���̃p���X���o�͂����A�ƌ������ł��B
�����悻�A���̐M���̓u���C�N�A�E�g�{�[�h�i�C���^�[�t�F�[�X�{�[�h�j�Ƃ������̂Ɍq���܂��B
PC�i�p���X�o�́j�ƃ��[�^�h���C�o�Ƃ̊Ԃœd����`���Ȃǂ̕ϊ����K�v�ł�������A�܂��A���~�b�g�X�C�b�`����݂���ꍇ�Ȃ�
�C���^�[�t�F�C�X�̓����Ƃ��ėp���܂��B
���u�u���C�N�A�E�g�{�[�h+�����̃X�e�b�s���O���[�^�h���C�o�v�����킳�����A�uCNC�{�[�h�v�Ƃ����̂��ǂ������Ă��܂��B
�@�ǂ̕������g�ݍ��킳��Ă���̂��͂��ꂼ��̏��i�����Ĕ��f���Ă��������B
�@�T�[�{�Ȃ獷���ڑ����T�|�[�g���Ă���SERVO LINKER�Ƃ���IF�{�[�h������܂��B
���̐�̓��[�^�[�h���C�o�����[�^���X�e�[�W�ł��B����͊���shinoda�����L����Ă�����̂ł��B
���ǂ̂Ƃ���ACNC�\�t�g�͉����g�����H��I������̂����ŁA�ǂ��I������ɂ��Ă��A�o�͐�͊e����?�p���X������̂�
�K�v�ɉ����āA�d����A�`�������킹�i�K�v�ɉ����č����ڑ��Ȃǂ̃m�C�Y������āj�A�e���̃h���C�o�ɓn���A�ƌ������ł��B
�i�ł��A�T�[�{�͔z�������ł���ςɂȂ�܂��ˁj
Re: �X�e�[�W��CNC�����킩��܂��� -
shinoda 2016/06/27(Mon) 17:24
No.629
oldman����A����ɂ��́B
�������������肪�Ƃ��������܂��B��ϕ��ɂȂ�܂��B
���܂�m���̂Ȃ����ɂ́A������ɂ��Ċ�ނ�I�肷��Ηǂ��̂����킩��Ȃ������̂ŁA��̓I�ɂ���Ƃ�����l������悢�Ƃ����A�h�o�C�X�͖{���ɏ�����܂��B
�A�h�o�C�X�����ƂɁACNC����ڎw�������Ǝv���܂��B
�����́AWindows���G�R�[�h����͂���ƃX�e�b�v�f�[�^�𑗏o(LAN�o�R)����v���O�������K�v�ɂȂ�̂ł����A���ʂɗ��ނƂ��̃n�[�h�̈ꌅ�A�b�v�̋��z���K�v�ɂȂ肻���ȋC�����Ă��܂��B
���������ʂ�ł��B�_�Ð��@�ɂ��̂悤�ȃv���O�������˗������Ƃ���A50���~����Ƃ������I�ȋ��z�����A�f�O���܂����B
tsuzuki����A�͂��߂܂��āB
�����e���肪�Ƃ��������܂��B
���̓��e��ǂ݁A���߂Ă��̃X�e�[�W�������x�Ȃ��̂ȂƔF������悤�ɂȂ�܂����B
���ǂ�Ȃ��̂ɂ��g���ɂȂ�̂������ÁX�ł��B
���́A����͉�Ђ̏��L���ŁA���̂��̂ł͂Ȃ���ł���ˁB
�ł��̂ŁA���܂�ڂ������Ƃ͌����Ȃ���ł����ǁA�}�C�N���`�i�m���x���̉��H�p�̃X�e�[�W�Ɏg���Ă��܂��B
CNC������̂ɁA���ɑ��k���铖�Ă��Ȃ��A�����ł͂Ȃ��ł���������ő��k�����Ă��������܂����B
�ҋ����b�N����A�͂��߂܂��āB
���w�����肪�Ƃ��������܂��B
CNC������܂ł̑厖�ȓ_�𗧂ĂĂ킩��₷���������Ă��������A���S�҂̎��ł��A��̓I�ȗ�����C���[�W���邱�Ƃ��ł��܂����B
�����ǂ̂Ƃ���ACNC�\�t�g�͉����g�����H��I������̂����ŁA�ǂ��I������ɂ��Ă��A�o�͐�͊e����?�p���X������̂ŕK�v�ɉ����āA�d����A�`�������킹�A�e���̃h���C�o�ɓn���A�ƌ������ł��B
CNC�\�t�g�ɂ���ẮA��p�{�[�g���K�v�ɂȂ���̂�����̂ł��ˁB�Ȃ�ׂ��ȈՓI�Ȑv�ɂ������̂ŁA�p�������|�[�g����p���X�𑗂��MACH�ATURBO CNC�ALinuxCNC�Ȃǂɂ������Ǝv���܂��B
�T�[�{���[�^�[�̔z�� ���e�ҁF
�y�b�J ���e���F2017/07/09(Sun) 21:13
No.782
�挎L400V���Ղ���ꂽ�̂ŁA400W�T�[�{���[�^�[���̏��������Ă��܂��B
�Y��ł���̂́A�T�[�{�ɓd���������T�[�{�I�������͎w��(�X�s�[�h)�Ƒ��삷�邻���ł���
���Ղ̑���ŃT�[�{�I�����ɓ��͎w�߂��I�t�ł���A�쓮�{�^��(�Ɨ������I��/�I�t)���K�v�ł��B
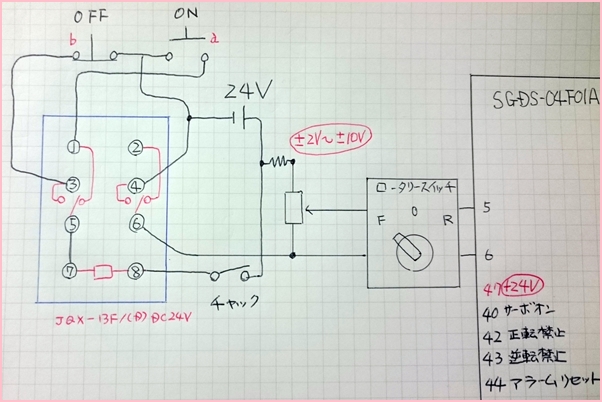
�����Ȃ�ɍl�����̂ł����A���x�w�ߓ���(5,6)�̓d��(24V)�Ƀ����[�ƍ쓮�{�^��(�I��/�I�t)
���g�����ȕێ���H�ɂ���A�T�[�{�I����ɓ��͎w��(�X�s�[�h�̃I��/�I�t)���o����̂ł͂Ǝv���̂ł����B
�����ň���d�@SGDS-04F01A�̐ݒ�Ɣz���ŃA�h�o�C�X�����肢�������܂��B
���L�̃X�C�b�`�Ɛݒ���l���Ă��܂��B
���X�C�b�`��
�E���]�t�](���[�^���[�X�C�b�`�ė��p)
�E�X�s�[�h�R���g���[��(�ϒ�R�{��R)
�E�쓮�X�C�b�`(�I���E�I�t)
���ݒ聄
�E���]�t�]�쓮�֎~�M���̖���(42,43)
�E�T�[�{�I�t���̒�~�@(�t���[����)
�E�\�t�g�X�^�[�g(�R�b)
�E���x����d��(10V)
�E�T�[�{�I���M���̕s�g�p(40)
Re: �T�[�{���[�^�[�̔z�� -
�y�b�J 2017/07/09(Sun) 21:18
No.783
���͂�����Â炢�����m��܂��A�����߂̔z�����L��܂�����A�h�o�C�X���肢�������܂��B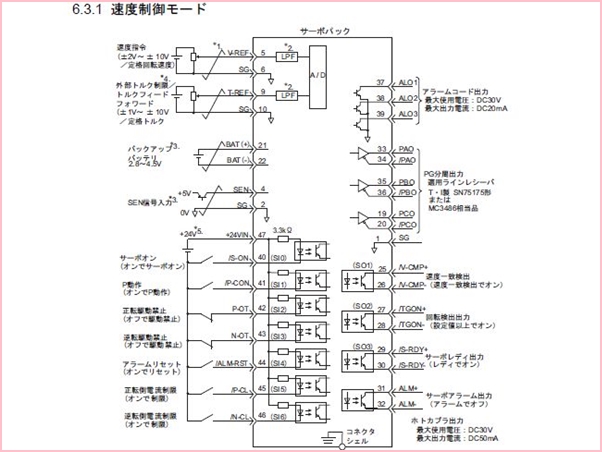
Re: �T�[�{���[�^�[�̔z�� -
�ҋ����b�N 2017/07/10(Mon) 17:05
No.784
�y�b�J����ɂ��́B
�����[�ł̒x���͂P�O������Q�O�������x�ł��B���̒��x�����ł���ˁB
�^�C�~���O�`���[�g�Ƃ��Ŋm�F����K�v������Ǝv���܂��B
�����v���ɂ̓T�[�{�I���ŃT�[�{��ł��o�͂�����̂ŁA
���ꂪ��������͎w�߁i�X�s�[�h�̃I���E�I�t�j���ǂ��̂ł͂Ȃ��ł��傤���B
���u��ł��v�̓J�^�J�i���Ƌ֎~���[�h�ł���
�������Ȃ������̂ł����A
�}�Q�u�`�}�P�O�u�Ƃ�
�Q�u�`�P�O�u�����]�̃X�s�[�h
�|�Q�u�`�|�P�O�u���t�]�̃X�s�[�h
�ŁA���͎w�߃I�t�Ƃ͂O�u�ɂ���A�Ƃ������ł���ˁB
�}���Ɂu�`���b�N�v�Ƃ����X�C�b�`������܂����ǁA�ꏊ���K�����ǂ����킩��܂���B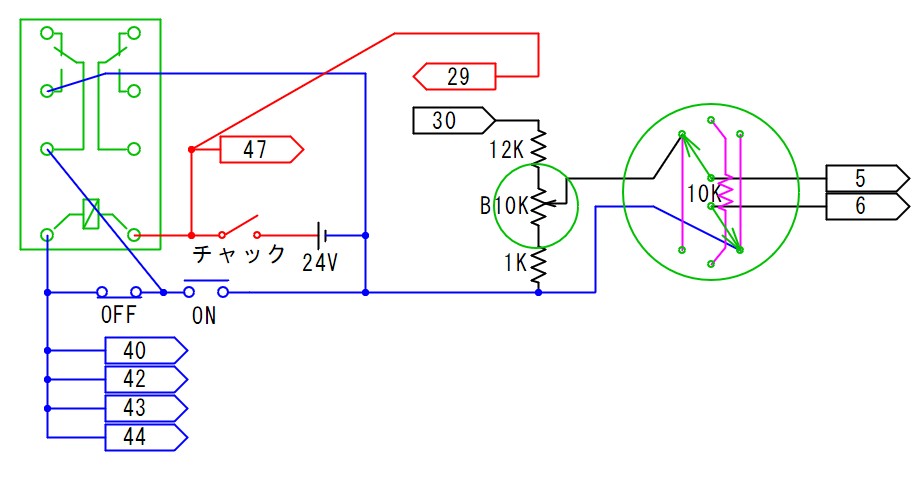
Re: �T�[�{���[�^�[�̔z�� -
�y�b�J 2017/07/10(Mon) 21:17
No.785
�ҋ����b�N����@��낵�����肢�������܂��B
���`���b�N(�X�C�b�`)
�`���b�N�̈��S�J�o�[�ɕt���Ă���X�C�b�`�ł��B
���}�Q�u�`�}�P�O�u�H
�O�`�}�Q�u�����́A���͎w�߂�OFF�Ȃ̂ł��傤���H
���T�[�{�I���M���̕s�g�p�@�i�ݒ�j
�R���Z���g��}�����Ɠ����ɃT�[�{�I���ɐݒ���l���Ă��܂��B
�����x�w�߁i�X�y�[�h�j
���Ղ̃X�y�[�h�����́A�O�`�グ����@�T�O�O�`�O�ɉ����Ă���I�t�ɂ��Ȃ��̂�
�I�����T�O�O���I�t(�OV)���I�����T�O�O���I�t(�OV)�Ǝg�������̂ł����H
��40,42,43,44
���̓��͎w�߂͎g��Ȃ��̂ŁA�ݒ�Ŏ~�߂悤�Ǝv���܂��B
��47�@�{�Q�SV
40�̃T�[�{�I�����ɐݒ肷��ƁA47�́{�Q�SV���v��Ȃ��̂ł��傤���H
�A�h�o�C�X�������z���}�𗝉�����܂ŏ������Ԃ��������B�@ m(_ _"m)
Re: �T�[�{���[�^�[�̔z�� -
�ҋ����b�N 2017/07/10(Mon) 23:45
No.786
�`���b�N�͂���ς���S��ł������B
> ���}�Q�u�`�}�P�O�u�H
> �O�`�}�Q�u�����́A���͎w�߂�OFF�Ȃ̂ł��傤���H
����A�y�b�J����̓Y�t�}�Łu�}�Q�u�`�}�P�O�u�v�ƂȂ��Ă����̂ł����v���������ł��B
���ہi�}�j���A���ł́j�́A�ǂ��Ȃ̂ł��傤�H
> ���T�[�{�I���M���̕s�g�p�@�i�ݒ�j
> �R���Z���g��}�����Ɠ����ɃT�[�{�I���ɐݒ���l���Ă��܂��B
���H�Y�t�}�́AON�AOFF�̉����{�^���X�C�b�`����Ȃ���ł����H
> ��47�@�{�Q�SV
> 40�̃T�[�{�I�����ɐݒ肷��ƁA47�́{�Q�SV���v��Ȃ��̂ł��傤���H
�ǂ��Ȃ�ł��傤���˂��B���̊��o�ł͂��̂悤�Ȑݒ�͂Ȃ������ȋC�����܂����ǁB
���\�A�������ĂĐi�܂���K�v������悤�Ȉ�ۂł��B
�Y�t�}�͂�������Ȃ��ł���B
ON�Ŏ��ȕێ�+40,42,43,44������
�@��
����ƁA�Ԃ��āH�T�[�{���珀��OK�̐M��������i�[�q29,30�̃t�H�g�J�v����2���j�̂�
�������g���āA�X�s�[�h�R���g���[�������t�̐�ւ��i���͎w�߁j������A�Ƃ������Ƃł��B
(�T�[�{���f���o�͂̓x�b�J����Y�t�}�̉E���ł�)
�P���Ɍ��̃x�b�J����̐}���u�����[�ɂ��x���v���u�T�[�{����̏���OK�̐M���v�œ��͎w��
�Ƃ��������ɂ��Ă݂��̂ł����B
�����}�ł����A�����������̂��ڂ��Ă����܂��B�������₷���Ȃ������Ȃ��H
�NjL�j
�x���ׂ̈����̃����[�i+���[�����^���X�C�b�`�j�������̂Ȃ�A�g�O���Ȃǂ̃I���^�l�C�g�ɂ��āA
�����[�����Ă��ǂ���������܂���B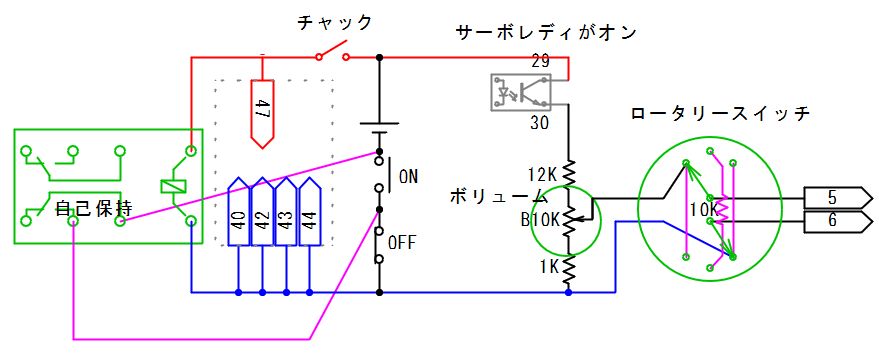
Re: �T�[�{���[�^�[�̔z�� -
Kow 2017/07/11(Tue) 00:37
No.787
�������x���������Ă��Ă����܂��ʁB
�E�E�E�ȂɂƂ���낵�����肢�������܂��E�E�E
Re: �T�[�{���[�^�[�̔z�� -
�y�b�J 2017/07/11(Tue) 00:41
No.788
�z���}�F�������Ē������̂ŁA��肭���ǂ�܂����B
�����H�Y�t�}�́AON�AOFF�̉����{�^���X�C�b�`����Ȃ���ł����H
ON(1a)�EOFF(1b)�̉����{�^���ł����A���S���u�Ƒ��x���͓d�����OV�ɐ�ւ��邽�߂�
�Y���ʂł��B���p���������ł��B
��29�E30�@�T�[�{���f�C
�g������m��܂���ł����B
��42�E43�E44
�͕K�v�ł��傤���B�A���[�����Z�b�g�͒��ڃT�{�ŏo����̂ŏȂ����Ǝv���܂��B
��40
�K�v���Ǝv���Ă��܂������A������������T�[�{�Ɛ��Ղ̔z�����T�E�U�ōςނ̂ł́H�Ǝv���Ă��܂��܂����B
������ǂ�ł��H�H�Ȃ̂ŁA�摜��lj����Ă����܂��B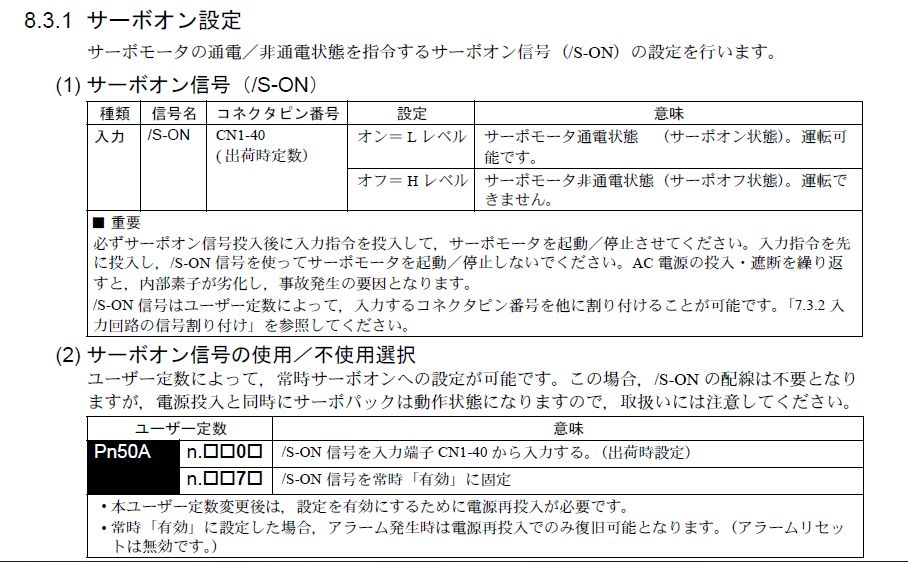
Re: �T�[�{���[�^�[�̔z�� -
�y�b�J 2017/07/11(Tue) 00:42
No.789
�lj������ł��B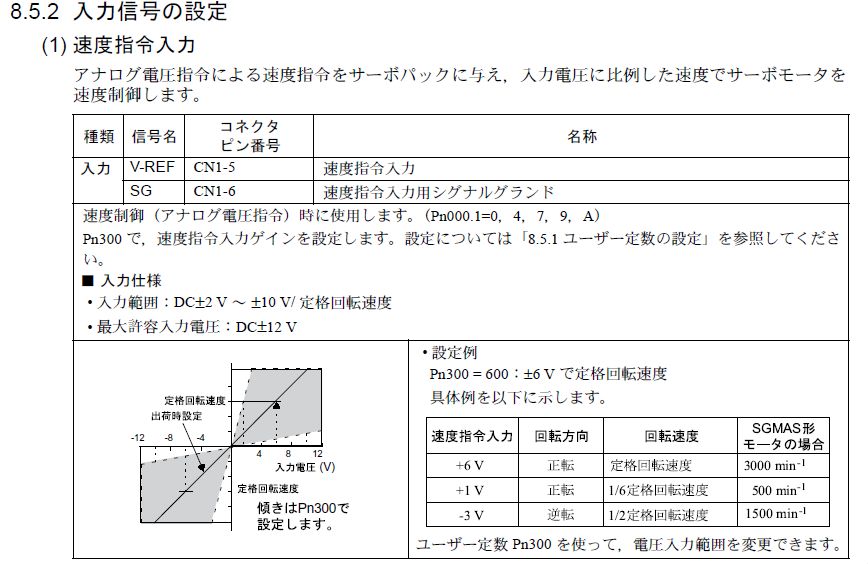
Re: �T�[�{���[�^�[�̔z�� -
�ҋ����b�N 2017/07/11(Tue) 09:09
No.791
KOW����A�����܂���B�֎~���[�h�Ɉ����������Ă���ԂɈÏL�[����ꂸ�ɑ��M���Ă��܂��܂����B
No.790�͍폜���Ă��������B���x�́u�E�E�E�v���ł����B
��{�I�Ɏ���
�u�x���Ƀ����[�ł͂قړ����ɂ����Ȃ�Ȃ��̂ł�?�^�C�}�[�ł��g���E�E�E�v
�@�@�@��
�u�����A�T�[�{���f�C���Ă̂����邶���B������g�������̂ł́H�v
�Ǝv���������ł��B
�x�b�J����Ԏg���₷�����ȕ��@�ɂ���̂��ǂ��Ǝv���܂��B
�i�ł����S���͍l�����ĉ������ˁj
�u�T�[�{�I���M���̎g�p/�s�g�p�I���v�����ł��˂��B
���Ȃ�A�u�]�v�ȃX�C�b�`�v�Ȃ�A�������Ă��܂��Ǝv���܂��B
�����ʂ�ǂ߂A42��43�����͕K�{�̂悤�ȋC�����܂��B
���x�w�ߓ��͂̈Ӗ�������܂����B�����Ԋ��Ⴂ���Ă��܂����B
�}2V�`�}10V�͒�i��]���̐ݒ�͈͂ł����ˁB
�ŁA���ۂ̓��͂́}12V�͈̔͂ł��ˁB
�ŁA�}������ƒ�i��]����2�{�オ����ɂȂ��Ă��܂��B
���̐}�ŁA1�����̒�R������������ŗǂ��悤�ȋC�����܂��B
���̓Y�t�}��0�̈ʒu�Œ�R����ꂽ�̂ł����A�Z���E�J���ł��ǂ��̂����m��܂��ǁA
��R����ꂽ�����m���i���S�j�ȋC�����܂��B
Re: �T�[�{���[�^�[�̔z�� -
�y�b�J 2017/07/11(Tue) 15:29
No.792
�ҋ����b�N ����@�⑫���肪�Ƃ��������܂��B
�����́A������ƐQ�s���ő��߂ɋA���Ă��܂����B
���Ղ̎g�����ƈ��S���u�≟���{�^�����l�����CN�P�|40�s���ŃT�[�{�I���E�I�t���Ȃ��Ȃ��v���t���܂���ł����B
�^�C�}�[�I���z�@������܂����I
�����x�w�ߓ���
�ݒ�d�����ő���͓d�����}�P�OV�ȓ��Ƃ����v���܂���ł����B
�����Ȃ���A�ꐶ�����ł��Ȃ������ł��B
�m��Ȃ��Ń��[�^�[�̒�i��]���ȏ�ɉĂ�����|���ł��ˁB
��VR(�ϒ�R�{�����[��)�ƒ�R
�莝����VR(�{�����[���@RV24YN�@20S�@B2k��)�ɂQ�SV�d���ƒ�R(�T�[���b�g�g���}�[����2.88����)������
�O�`�P�OV�ɉςł��鎖���m�F�o�����̂ŁA�J�[�{����R1/2W3.3k���ɕς��Ď������Č��悤�Ǝv���܂���
�ςł��傤���B
���l���Ē�����VR�ƒ�R�𗝉��ł���悤�ɂ��������撣��܂��B
�����[�≟���{�^�����͂����̂ŁA���S���đ���p�l�������H�ł������ł��B
Re: �T�[�{���[�^�[�̔z�� -
�ҋ����b�N 2017/07/11(Tue) 20:42
No.793
�x�b�J�����́B
> �J�[�{����R1/2W3.3k���ɕς��Ď������Č��悤�Ǝv���܂���
> �ςł��傤���B
VR(�{�����[���@RV24YN�@20S�@B2k��)�ƁA3.3������R�ł���ˁA
�ǂ��g�ݍ��킹���Ǝv���܂��B
�v�Z���0�`8.7V�ʂȂ̂ŁAPn300��400�`500(��i��]����4V�`5V)���x�ɐݒ肷���
�ő��]���܂Ńt�H���[�o���邱�ƂɂȂ�܂��ˁB
���ł��Y�t�O���t�͑�\�l�ŁA�ʂ̃T�[�{�̍ō��l�͕ʂ����m��܂���B
�@�ǂ���ɂ��Ă��APn300��K���Ȓl�ɂ��āA�ō����܂ʼn��悤�ɂ��������C�����ǂ��ł���ˁB
Re: �T�[�{���[�^�[�̔z�� -
�y�b�J 2017/07/11(Tue) 21:17
No.794
�ҋ����b�N����@�����͂ł��B
���X�Ƃ��t�������������肪�Ƃ��������܂��B
�������Ղ��g����悤�Ɋ撣��܂��B
KOW����@�ɂ����ӂł��B
������̌f���̂������œ�����ɂ��������`�������W�ł������ł��B
���ꂩ�����낵�����肢�������܂��B
mach ��]���M���ݒ� ���e�ҁF
Sontonsan2004 ���e���F2017/07/05(Wed) 18:05
No.772
000�̂ق��Ɏ��₵���̂ł���������ꂸ�A������ɂ��f�ڂ����Ă����������w�������肢���܂��B
mach��]���M���ݒ�
mach�ɉ�]���i��M??�AM??�����F M??=�� ���쒆=��)
�p�̐M���o�͂͂���܂��ł��傤���B
�{�b�N�X�̒��Ɏ���}�V�j���O������\��ł��B
�O���瓮�삪����Ȃ��̂ŊO���\��L E D������Ȃ���
�l���܂����B
1-mach�ɓ��ڂ���Ă�����H���o�͂���M��
2-��jM??���s���̃T�u�}�N��(VB-S)
3-���̑����@
���m�b����낵�����肢���܂�
Re: mach ��]���M���ݒ� -
Bon 2017/07/05(Wed) 22:33
No.773
Sontonsan2004����A������
������́A���H�̊J�n/�I����\�������������Ƃ������Ƃł��傤���H
�v���O������M03��M9����������ł�����(CAM�\�t�g�̏ꍇ�͏���ɓ���Ă���܂���)�A����ɑΉ����ĐM�����o��̂Ń����[�ȂǂŎ�A
�O���̉�]����k�d�c�Ȃǂ�_��/�����ł���Ǝv���܂����B
Re: mach ��]���M���ݒ� -
Sontonsan2004 2017/07/06(Thu) 13:00
No.774
���w�����肪�Ƃ��������܂��B
ng���[�h�����肤�܂��`����Ă��Ȃ������B
d-sub25pin�̂��܂肪�Ȃ��̂ŁA�厲��]�i�蓮�X�C�b�`�őΉ��j�܂��̓~�X�g�i�Ȃ��j
�M����݂��邱�Ƃ��o���܂���B
�lj��̂��w��������������K���ł��B
xyza 4�����~�b�g�Z���T�[
�c�[���Z���T�[
e/stop
Re: mach ��]���M���ݒ� -
Bon 2017/07/06(Thu) 20:48
No.775
Sontonsan2004����A������
25�s���̗]�肪�Ȃ��Ȃ�ALPT2�݂��邵�����@���Ȃ��Ǝv���܂����B
�����ƈȑO�ɁAI/O������Ȃ��Ȃ�ꍇ��z�肵�Ē��ׂ����Ƃ�����܂����APokeys�Ƃ������o�̓{�[�h������܂��B
���̐l�ɐ����ł���قǂɂ͕����Ă��Ȃ��̂ŁA�ȉ������Q�Ƃ��������G
���[�J�[�̃y�[�W
�@ps://www.poscope.com/products/pokeys-devices/
Mach3��PoKeys�t�H�[����
�@p://www.machsupport.com/forum/index.php/board,79.0.html
(�����������htt������������)
Re: mach ��]���M���ݒ� -
Sontonsan2004 2017/07/07(Fri) 12:17
No.776
���w�����ӂ������܂��B
pc�J�[�h�͂P���ŒB��������@�ł����A
pin13�i�c�[���Z���T�[�pinput�j��m00�M�����o����output#18�ɐ�ւ���led�_��
������T�C�N������vb-s�ōs�����@�������m�ɂ���
���w��������������K���ł��B
��ǒ��ł���
http://www.henriksplace.se/cnc/cnc_mach3_vb.html
Re: mach ��]���M���ݒ� -
Bon 2017/07/07(Fri) 23:50
No.777
Sontonsan2004����A
���͒m���Ă邱�Ƃ��_���_�������Ă��邾���ŁA���w���ȂǂƂ������̂ł͂Ȃ��A�Ԉ���Ă��邩���Ƃ����O��ł���肭�������B
(���t���炸�Ō����^����悤�ȕ��ɂȂ��Ă����̂ŁA�C�����܂���)
�p�������|�[�g�̃s���A�T�C��(���o��)��IEEE�̋K�i�Ƃ��Č��܂��Ă��āA�v���O�����ŕς����Ȃ��̂ł͂Ȃ��ł��傤���H
8�r�b�g���ȊO��IN/OUT�����R�ɐݒ�ł���悤�ɂȂ�A�I�����������܂����ǁB
����EStop��M���Ƃ��Ă͓��͂��Ă��Ȃ��̂ł����A�Ƃ�����IN�������̂ŁA�}�̂悤�ɐڑ����Ă��܂��B
BOB�Ȃǂ��g���̃{�[�h����̓I�ɏ����Ă��������A�����̏�������̉��炩�̃T�|�[�g�����҂ł���Ǝv���܂��B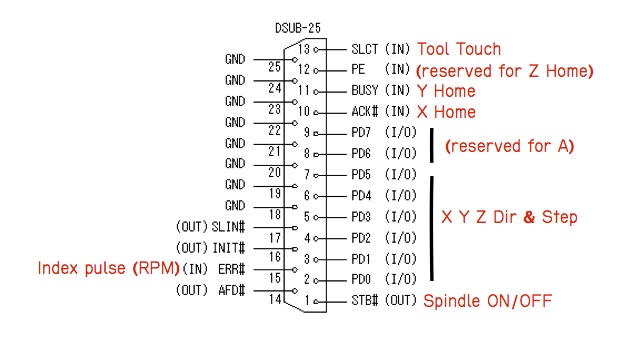
Re: mach ��]���M���ݒ� -
�ҋ����b�N 2017/07/08(Sat) 11:38
No.778
�����ABon����̕��������Ⴂ���āA����������悤�ȕ��ʂ������Ă��܂��܂����B
�i���e�O�ɋC�Â��č폜���܂����B�p���������Č������܂���j
�܂�A�[�I�Ɍ�����
�uPIN13�̓C���v�b�g��p�s���ł�����A����͏o���܂���B�Ă���A�E�g�v�b�g�s���ɂ��ĉ������B�v
�ƌ������ł���ˁB
Re: mach ��]���M���ݒ� -
Bon 2017/07/08(Sat) 11:56
No.779
�ҋ����b�N����A
�ǂݕԂ��ċC�����C�����܂����A�\����܂���B
�s���ɂ��ẮA���������ʂ�ł��B
Re: mach ��]���M���ݒ� -
�ҋ����b�N 2017/07/08(Sat) 12:15
No.780
���������ABon����A��������ɊԈႦ�āi���ʂ̈ꕔ�݂̂𑨂��āj���Ⴂ���������ł��B
�S�R�C�ɂ��Ȃ��ł��������B
�����ASontonsan2004����ɈӐ}���`����Ă��Ȃ��Ƃ܂����̂œ��e���܂����B
Re: mach ��]���M���ݒ� -
sontonsan2004 2017/07/08(Sat) 20:55
No.781
�N���X�X���C�h�e�[�u���̌��B ���e�ҁF
Beed1985 ���e���F2017/05/04(Thu) 00:32
No.746
�͂��߂܂��āB
�S�N�O�A���Վs����PSF400-VDR��PSL400-VDR���w�������B
�d���W�Ŏ���Ȃǎg���܂��B�o���łȂ��ł����A�f�l�ł��B
�t���C�X�Ղ̃N���X�X���C�h�e�[�u�������쒆�A�K�^�b�Ƃ�������܂����A���[���l�W�����ƃl�W�_�i�b�g�������Ă��Ȃ��Ȃ����P���܂���ł����B�A���a���������ł́H�Umm�H
�Ȃ�Ƃ��������悤�ƍl���ĔY��ł܂��B�^���[�ƃe�[�u���̕���������̂ŁA�e�[�u���O���āA�ʂ̃N���X�X���C�h�e�[�u��(�A���a��������������)���w�����A��(�⋭�ޓ����)�Ƒg�ݍ��킹������ǂ����Ȃƍl���Ă܂��B
�ߖ����Ɗ�]�ł����A�A�h�o�C�X����낵�����肢�������܂��B
Re: �N���X�X���C�h�e�[�u���̌��B -
Kow 2017/05/06(Sat) 21:56
No.747
Beed1985����
�͂��߂܂��āAKow�Ɛ\���܂��B
���t���C�X�Ղ̃N���X�X���C�h�e�[�u�������쒆�A�K�^�b�Ƃ�������܂����A���[���l�W�����ƃl�W�_�i�b�g�������Ă��Ȃ��Ȃ����P���܂���ł����B
����˂����Ă���r���Ɉ��������肪����A�Ƃ������Ƃł��傤���H
PSF400-VDR�́A�y���X-1��2�^��3�^�x�[�X�ł������{����X-1�Ɠ����͂��ł��B
�O�j����a�̃N���A�����X����
�P�j����a�̃J�~�\��������
�Q�j��`�i�b�g�̈ʒu���킹�i�c�o���j
�R�j��`�i�b�g�̃o�b�N���b�V���z���@�\�̒���
�ʼn�������̂ł́A�Ǝv���܂��B�O�j�͓��R�Ƃ��āA���ɂP�j�ƂQ�j������Ȃ��E�E�E
�N���X�e�[�u���̌����͂����߂��܂���BZ���̌Œ�E�����o���ŋ�J�������ł��B
X-1�̃x�[�X�͂����܂łЂǂ����̂ł͂���܂���B
���ꂩ�����낵�����肢�������܂��B
Re: �N���X�X���C�h�e�[�u���̌��B -
Beed1985 2017/05/07(Sun) 00:31
No.748
KOW����
�͂��߂܂��āAbeed1985�Ɛ\���܂��B
���肪�Ƃ��������܂��B
�Č������܂��B
Re: �t���C�X�� -
Beed1985 2017/06/12(Mon) 22:14
No.767
�����́B
�����ɂ��̂Ŏ�ʼnƐh���B
�w���������葕�u�@���~�����ł����A�ǂ��ɔ����Ă܂����H
���삷��ꍇ�͍ň��l�X�s�[�h�R���g���[���[�ƃ��[�^�[�̎�ނ������Ă��������B�X�������肢���܂��B
Re: �N���X�X���C�h�e�[�u���̌��B -
Kow 2017/06/13(Tue) 00:28
No.768
>���삷��ꍇ�͍ň��l�X�s�[�h�R���g���[���[�ƃ��[�^�[�̎�ނ������Ă��������B�X�������肢���܂��B
�d���h�����ƃt���L�V�u���W���C���g�ŊȈՎ������������Ă���l���������Ƃ�����܂��B
���̓t���L�V�u���W���C���g�Ńt���C�X��X���n���h���ƁA�ׂɒu���Ă�����Ղ��Ȃ��ŊȈՎ�������ɂ��悤�Ƃ�������Ƃ�����܂��B
�i�����͂��܂���ł������j
�X�e�b�s���O���[�^�[���g���̂ł���ACNC���ɔ�p���|���肻���ł��B
Re: �N���X�X���C�h�e�[�u���̌��B -
Beed1985 2017/06/13(Tue) 20:16
No.769
�Ȃ�قǁB�l�b�g�ʼn摜���������Ƃ�����܂��B
�o�b�N���b�V��@�\�ɂ��� ���e�ҁF
����y�Y ���e���F2017/06/06(Tue) 07:37
No.763
CNC�̃o�b�N���b�V��ŁA����X-1��X-3�ő�`�l�W�����g���̕���
�����������̂ł����A���Ƀo�b�N���b�V��0.2�~���������Ƃ��āA
200�~�N�����ƂȂ�܂��B
1�p���X1�~�N��������200�p���X���o�b�N���b�V��Ƃ��ďo�͂���悤��
�ݒ肷��Ǝv���܂����X�e�b�s���O���[�^�ŁA�p���X�Ԋu�̎w��Ȃ���
�Î~��Ԃ���200�p���X��Z���Ԋu�ŕ��o����ƒE������悤��
�C�����܂����A����͑��v�Ȃ��̂Ȃ̂ł��傤���H
Re: �o�b�N���b�V��@�\�ɂ��� -
Bon 2017/06/06(Tue) 21:47
No.765
����y�Y����A
CNC�̃R���g���[���\�t�g�͉������g���ł��傤���H
Mach3�Ȃ�A�o�b�N���b�V���̊e�����Ƃ̗ʁA���x(�ő呬�x�ɑ��道)���ݒ�ł���͂��ł��B
���͐ݒ肵�����Ƃ�����܂���̂ŁA�}�j���A�������m�F���������B
�Ȃ��A�]�v�Ȃ����������ł����A1�p���X1�~�N�����Ƃ����̂͒P�Ȃ��Ƃ��Ă��A
�}�C�N���X�e�b�v���ׂ�������̂̓X�e�b�s���O���[�^�̃g���N��������Ǝv���܂��B
���[�J�[�̎���Ƃ��āG
- �}�C�N���X�e�b�v�ɂ��g���N�������邽�߁A�ׂ����Ă�1/4�܂ł�
- ���萸�x���グ�邽�߂Ƃ��āA�}�C�N���X�e�b�v���ׂ�������͈̂Ӗ����Ȃ�
�Ⴆ�A�l�W�s�b�`2mm�Ń}�C�N���X�e�b�v1/4�ɐݒ肷��ƁA0.0025mm/pulse�ƂȂ�\�����Ǝv���܂��B
���[�^�[���[�J�[�̋Z�p�����Ȃǂ����Q�l�ɁB
��{�I�ɂ́A�o�b�N���b�V�������������鉽�炩�̋@�B�I�ȍH�v������ׂ��Ǝv���܂��B
��L��Mach3�}�j���A���ɂ́A�u�Ō�̎�i�v�Ƃ��Ă��������Ə����Ă���܂��I
Re: �o�b�N���b�V��@�\�ɂ��� -
��� 2017/06/07(Wed) 11:17
No.766
BON����A
���肪�Ƃ��������܂��B
���ɂȂ�܂�^_^
�X�e�b�s���O���[�^�͏������
���̓}�C�N���X�e�b�v���g����
1�p���X0.1�~�N�����ɂ��Ă܂��B
��Ƀ��[�V�����R���g���[��������
�p���X�ɋN������U���̖��̉���̂��߂ł��B
�����@��25�{�����Ă��āA�g���N��
���Ȃ��悤�ł��B
Mach�̓o�b�N���b�V��ɂ����x�w�肪�ł���̂ł��ˁB
�����ł��ˁ[�B
�{���{�[���l�W�ɂ���o�b�N���b�V���قڂȂ��Ȃ�
�����̂ł����A��`�l�W�̒��^�̔ėp�t���C�X��CNC�ł��g����悤�ɂ���
�Ƃ����R���Z�v�g�ł���Ă��܂���
�����ŁA���낢�����̐l���������Ȃ����ɂԂ����Ă�
�����ł��B�B�B
�Ƃ肠�����A�����Ńo�b�N���b�V�����点��Ƃ���܂�
����Ă݂܂��B



