���H�ACNC�A�N����������Ȃ�ł�����f����



[�g�b�v�ɖ߂�] [�f���g�b�v�ɖ߂�] [�X���b�h�\��] [�g�s�b�N�\��] [�A���o��] [���ӎ���] [���[�h����] [�Ǘ��p]
|
�����e�ɂȂ�܂��B�����̓I���}�C��black1510�����^�������Ă���܂���10�N���Q�Ă����̂ł����A���̂��ю����ɏ����킷�ׂ�������i�߂Ă���܂��B�����Ƀ��[�N���œ�N���X�̐j�t���ނƂ͂����A�ł���߂ȏ����Ő荞�݂����Ȃ��̂ŁA��͏o�ł́u�G���h�~���̂��ׂāv��ǂ�ł���܂��B�����ŋ^��ł����u�P�n�P��]������̑���ʁv���ēK���͈͂�����̂ł��傤���H
�厲��i�F7.2W (9400rpm)
���葬�x�F�ő�280mm/min
�P���ɍl���āA240mm/min�ő�������P��]������240/9400��0.025mm��25�ʁB�H��a�̔������a�����ɐ荞��Ń_�E���J�b�g����A������n�߂̍������݂�25�ʁB2���n�Ȃ甼����12.5�ʁB����ȋɔ��ȍ������Ă��蓾��̂ł��傤���H���肷��Ɗ����ĎC���āA���ՂŎ������k�ދC�����܂��B���_�q����A�ᑬ�ȑ���Ŏ������J�n�������Ȃ�̂ł����A����E�C���������邽�߁A���葬�x�ɂ������l������悤�ȋC�����܂��B�؍�����Ɋւ���v�Z���@�Ȃ炢����ł��o�Ă���̂ł����A�v�Z���ʂɑ���]�����ǂ��ɂ���������܂���B���H�\���ƍH������̃g���[�h�I�t�ŋ�̓I���l�������͖̂����Ƃ��Ă��A���p��̓K���͈͂͂��肻���ȋC������̂ł����A�������ł��傤���H
����y�Y�ł��B�����������Ă���܂��B
�悤�₭CNC�̍�ƂɎ��|����܂��ăR���g���[���{�[�h�ƃX�e�b�s���O���[�^�i���[�^�R���g���[���j��
�Ȃ��A�p���X�����ă��[�^���Ƃ���܂ł��܂����B
CNC�\�t�g�̃��[�^�p�p�����[�^�̗��������Ă���Œ��ł����A�ӂƃp���X���������Ȃ�
�I�V���X�R�[�v���w�����m�F���Ă���Ƃ���ł��B
�����Ŏ��₳���Ă������������v�������Ƃ�����܂��āA
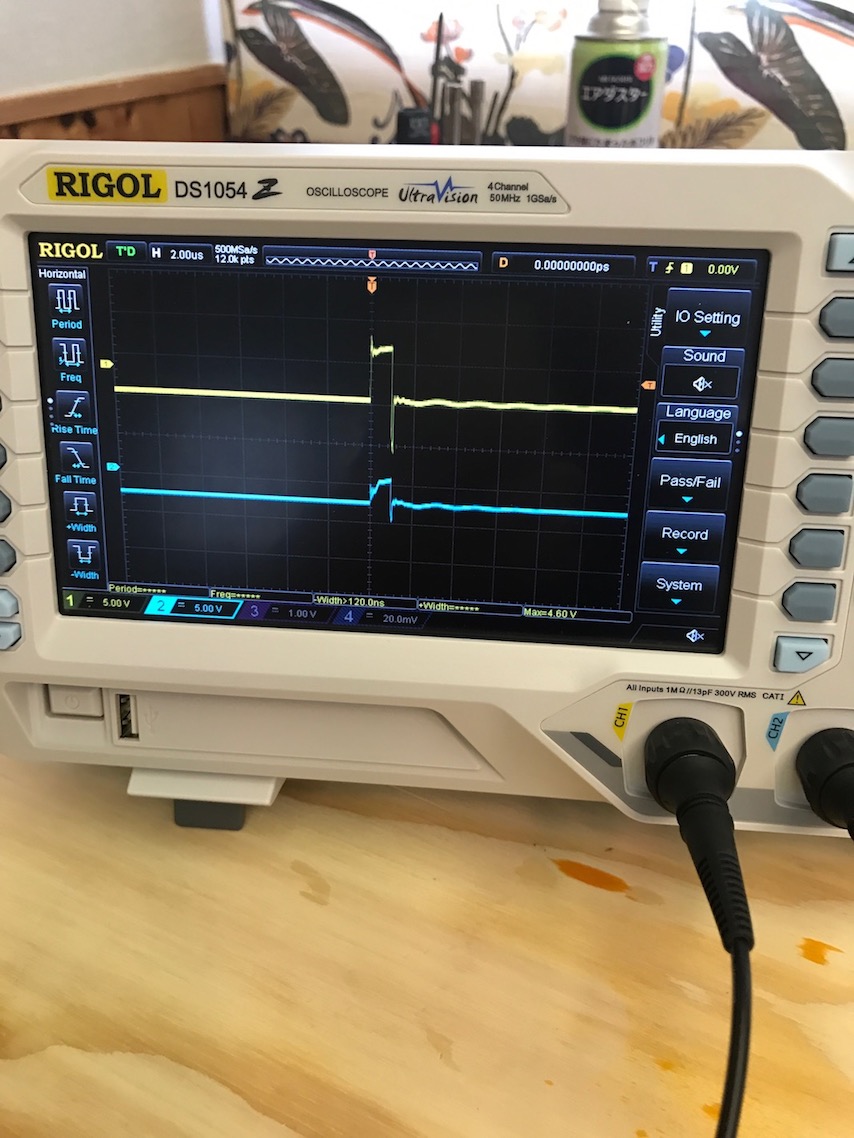
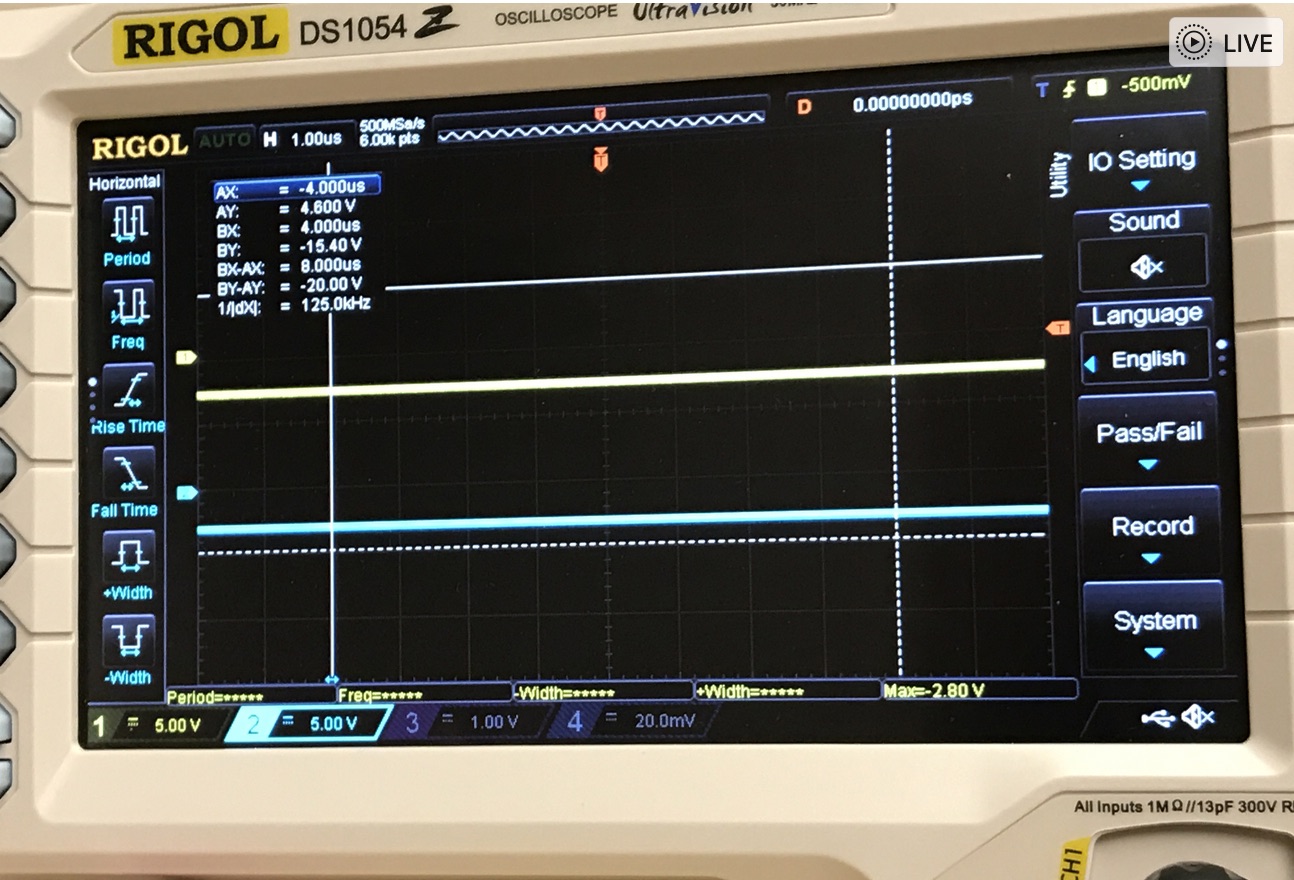
�摜�͐���]���̂��̂Ȃ̂ł����A���FCW�M���̃p���X���������Ă���Ƃ���
��CCW�M�����i�������炢�̑傫���Łj�o�Ă��܂��Ă��܂��B
�t��]�̎������l�ŁACCW�̑���CW�̐M�����i�������炢�̑傫���Łj�o�Ă��܂��Ă��܂��B
�Ƃ肠�������[�^��臒l�ȉ��Ȃ̂Ŗ������Ă���̂��A�Ƃ��ɖ��Ȃ�
�����Ă���悤�Ȃ̂ł����A����ɂ��čl�����錴���Ȃǂ͂���܂��ł��傤���H�H�H
�Ƃ肠�����A�R���g���[���{�[�h�̓d����A���[�^�d���̃m�C�Y�t�B���^�A���[�^�R���g���[����
�A�[�X���Ƃ��ĂȂ��̂ł��ꂪ�����ŋt���̐M�������炢�̑傫���ŏE���Ă���H�H�H�Ƃ�
�z�����Ă���̂ł����A�m�C�Y�Ƃ����˔g�ɂ��Ă͂͂����肵�đ傫������Ǝv���Ă��܂��B
�������o���̂�����̕��A�����m�̕���������Ⴂ�܂�����
�A�h�o�C�X����������Ƒ�Ϗ�����܂��B�B�B
��낵�����肢�������܂��B
�͂��߂܂��āA����ɂ��́BGM�Ɛ\���܂��B
���݁ANC���ՁE�t���C�X�Ղ����삵�Ă��܂��B���łɋ@�\�n�̐v�͏I�����Ă���A�c��͐���n�Ȃ̂ł���
�C���o�[�^�[��PWM����͂��Ă����A���g�����ݒ�ł���Ηǂ��Ȃ��Ǝv���Ă��܂��B
�ၫ
https://www.youtube.com/watch?v=_UDKzxSUGcc
CNC�}�V���ɃC���o�[�^�[�𗘗p���Ă�������A���g���̐ݒ�͂ǂ��Ȃ���Ă��܂����H
���Ȃ݂ɁA����}�V����BeagleBone��\�肵�Ă��܂��B�i������Mach3 ��\�肵�Ă��܂������A�ėp�����l���ĕύX���܂����B�j
�ǂ����A�A�h�o�C�X����낵�����肢�������܂��B
�݂Ȃ��܁A����ɂ��́B
�~�j�t���C�X�����Ɍ����F�X�ƒ��ׂĂ�����̂ł��B
�Y�݂͗\�Z���ǂ��U�蕪���邩�A�ł��B
���Ƃ���100���~���H��@�B�����Ɏg����Ƃ��܂��B
��ȉ��H�̓t���C�X�ōs���̂Ńt���C�X��100���S�Ԃ�ł��������Ǝv���Ă����̂ł���
����ς���Ղ����������������̂��Ȃ����ƔY��ł���܂��B
���������̃t���C�X�A���Ղ�50�����ł��낦�邩�E�E�H
���������͑�����˂Ȃ��H��@�B�ł킴�킴�������̂��̂��̂Ȃ��B
���ƂŃf�J�C���Ղ�lj�����̂͋@�B��u����X�y�[�X�̗e�ϓI�ɕs�\�Ȃ̂ŏ������̂�O���Ŕ�����ĂȂ��
�R�X�g�p�t�H�[�}���X�����Ɉ����B
��肽�������l����Ɛ��Ղ̎g�p�p�x�͂����炩�ɒႢ�A�ł����Ȃ��Ă͍��鎖�������ꔭ�����邩���E�E�E
�ƃ��������l���Ă���܂��B
��y���̂��ӌ������f���������ł��B
�؍�Ώۂ̓A���~(��������7075)�ł��B




�݂Ȃ���͂��߂܂��āA���肨����\���܂��B�b�m�b���S�҂ł��B
��N�P�P�����琻����n�߂āA�X�s���h�����[�^�Ƀ��W�R���u���V���X���[�^�[��I�����܂����B
�F�X�ȕ��̌f�ڋL�������āA���ؐ��̃��[�^�[�ł͖������ۂ��E�E�E�������āA�������Ă��܂��܂����B
����ŁA�u���C�N�A�E�g�{�[�h�̂o�v�l�o�͂łd�r�b�̓R���g���[���ł���A�Ɣ��f���Ă��܂�����
�������Ă��������E�E�E����R�������o���܂����B
�����l���Ă����ȏ�ɓ�����Ƃ�����A�d���Ȃ��T�[�{�e�X�^�[�̃{�����[���ő��삵�Ă��܂����B
���R�A�l�`�b�g3�̃R�}���h���ʂ���͂��������A���߂Ă����Ƃ���
�I���W�i���d�q�@��E�v���W�F�N�g�h���X����
�q�b�u���V���X���[�^�[�d�r�b�p�R���g���[���[�f�V���Ă������i����������܂����B
����������A�z�����܂��Č����ɃR���g���[���ł���悤�ɂȂ������Ƃ���܂��B
- Joyful Note -
