加工、CNC、誰かが答えるなんでも質問掲示板



[トップに戻る] [掲示板トップに戻る] [スレッド表示] [トピック表示] [アルバム] [留意事項] [ワード検索] [管理用]
|
初めまして。
最近CNCフライス盤デビューしまして試行錯誤しながら切削しています。
そこでどうしても解決出来ない事がありまして悩んでいた所こちらの掲示板を見つけたので質問させて頂きたいと思います。
ツールパスはFusion360で作製し、制御ソフトはMach3を使用しています。
そこで例えば四角形の板をの削りたい物を固定して、ワークの中心をX0 Y0 とします。
Z軸はワークのトップにエンドミルを下ろして触れた所をZ0 とします。
いつもこの方法でXYZを0にしてからZ軸を数センチ上げてスピンドルを回してMach3をスタートで問題なく切削出来ていました。
が、最近上記方法でZ軸を少し上げてからスタートさせると何故か一番最初にZ軸がZ0よりも一旦マイナスに下がってからX Yが削り出すスタート部分に移動してXが元の高さに戻ってから切削が始まってしまいワークに不必要な切削痕がついてしまいます。
このZ軸がスタートの時に一旦マイナスになるのがどうしても直せません。。
今まではX軸Y軸が先に削り出すスタート地点に移動してZ軸はその後に下がって来たのですが先にZ軸が何故下がるのか?しかも、マイナスまで。。
解決方法が有ればどなたか教えて頂けないでしょうか?
宜しくお願い致します。
こんにちは
たわいのないことなのですが、小ねじについて皆さんどうなさっていますか。
M1.6X10 ねじが必要になりました。
このサイズのねじ、時々必要になり、購入でいつも苦労しています。
サイトにより価格と数量の幅が極端。
モノタローのサイトだけ見ても
六角穴付ボルト(SCM435/黒色酸化皮膜) 全ねじ 6本539円(90円/本)
六角穴付ボルト(ステンレス) 全ねじ 20本539円(27円/本)
(+)0番1種ナベ小ねじ(黄銅/ニッケル)(小箱) 100本999円10円/本)
(+)0番1種ナベ小ねじ(鉄/亜鉛黒)(小箱) 1000本2190円(2.2円/本)
とかなり幅があります。
サイトによっては一本200円以上なんてところも。
ねじ専門店は大体1000本単位で3000円前後。
扱う量の問題もあるかとは思います。またネジの種類や材質の違いがあることは確かです。
しかしM2とかM3などではこれほどの価格差はないようです。
そしていくら安くても趣味で使う範囲ではどうも1000本は使いきれない。
今回は六角穴付きの黒がほしかったのですが90円/本に負けてステンにしてしまいました。
(ステンのほうが安いというのも理解に苦しみます。このサイズになるとステンのほうが作りやすいのでしょうか?)
また20本では心もとないので結局1000本小箱もついぽちってしまいました。
皆さんはどうなさっていますか。
そして六角穴付ボルト(SCM435/黒色酸化皮膜が もう少し買いやすい単位で一本十円くらいのサイトをご存じありませんか。
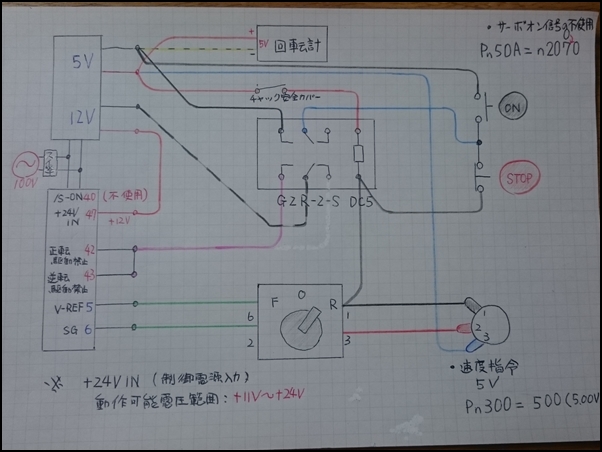
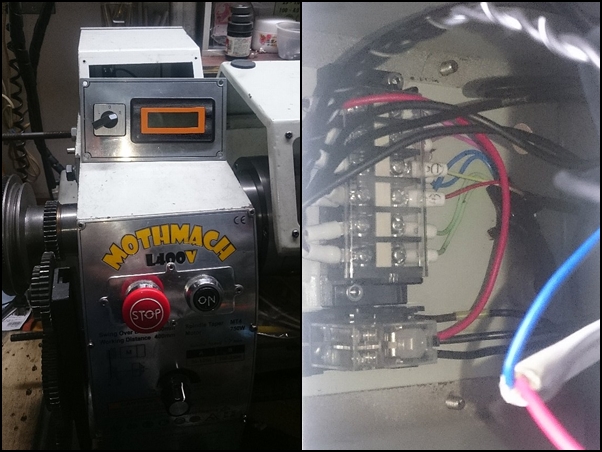
先日、サーボモーターの配線で質問していた件ですが
何とか完成しました。
旋盤の電源投入と同時にサーボがオンになり、速度指令のオン・オフで作動・停止をします。
途中 回転計の電源が5Vなので安定化電源を12V+5Vに変更し
制御を12V・速度指令を5Vに変更しました。
先日、駆動禁止入力信号を省いたら 停止でモーターがロックしました!?
モーターを停止状態でフリーにするには、サーボオフか駆動禁止を使いフリーで止めるようです。
まだP動作 /P-CON 41が必要か解らないので、当分常時オフで使ってみます。
初歩的なことですいません。
CNCフライスを作って円筒(っぽい)ものを削ろうとしています。
A軸が必要ですが、A軸の実装がイマイチわかっておりません。
https://www.nc-net.or.jp/knowledge/morilog/detail/5531/
をみると、Gコードは以下のようになっています。
G68X0Y0R180.
これはX=0, Y=0ということでC軸を180度まわせ、
みたいなGコードだろうか?と思っています。
仮にC軸がX=0, Y=0の軸上にセットアップされていて、
CAD/CAMに、C軸がある前提でGコードを出力せよ、
という風に命令したら、こういうコードが出力されるんだろうな、
というのが(私の現在の)認識ですが、正しいでしょうか?
所有する(テクノという会社の)モーションコントローラの
対応Gコード表にはG68がなく、軸は4軸対応していて
X軸、Y軸、Z軸、A軸の設定画面があるのですが、
マニュアルにA軸(あるいはB軸、C軸設定の)記載がないようにみえ、
(あるいは私がわかってなさすぎて見つけられていない)
困っております。
Mach等ではどのような感じかでも良いのでご教授いただけませんでしょうか。。
タイトルの件ですが、
マック3での話になります。
今まで、↓で公開されているものを使っていましたが、
タッチした後、更に下がろうとする時が何度かありました。
http://www.instructables.com/id/Mach3-Zero-Probe-Tool/
自分と同じことを云っている人もいます。 ↓
http://dmh.sakura.ne.jp/model/diary/works/zz/CNC3020_170326.htm
このページの人が公開しているVBスクリプトを今は使っています。
皆さん方は、どうしていますか?
- Joyful Note -
