�H��@�B�̃C���o�[�^�[���ɂ��� ���e�ҁF
���S�҈ȑO ���e���F2018/11/22(Thu) 16:21
No.1073
���߂Ď��₳���Ă��������܂��B
�����I�ɍH��@�B�Ȃǂ��w�����A����ɍH�[����낤�ƍl���Ă��܂��B
�p�r�Ƃ��ẮA�Â����v�̕����C���Ȃǂ���ɂ������A�ėp�t���C�X �A���ՂȂǂ̋@��ׂĂ���܂��B
�K���X�y�[�X������A���}�V���ł͂Ȃ��A�t���C�X �Ō�����0�Ԃ��炢�̃}�V���̓������l���Ă���܂��B
�����Ŏ���Ȃ̂ł����A�厲�̉�]�����������ۂɃC���o�[�^�[���g�p����Ǝv���̂ł����A
������rtm-2��f�b�P����fp-1�Aaciera f3�ȂǁA�厲�Ǝ�������Ȃǂ����ʂ̃��[�^�[�ŋ쓮����悤�ȃ}�V���̏ꍇ�A
�厲�̉�]���𐧌䂵�悤�Ƃ���Ǝ�������ȂǑ��̕����̓����ɂ��e�����o�Ă��܂��Ǝv���̂ł���
���̂悤�Ȏ��͖��Ȃ��̂ł��傤���H�������͎厲�p�̃��[�^�[��ʓr�t����悤�Ȋ����ɂȂ�̂ł��傤���H
���v�C���A����Ń}�V���ׂĂ���܂����̂ŃX�C�X����aciera f3�Ȃǂ����ɂ͂���܂������A
380V�d�l�������̂ŁA���[�^�[�̊����܂��A�C���o�[�^�[�����悤�Ƃ���Ə�L�ɏ������厲�ȊO�ɂ�
��]������̉e�������邽�߂ǂ�����̂������Ȃ̂����������������������݂܂����B
�������ׂĂɂ����đf�l�ł��̂œڒ����Ȏ������₵�Ă��邩������܂��A�ǂ�����낵�����肢���܂��B
Re: �H��@�B�̃C���o�[�^�[���ɂ��� -
���S�҈ȑO 2018/11/22(Thu) 16:26
No.1074
��Ƃ���aciera f3�̉摜��Y�t���܂��B
���͂���Ȃ̂ŃC���o�[�^�[����͂��������K���Ă��Ȃ��̂ł��傤���B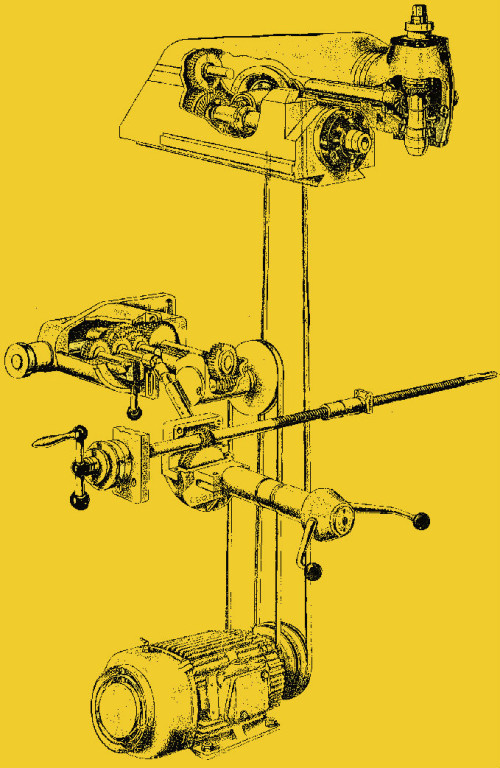
Re: �H��@�B�̃C���o�[�^�[���ɂ��� -
Kow 2018/11/28(Wed) 10:08
No.1077
���S�҈ȑO����A����ɂ��́B
�ŏ��͂�������S�҈ȑO�ł��̂ʼn����Ȃ��{�f�������p���Ă��������ˁB���āE�E�E
���厲�Ǝ�������Ȃǂ����ʂ̃��[�^�[�ŋ쓮����悤�ȃ}�V���̏ꍇ
���̋@�\�͒������Ȃ��A�@�B���̎�������}�V���͂ق�100%���̌`�ɂȂ�͂��ł��B�����g�p���Ă���
FL350E�����̌`���ł��B
���ǖʐ��x�̓o�C�g�̐�[�~�̔��a�ƁA����̃s�b�`�ɂ��܂��B
�厲��]���x���グ�Ă�����2�̃p�����[�^�͕ς��܂���A�؍�ʐ��x�ɂ͉e���͂���܂���B�o���̓����͓������䗦�ő����Ȃ�����x���Ȃ邾���ł��B
CNC������Ǝ厲�Ƒ���͋@�\�I�ɐ藣�����i����̓X�e�b�s���O���[�^�[���ŕʐ���j���ƂɂȂ�܂����A
�ʏ�́u��������v�ł���Ζ��͂���܂���B�m�l�̃o�C�N�������O�Ԑ��Ղ��C���o�[�^���������т�����܂��B
���Q�l�ɂȂ�K���ł��B
Re: �H��@�B�̃C���o�[�^�[���ɂ��� -
���S�҈ȑO 2018/12/04(Tue) 09:21
No.1083
Kow���� ���Ԏ����肪�Ƃ��������܂��B
> CNC������Ǝ厲�Ƒ���͋@�\�I�ɐ藣�����i����̓X�e�b�s���O���[�^�[���ŕʐ���j���ƂɂȂ�܂����A
����CNC�̐���������ɒ��ׂĂ���A��L�̍l�����ł����ƔY��ł���܂����̂�
��ς������肢�����܂����B
�����Ă݂�ΐ��ՂȂǂ����͈͂�ł����ˁB
�܂��͈���EV�V���[�Y�̂悤�ȍ\���I�ɂ��P���ȃ}�V�������āA�}�V���m����H��Z�p�̌���ɓw�߂����Ǝv���܂��B
������̃T�C�g�ɂ��鑼�f�������p�����Ă��������܂��B
����Ƃ��A��낵�����肢�������܂��I
Re: �H��@�B�̃C���o�[�^�[���ɂ��� -
tsuzuki 2018/12/06(Thu) 11:57
No.1084
���S�҈ȑO����ɂ���
>�܂��͈���EV�V���[�Y�̂悤��
���͂܂��ɂ���EV�V���[�Y8FB�Ƃ������̂��g���Ă��܂��B�C���o�[�^�[�����Ă���܂��B
���������x���݂̂ŁA�e�[�u���̉E���ɓƗ��������[�^�[�����Ă��܂��B
���葬�x�͂��낢��Ȏ��Ԃ����Ă��Ă���̑g�ݍ��킹�ŕς���悤�ɂȂ��Ă��܂��B
�ʓ|�Ȃ̂ŕς������Ƃ�����܂��A������著�肪�قƂ�ǂƂ����̂����Ԃł��ˁB
Re: �H��@�B�̃C���o�[�^�[���ɂ��� -
tsuzuki 2018/12/06(Thu) 15:05
No.1085
���łł���
>aciera f3
�X�C�X���烁�[�������ꂽ���̃A�V�G���ł��B
�����������͎蓮�̂܂܂ł��ˁB�F���������ꂢ�ɐ�������Ă��܂��B
���{�ł���ɓ���̂ł��傤���B
�V���u�����Ƃ��f�b�P���͌������Ƃ���܂����B
Re: �H��@�B�̃C���o�[�^�[���ɂ��� -
tsuzuki 2018/12/06(Thu) 16:12
No.1086
>�f�b�P����fp-1
����ɒlj��ł��B
�m���E�F�[���烁�[��������������wold����̃f�b�P���B
���|�I�ł��ˁB�ł�����͎������͂��Ă��Ȃ��悤�ł��B
���̕���work shop �������ł��B
���Ђ�������B
http://www.missiseipi.com/105794847
�V���u�������f�b�P�����A�V�G���A�ǂ��������Ă��܂��I
Re: �H��@�B�̃C���o�[�^�[���ɂ��� -
���S�҈ȑO 2018/12/24(Mon) 12:17
No.1087
tsuzuki ����
���ԐM�x���Ȃ�܂��Ă����܂���B
�ʐ^�q�������Ē����܂����B
aciera f3�ׂĂ���Œ��ɋ��炭tsuzuki�����HP��q���������܂����I
�قƂ�ǗB��̓��{����ł����̂ŁB
�g�p���т������Ŋm�F�ł����͍̂H��Ŏg�p���Ă���悤�Ȗ@�l�������ł����B
����Ȃ��Ƃ�����A�����ł̓���͓���̂ŃX�C�X����̌l�A�����Ȃƍl���Ă��܂����B
�厲���V���u�����Ђ�w20(����̐��i�ɃI�v�V������iso30�̃w�b�h�L)��������g���₷������܂ő�ς����ł����A����茩���ڂ��D���Ƃ����̂��傫���ł���
�������H�͈͂̍�����e�i���X���܂߂���Ƃ̊w�K�Ȃǂ��l�����EV�V���[�Y���ǂ��������ƍs�������܂����B
������̌f���Ɏg�p�҂�tsuzuki�������������đ�ϐS�����ł��I
�����̍ۂ͕����Ă��������܂��B
�F���܁A��������ς��肪�Ƃ��������܂����B
�t���C�X�ՂƐ��Ղ̑I��ɂ��� ���e�ҁF
hondo ���e���F2018/11/26(Mon) 02:19
No.1075
�������̓t���C�X�ՂƐ��Ղ��I�ŋߋ��K�ʂ��N�����������̂Ŗ{�i�I�ɍw�����������Ă���܂��B
�S���̑f�l�ł��̂ŋ@��I��ɔY��ł���܂��B�P���ɍ����A�p���[�����C���Ɍ��Ă��܂���
���ꎩ�̂ǂ�ȃ��x���Ȃ̂��������킩���Ă���܂���B
�����ŐF�X���ׂ����@�@���z�A��ܰ�B�������l���Č����Ă݂܂����A�F�l���猩�Ă����̋@���
�@���ł��傤���B�X�e�����X�̉��H������ɓ���Ă���܂��B
���Վs��́@PSL550-VDR�@PSF550-VDR�@�@�ł�
���z�A��ܰ�A�����A���x��
���ӌ��������ł���Ǝv���܂��B
�X�������肢���܂��B
Re: �t���C�X�ՂƐ��Ղ̑I��ɂ��� -
tsuzuki 2018/11/27(Tue) 17:25
No.1076
hondo����ɂ���
>���Վs��́@PSL550-VDR�@PSF550-VDR�@�@�ł�
>���z�A��ܰ�A�����A���x��
��L�̋@�B�ł����A�ŏ��ɖ��ɂȂ�̂͒u���邩�ǂ����ł͂Ȃ��ł��傤���B
���Վs�ꂳ��̃z�[���y�[�W�́u�@�B�̑I�ѕ��v�ɂ������Ă���܂���
�ݒu�X�y�[�X����r�I�傫�����ߐݒu�X�y�[�X���K�v�B�ꕔ�̕������������ɂ͒u���Ȃ��B
���Ȃ�傫�����̂ł��B�d�ʂ�160�s
���ʂ̕����ɒu���ƂȂ�Ə��ɕ⋭���K�v�ł��B�����Đݒu���邽�߂̑���K�v�ł��B
��������Ȃ苭�łł��{���Ȃ琅���������Əo�Ă�����̂��K�v�ł��B
����ɉƑ��̗₽���ڂ˕Ԃ������̐}�����C�͂��B
�����Ă��̋@�B���ǂ�����ĕ����܂ʼn^��ł��̑�ɐݒu���邩�̌������K�v�ł��ˁB�悢����ł͎����オ��܂���A���ʂ́B
�i�I�����s�b�N�̏d�ʋ����̑I��ł�160�s�͏オ��Ȃ��ł���ˁj
�Ǝ҂���ɗ��ނƂ��Ȃ��p���|���邱�Ƃ�����܂��B
���̕ӂ�Ɍ������K�v���Ǝv���܂��B
�c�Ԃ�350�o�N���X���ƈ�l�ŏ\���ݒu���\�Ȃ̂ł��̃N���X�ŃX�^�[�g����l�������̂ł́B
�ݒu�ɖ�肪�Ȃ���Α�̂ɂ����āu�傫�����Ƃ͂������Ƃ��v�ł͂Ȃ��ł��傤���B
�i���v����낤�ȂǂƂ����̂łȂ���B�����ăA�^�b�`�����g������Ȃ�ɍ����Ȃ�܂����j
Re: �t���C�X�ՂƐ��Ղ̑I��ɂ��� -
Kow 2018/11/28(Wed) 10:15
No.1078
honbo����A����ɂ��́B
���̂��߂ɂǂ�ȑ傫���̉������̂��͂킩��܂��A��ʓI��DIY�p���H�Ƃ��čl�����
���ꂼ��p���[���������\���u�߂���v�}�V���ł��B�����A�A�܂����E�E�E
tsuzuki���������������Ă���ʂ�A���ꂼ�ꂩ�Ȃ�啿�ȃ}�V���ł��B���̊��o�ł͑q�ɂ�
��Ə����������m�ۂ��Ă��Ȃ��ƒu���Ȃ��A�Ǝv���܂��B�i���Ȃ݂Ɏ��͕��ʂ̃t���[�����O��
�����ɋ@�B��u���Ă��܂��A�����ɂ͎������߂Ȃ����x���j
���������Ȃ�̑傫�����Ǝv���܂��B
honbo��������肽���̂��A����������̓I�ɋ����Ē�����Ί������ł��B
���Ȃ݂ɃX�e�����X�́A����ނ��g�p���Ď��Ԃ��|���Ă��������Α��̃}�V���ʼn��H�ł��܂��B
�}�V���̃p���[�⍄���͂��܂�S�z����Ȃ��ł����Ǝv���܂��B
�Ƃ͂����A�S�邵�M�͎����œ���H�ނł��邱�Ƃ͊ԈႢ�Ȃ��A���̓X�e�����X�̉��H�˗��͌���
�f���Ă��܂��B�i���ꂢ�Ɏd�グ�鎩�M���Ȃ��j
Re: �t���C�X�ՂƐ��Ղ̑I��ɂ��� -
hondo 2018/11/29(Thu) 13:50
No.1079
tsuzuki����Kow���Ԏ����肪�Ƃ��������܂��B
������g���N�Ɋւ��Ă͏\��������̂ł���
��Ɗ��Ɋւ��܂��Ă͒�ɍ�Ə��������ݗ\�肵�Ă���܂�
������ɂ��ȈՖh���d�l�̌������K�v�ł��ˁB
�X�e�����X�Ɋւ��Ă͍ޗ�����ɓ���₷���Ƃ�������
�������Ă���̂ł������H�Ɋւ��Ă͋Z�p����ƌ������ł���
������ɂ����������L��������܂����B
�܂�������Ȃ����������܂����₳���Ē����Ǝv���܂��B
���̎��͂܂������Ă��������B
Re: �t���C�X�ՂƐ��Ղ̑I��ɂ��� -
tsuzuki 2018/11/30(Fri) 11:24
No.1080
hondo����ɂ���
>��Ɗ��Ɋւ��܂��Ă͒�ɍ�Ə��������ݗ\�肵�Ă���܂�
�����[���炵���I���͂����������Ă��炤�Ƃ����ł��ˁB
�v���p�̐c��550�����N���X�̐��Ղ���1�g���O�゠��܂�����B
�i�����ق����Ȃ��Ă��܂������H�j
>������ɂ��ȈՖh���d�l�̌������K�v�ł��ˁB
���͔�함���r�r�点�Ȃ�����ӊO�Əo�Ȃ����̂ł��B
������ɏ��������ĂĂ�����Ă���܂����A�O�ɂ͐��ՁA�t���C�X�̍�Ɖ��͘R��܂���B
��Ԃ��邳���͔̂����o���h�\�[�Ő�Ǝ��̉��i�r�r�����j�A�����ăR���v���b�T�[�̍쓮���ł��傤���B
����͒��ԁA�C���[�}�t�����Ă���Ă��܂��B�i���Ȃ��Ǝ������䂭�Ȃ邭�炢���邳���j
�R���v���b�T�[�͖h�����i�R���p�l�ƃO���X�E�[���Ŏ���j���ɓ���Ă���܂��B
Re: �t���C�X�ՂƐ��Ղ̑I��ɂ��� -
hondo 2018/12/01(Sat) 13:03
No.1081
tsuzuki����L�������܂�
���͍�Ə�����DIY�ŗ\�肵�Ă���܂��B
�ȑO��3�̖h������������b�����l�Ō��Ă��̂�
����͈ӊO�ƊȒP�Ɍ��Ă�邩�Ȏv���Ă��܂��B
���݊C�O���C4�N�ڂŗ��N������ɂ͋A�C�ł������Ȃ̂�
���܂ŗ��܂�������肪�o���Ȃ��X�g���X�U���悤
���ƃ��N���N���Ă���܂��B
�A�C�܂ʼn��H�Ɋւ���m����g�ɕt���������̂ł��B
Re: �t���C�X�ՂƐ��Ղ̑I��ɂ��� -
tsuzuki 2018/12/01(Sat) 23:22
No.1082
hondo������
>���݊C�O���C4�N�ڂŗ��N������ɂ͋A�C�ł������Ȃ̂�
�C�O�ɂ����łł����B�C�O�i�A�����J�A���[���b�p�A�I�[�X�g�����A�Ȃǁj�͎�ŋ@�B���H�����Ă���l��
���Ȃ肢�܂��B������݂Ȕ��[�ȃ��x���ł͂Ȃ��B
�������������łȂ̂ł�����߂��̍��̃z�r�[�V���[�Ȃǂ����ɂȂ����炢���̂ł́B
�A�����J�A�C�M���X�C�I�[�X�g�����A�ɂ͋K�͂̑傫�ȃV���[�����N����܂��B
��x�͍s���Ă݂����̂ł����A�ȒP�ɂ͎����ł��܂���B
https://www.homemodelenginemachinist.com
�����\�A�N�e�B�u�Ɋ�������Ă���T�C�g�ł��B
�Q�l�ɂȂ�B
�Ɩ��p�ėp���Ղ�NC���H�H ���e�ҁF
���Չ� ���e���F2018/10/27(Sat) 12:59
No.971
���߂܂��āB���낢��H�邤���ɂ�����ɂ��ǂ蒅���܂����B
���͎d���Ő���(�ėp�ANC��)���g�����̂Ȃ̂ł����A
�ŋ߁A���Ă̏n���҂̎d�����ł��Ȃ����Ƃ����˗�����ꂩ����A
�ėp�@�łȂ���ł��Ȃ��d�����ǂ����܂���B
���ɂ͂��̍H�������ėp�ł��Ƃ�NC�ȂǂƐ蕪���Ă���̂ł����A
�`���b�L���O���Ȃ������Ƃ̂ł��Ȃ����̂������A�ėp�@���������������ƁB
�����ŁA�Ɩ��p�̐��Ղ�NC�����������Ă��܂��B
�ǂ�ȓK���Ȉӌ��ł��\��Ȃ��̂ŁA�A�h�o�C�X�����
���肪�����ł��B�܂���̓I�ȋ^�������������A
�@���[�^�[��t�����ꍇ�A�蓮�̃n���h���̑��슴�͂ǂ��ς��̂�
�A�d�؍�܂ł͍l���Ȃ���Ɩ��p�@�ł��ł�������
�B����H������ۂ�NC�\�t�g�͊F����ǂ�����Ă���̂��B�f�W�^���X�P�[�������
�@���l��ǂޒ��x�̂��Ƃ͉\�Ȃ̂��B
�C�����Ȃ�Ɩ��p�@�ɉ��H���{���̂͊댯�ȓq����(��)
�˂����݂����Ă���������ȏ�����܂��B��낵�����肢�������܂��B
Re: �Ɩ��p�ėp���Ղ�NC���H�H -
Kow 2018/10/29(Mon) 22:11
No.973
���Չ�����A���߂܂��āB���T�C�g�̊Ǘ��l��Kow�Ɛ\���܂��B
���Ɩ��p�̐��Ղ�NC�����������Ă��܂�
���̌f���͂����܂ł��A�}�`���A�����CNC�Ɏ��g�ނ��߂̌f���ł��̂ŁA
����]�̉��x���Ƃ͂Ȃ�Ȃ��̂ł͂Ȃ����Ǝv���܂��B�����O��Ƃ��������ŁA�ł���
���@���[�^�[��t�����ꍇ�A�蓮�̃n���h���̑��슴�͂ǂ��ς��̂�
�������[�^�[�A���d���������Ԃł���قƂ�Ǒ��슴�o�̕ω��͂Ȃ��ł��B
���A�d�؍�܂ł͍l���Ȃ���Ɩ��p�@�ł��ł�������
�Ɩ��p�ŋ��߂���v�����킩��Ȃ��̂ŁA�ł��܂���B
���Ȃ��Ƃ���X�A�}�`���A��20���Ԋ|����G�R�[�h�𗬂���19���ԂŃG���[���o�Ă��A���čς܂�������x�̉��H�������Ă���܂���B
���炭�Ɩ��p�ŋ��߂���p���ɂ͋y�Ȃ��Ǝv���܂��B���[�J�[�ɖ₢���킹�Ă��A�Ɩ����x���͓̉����Ȃ��Ǝv���܂��B
���B����H������ۂ�NC�\�t�g�͊F����ǂ�����Ă���̂��B�f�W�^���X�P�[�������
���@���l��ǂޒ��x�̂��Ƃ͉\�Ȃ̂��B
����H�Ƃ������Ƃ�CNC�\�t�g���I�t�ɂ��Ă��܂�����A�f�W�^���X�P�[���̑���ɂ͂Ȃ�܂���B
��Ńn���h�����Ă��A��ʂ̐��l�͕ς��܂���i�t���C�X�Ղ���CNC�\�t�g�ւ̃C���v�b�g�͂Ȃ��A�X�e�b�s���O���[�^�[�ɃV���t�g�G���R�[�_�̋@�\�͂Ȃ����j
���C�����Ȃ�Ɩ��p�@�ɉ��H���{���̂͊댯�ȓq����(��)
���̓R���s���[�^�̃G���W�j�A�E�R���T���^���g�����Ă��܂��B
�Ɩ��p�̃l�b�g���[�N���ƒ�p�̋@�ނō\�����邱�Ƃ͂ł��Ȃ��A�ƒf�����܂��B
�������Ƃ��Ă����炩�̏�Q���������Ƃ��A�����Ɍ������T�|�[�g�������Ȃ�����ł��B
�����������R�ŁA�K�ȋƎ҂̃T�|�[�g���Đi�߂�ׂ��A�ƍl���܂��B
Re: �Ɩ��p�ėp���Ղ�NC���H�H -
���Չ� 2018/10/31(Wed) 08:13
No.974
�jow�l
�ԐM�A�S��芴�ӂ��܂��B
�����������A�Y�o�b�Ƃ������~���������̂�
�{���ɂ��肪�����ł��B���Ƀn���h���̑��슴��
���[�^�[�̓d������Ă����Ήe���Ȃ��A�ł�
����Ă����Ȃ��ƃX�P�[�����K�v�A���̂������
��킩���������ł��ƂĂ��傫�Ȏ��n�ł��B
����4�ڔ��ƌ���������Ղ̈���傫�ȃT�C�Y��
���H���Ă�����̂�NC���ł��Ȃ����A�Ȃ̂ł���
���ہA�Ɩ��p�@�ł��ėp��NC���X�݂����ȋ@�������̂ł����A
6�ڈȏオ���C���ŁA5�ڂ����邯�ǐn���䂨���肪���ĂȂ��Ȃ�
����s�̕i�ł͊Y���@����Ȃ��A���g���t�B�b�g�̋Ǝҗl��
�₢���킹���Ƃ��낻��ȏ����ȋ@�B�ɂ͂ł��Ȃ��A�Ƃ�
�o���邯�ǁA�A�A�A�A�Ɛ��S���̌��ς���Ƃ��B
��������A�̐��_�ł��낢�뎩�삵�Ă��Ă��Ă��A
NC���͂܂��������Ƃ��Ȃ������̂ł��낢����ɂȂ�܂��B
�Ɩ��p�ƌ����Ă�1/1000�o�̐��x�����߂���H�܂ł�
�l���Ă��Ȃ��̂ŁA���Ƃ��g���C���Ă݂��������ł��B
��x�A���T�C�Y��NC�����Ă݂āA���̏�ŋƖ��@�ɍs�����A
���ڐl���ɂȂ��Ă݂邩�A�A�A�A
���������P�ӂŐ��~���Ă��������āA������Ȃ��l��
�\����Ȃ��̂ł����A��������m�ŁA����ł��l���ɂȂ낤��
�������ɂ킩��Ȃ����Ƃ���������A�܂��������
���ז����Ă���낵���ł��傤���H
Re: �Ɩ��p�ėp���Ղ�NC���H�H -
�L�m�J�O 2018/10/31(Wed) 22:53
No.975
���Չ�����AKow����@������
���͑����Ղ�����Ƃ��ɁA���Â̊i���Ŕ���ɏo�Ă������V�m4.5�ڂɂ��Ă��܂����̂�
�ėp���Ղ�NC���ɂ͋���������܂��B
�g���Ă�����1-2���Ԃ����g���Ă܂��A���i����NC���g���Ă����NC���������Ȃ�܂���ˁE�E�E
�܂��́A�{�[���˂����ƃh���C�u���[�^�[�̃u���P�b�g�Ȃǂ�����@�B�I�ɂ͂ł���Ǝv���܂��B�i�U�b�N���j
�ǂݎ���NC�R���g���[���̕\���łȂ��āA�ʂł��Ă��Ă������Ǝv���܂���B
4.5�ڂ̓^�L�U�������V�m���w�ǂł���ˁH�H�@��͉��ł����H
DIY�Ƃ������ƂŁA���x���o�邩�H�H�ł���1/10�����䂭�炢�͊y�ɏo��ł��傤�[�i�e�L�g�[�j�A
�ǂ����݂͎蓮�ł���ƌ������オ�肻���ł����I
���ӔC�ɏ����܂������A�f�lDIY���v��DIY�@�ڎw���X�y�b�N�ւ̍ŏ����̓����ŁA
�����̂������ʂɂȂ�Ηǂ��ł��ˁI
�F����ׂ̈ɂȂ邢����W�܂�Ǝv���܂��A�y���݂ɂ��Ă���܂��B
Re: �Ɩ��p�ėp���Ղ�NC���H�H -
Kow 2018/10/31(Wed) 23:54
No.976
4�ڔ��I
��X�̊��o���炷��Ƃ��Ȃ�傫�Ȑ��Ղł��ˁB
�e�˂��̎������͂��Ȃ���ł��傤�A�ǂ�ȃX�e�b�s���O���[�^�[��t����Ή�̂�
�z�������܂���B�g�b�v�X���C�h������CNC������H
�����[�^�[�̓d������Ă����Ήe���Ȃ�
�̌������̃T�C�Y���Ƃǂ��Ȃ邩�A�\����Ȃ��̂ł����킩��܂���B�Ȃɂ���傫�����d�����Ⴂ�����āE�E�E
�����Ď����Ď��s���āA�ł��Ƃ��Ȃ�̃R�X�g���S�ɂȂ�Ǝv���܂��A�܂��͑��T�C�Y��CNC���̍H����
�̌����Ă݂��ق������ʓI�ɂ͓�������̂������A�������̂��������Ǝv���܂��B
���̌f���������p���������͉̂�����͂���܂���B
���ꂩ�����낵�����肢���܂��B
Re: �Ɩ��p�ėp���Ղ�NC���H�H -
���Չ� 2018/11/01(Thu) 18:25
No.977
�L�m�K�N�l�AKow�l
4�ڔ��̋@��̓��V�mLTP35C�Ƃ����@��ł��B
50�`2500rpm12�i�ϑ��Ƃ����Ȃ��Ȃ��Ȃ��@��ł���
�ėp��2500����10�o�̓��a���H�����Ȃ��A
�ł�50�ł���̂Œ��ᑬ���H��g���N���K�v�Ȏ���
����1��ł��Ȃ��邷������̂ł��I
�g�b�v�X���C�h�͔������p�ɏ�Ƀt���[��
���Ă���������ł���˂��B�B�B
�����A�d����A�Ƃ������O������̂ŁA���ނ̍w����
���ɕ֗��ł��āA�{�[���l�W��T�[�{���[�^�[��
��ɓ���₷���̂����߂Ă��̋~���B
�Ȃ�Ƃ��܂��͉����肾���ł��{�[���l�W�����āA
���ɏc������{�[���l�W���H��������̃o�[��
�{�[���l�W�ɂ���H�H��[�[�[�킩��܂���B
������͑�`�l�W���w�^���Ă���̂Ń{�[���l�W����
�����ꂷ�����ł����̂ŁA�A�A�A
�Ȃ��Ȃ����Ԃ����Ȃ�����������܂����A
���X�A���ז������Ă��������܂��B��낵�����肢�������܂��B
Re: �Ɩ��p�ėp���Ղ�NC���H�H -
�L�m�J�O 2018/11/02(Fri) 19:00
No.978
���Չ�����@KOW����@������
���V�mLTP35C�Ƃ́I�E�`�Ɠ��^�@�ł��B�{���ł����`
��������̃o�[��Z�������̂͂�����������Ȃ��ł��ˁI
�厲�Ɠ����ł��Ȃ��̂ŁA�l�W��͂ł��܂���
�o�[�̎��[���������ċ쓮���[�^��t����ꂻ���ł��B
���̏ꍇ�̓m���o�b�N���b�V�̃��b�N�M�A�ɕύX���ĂƎv���܂����A
�G�v�������o�����͖̂����ł�ˁE�E�E
����Ă����̃o�[�ł̓o�b�N���b�V���o�����ł����E�E�E
X���͂��{�[���˂�������Ƃ���
�荞�݂͎厲�����݂̂ɂ��邩�H�H
���N���炢�O�ɁA�������t���I���W�i����3���������n�߂��̂ł���
�\�Z���P�`���ă~�X�~�̔����p�{�[���˂����g���܂����B
�؍H�p�Ƃ������������āA���x���C�ɂ��ĂȂ�������ł����ACNC�\�t�g�̃o�b�N���b�V��͎g�킸
�ɍς�ł܂��B
��25���[�h5�l�W��1350������200�������x��Y������15M/���œ������Ă܂��B
������150�����Ƃ��͂���܂���ˁH
�Q�l�܂łɁA
fusion360�@���t�g ���e�ҁF
tsuzuki ���e���F2018/10/06(Sat) 11:12
No.898
����ɂ���
�@fusion360�̃��t�g�����܂������Ȃ��č����Ă��܂��B
�ǂȂ��������킩��������狳���Ă��������B
AUTODESK�̃t�H�[������Googl���������܂������A���̌����͂ł͗L�͂ȉ���������܂���ł����B
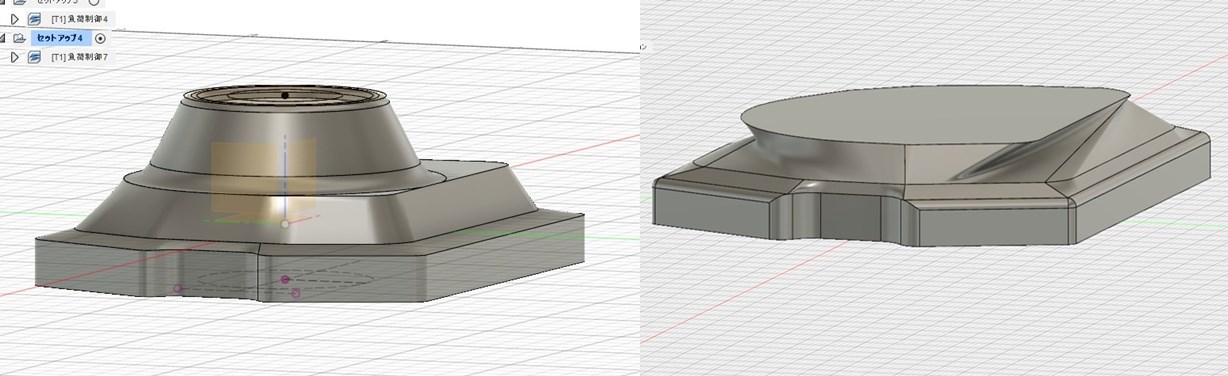
�{���͍��̎ʐ^�̂悤�Ȍ`�ɂȂ��Ăق����̂ł����A�����悤�Ƀ��t�g���Ă��ǂ������킯���E�̂悤�ɂ��т�Ă��܂����Ƃ�����܂��B
�ǂ��������ɂ����Ȃ�̂����A�ǂ�����Ȃ����邩���킩��Ȃ��̂ł����Ȃ������͂��̐}�`�͔j�����ď��߂���`���Ȃ����Ă��܂��B
���x�`���Ȃ��������Ƃ��I
���܂��������肢���Ȃ�������łȂ��Ȃ���ςł��B
Re: fusion360�@���t�g -
�y�b�J 2018/10/06(Sat) 23:18
No.899
������fusion360���C�ɂȂ�A����K�C�h�Ў�Ɉ���ꓬ���Ă��܂��B
������������A�C��(�t�B���b�g)��t����^�C�~���O�����H
[�A�h�o���X��]�@�ɂ�
�E�t�B���b�g�͂Ȃ�ׂ����f�����O�̍Ō�̕��ɕt����B
�E�a���傫���Ƃ��납��t���A���X�ɏ������a�����Ă����B
�����l�ȍ�i��YouTube(�`���[�g���A��)���Q�l�ɂȂ邩���ł��B
Re: fusion360�@���t�g -
tsuzuki 2018/10/09(Tue) 09:27
No.900
�x�b�J����ɂ��́B
>����K�C�h�Ў�Ɉ���ꓬ���Ă��܂�
�����ł��ˁ`�B�{���K�C�h������������Ƃł��ē�����O�Ȃ͂��ł����A�K�����������Ȃ�Ȃ��B
�ǂ����N���b�N�����炢���̂��킩��Ȃ�������A�G���^�[�L�[�������Ă��܂��Ă����̂��ǂ����킩��Ȃ�������ŁA
30�����炢�S����ɐi�߂Ȃ����Ƃ�����܂��ˁB���������Ղ��܂��B
>�C��(�t�B���b�g)��t����^�C�~���O�����H
��������낢��^�C�~���O��ς����肵�Ă݂Ă���̂ł����A�ς������ς��Ȃ�������B
���������悤�ɂ���Γ������ʂɂȂ�̂Ȃ炢���̂ł����A���̂Ƃ��낻���Ȃ�Ȃ��B
�ǂ����Ⴂ������͂��Ȃ̂ł����A����Ă��铖�l���F�����Ă��Ȃ��̂��傫�Ȗ��Ȃ̂�������܂���B
�܂������L�͂ȏ�������琥���Ă��������B
�Ǘ��������ƍ��܂������ł��B
Re: fusion360�@���t�g -
kenbo 2018/10/11(Thu) 23:19
No.901
�ǂ�������ɂ��́B
Fusion360�͂��܂�g�������Ƃ��Ȃ��ł����A��ʓI��CAD�̊ϓ_�Łd
���t�g�݂����ȃR�}���h�͉�����������̂ŁA�K�C�h�i���[���j��lj����čS���͂��グ����ǂ��ł����B
�K�C�h�Œf�ʂƒf�ʂ̂ǂ����q�������w�肵�Ă�����ƁA���萫�������܂��B
��͈��萫�̍����R�}���h�ɕς��邩�ł��B
�ʐ^���̗l�Ȍ`��ł�����A3�K���Ă̌��������o���ŕ`���āA
2�K�A3�K�����Ɍ��z�������������萫�͍����ł��B
�R�����g�`���Ă݂Ă킩��܂����ACAD�̃I�y���[�V�����͂œ`����̂͂ƂĂ�����ł���
Re: fusion360�@���t�g -
tsuzuki 2018/10/12(Fri) 17:27
No.903
�x�b�J����R�����g���肪�Ƃ��������܂��B
���낢�����Ă݂܂����B�ǂ������t�g��ʂ̃X�P�b�`��`�����ɉ����������Ȃ��Ƃ����Ă��܂�
�ʐ^�݂ǂ���Ŏ������悤�ȕ⏕���H���c���Ă��܂����悤�ł��B
������l�ꔪ�ꂵ�ď������܂����炤�܂����t�g�ł��܂����B
���̐��̓g�����ŏ������Ƃ����̂ł����g�����ł͏����ł��܂���ł����B�X�P�b�`�̊O�`�̈ꕔ�ł͂Ȃ��悤�ł��B
�ǂ����Ώ�����̂��킩��Ȃ��đ�����J���܂����B�܂��X�P�b�`�̊T�O�������Ɨ����ł��Ă��Ȃ��悤�ł��B
���t�g�ł��Ă��܂��ƃK�C�h�_�i���ƌĂԂ̂��킩��܂���j���\������A���̓_���ړ�������ƃ��t�g�̋Ȗʂ�ς��邱�Ƃ��ł��܂����B
���ꂪ�K�v�Ȃ�ł��ˁB�Ȃ��O�ɍ��܂������ł��B
�i�g��k������CAD�Ƌt�̑���Ȃ̂���a���傫���I�j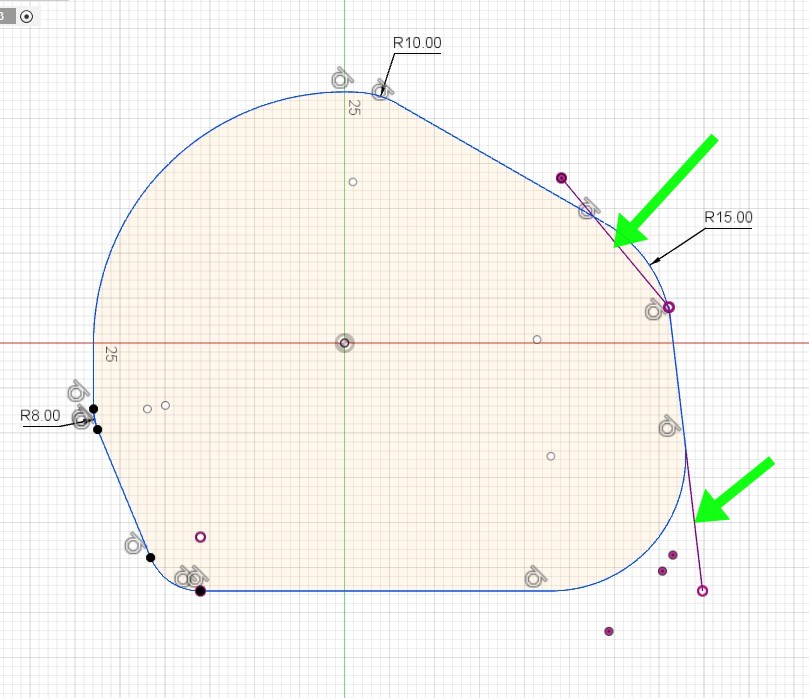
Re: fusion360�@���t�g -
tsuzuki 2018/10/12(Fri) 17:44
No.904
kenbo �����ώ��炵�܂����B
�x�b�J����Ɗ��Ⴂ���Ă��܂��܂����B
���ɂ��e�͂�
Re: fusion360�@���t�g -
kenbo 2018/10/12(Fri) 21:09
No.905
�ǂ��������́B
���̓{�f�B�[�⑼�̃X�P�b�`�Ɗ֘A�t�����ꂿ����Ă�炵���ł��B
�����ƃ����N���폜�ł��܂��ˁB
���̎�̃��m�͒�`���@�\�����[�J�[����Ȃ̂ŏ�����Ă���ʂ芵��ł��ˁB
���������قǎg���Ă܂����
����CAM�͕Ȃ������Ă����ꂩ��X�^�[�g�ł���
USBCNC V3 ����ݒ� ���e�ҁF
�̂� ���e���F2018/04/26(Thu) 17:49
No.840
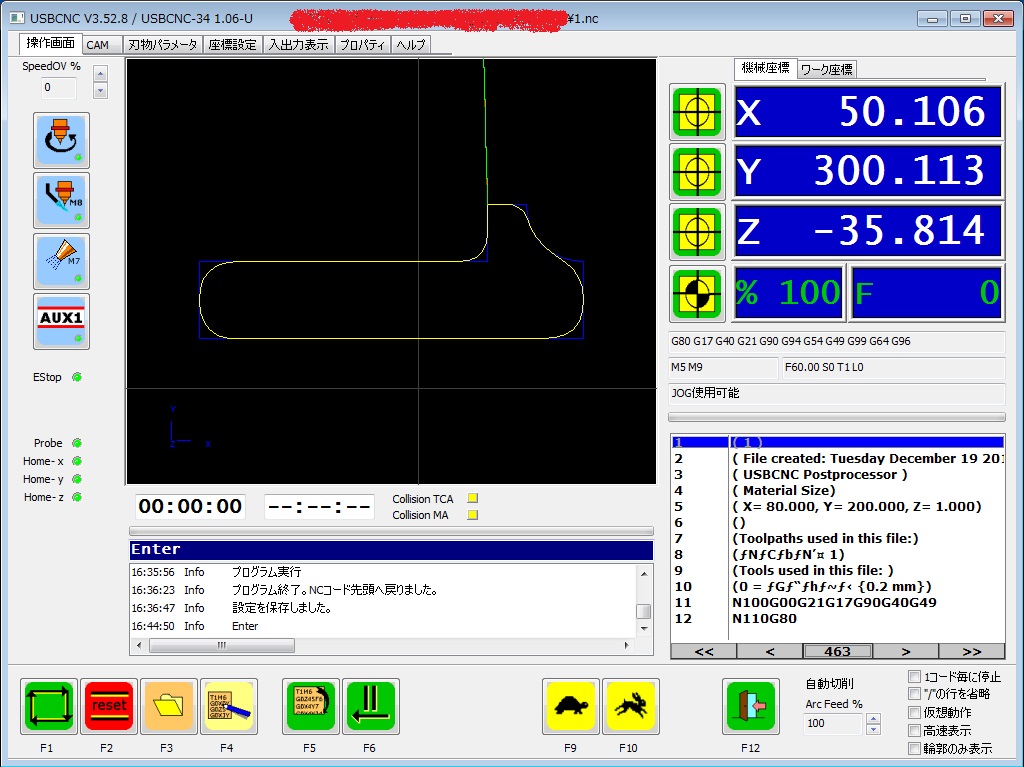
�p�\�R���N���b�V����USBCNC V3���ăC���X�g�[����
�ȑO�͂����Ɠ����Ă����m�b�v���O�����i�֊s�̒����j��
�ʐ^�̂悤�ɋO�������炩�ɕ����Ă��܂�
�i�P�R�[�h���ɒ�~���Ƃ����Ɠ����j
�Ȃɂ���̐ݒ�Ȃǂ���̂ł��傤���H
��������낵�����肢�������܂�
Re: USBCNC V3 ����ݒ� -
Kow 2018/05/07(Mon) 23:44
No.847
�̂Ԃ���
����ɂ��́AKow�ł��B���x���Ȃ�\����܂���B
�X�e�b�v���s�ł͂��܂������Ƃ������ƂȂ̂ŁA�R�[�h�̖��ł͂Ȃ��E�E�E�悤�ȁE�E�E�ł��R�[�h�̂��������H�i�X�~�}�Z���j�B
CAM�ł��A���X�g���ł��Ȃ��O�Ղ�`�����Ⴄ�Ƃ�������܂��B����ȂƂ��͉��H�J�n�ꏊ�����炵���肷��Ƃ��܂��s�����肵�܂��B
�����ȑΏ��@�ł͂���܂��A�����Ă݂鉿�l�͂��邩������܂���B
������낵�����G�R�[�h��\��t���Ē�����A������ł������Ă݂邱�Ƃ��ł��܂��B
Re: USBCNC V3 ����ݒ� -
tsuzuki 2018/05/10(Thu) 10:28
No.850
�̂Ԃ���ɂ���
����USBCNC V3���g���Ă��܂��B�����悤�Ȍo�����Ȃ��̂Ō����͂���̉�������܂���
>�i�֊s�̒����j��
>�ʐ^�̂悤�ɋO�������炩�ɕ����Ă��܂�
�Ə����Ă���܂����A���������č�Ƃ̐ݒ���u�����v�ł͂Ȃ��āu�O�`���H���v�ɂ��Ă͂��Ȃ��ł��傤���B
���ꂾ�ƊO�a����n�����a�������ꂽ���C�����g���[�X���܂��̂ŗ֊s�����炩�ɕ����Ă��܂��܂��B
�Y�t�ʐ^�͍��������������O�`(DXF�t�@�C���ǂݍ��ݎ�)�A�E�����O�`���H���Őn�����a���֊s���痣�ꂽ�؍���I�������i�K�̉��H���ł��B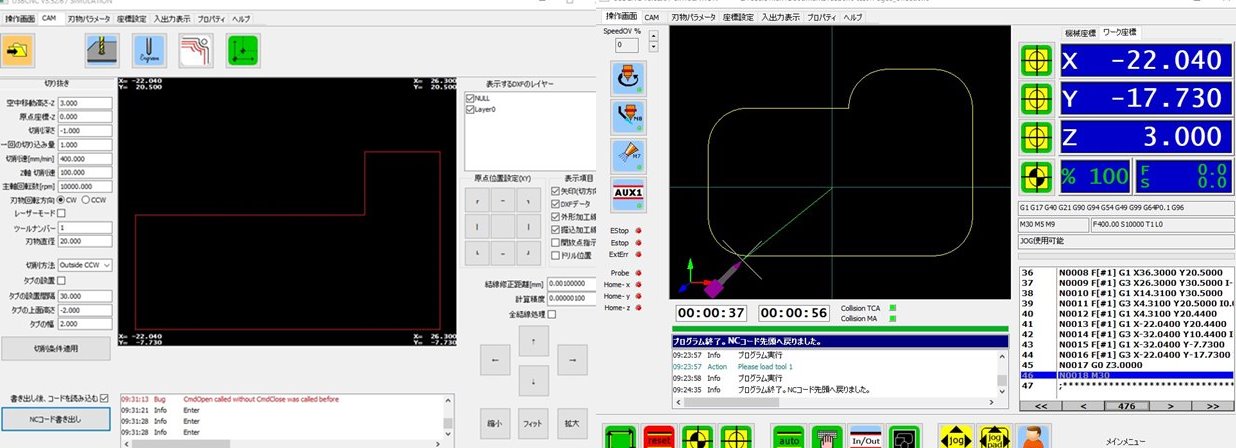
Re: USBCNC V3 ����ݒ� -
�̂� 2018/10/12(Fri) 11:52
No.902
�����������Ă����̂ɕ��u�ɂȂ��Ă��܂��\����܂���
���ȉ����ł��܂����̂ŁA���ʂ���܂�
�p�Ɋۂ݂����Ă��܂��̂́Aconstant velocity�Ƃ������[�h���g�p����Ă��邽�߂������悤�ł�
����͉��H���Ԃ�Z�k���邽�߂̋@�\�ŁA�p�ő��x�𗎂Ƃ����ɋȂ����悤�A�\�t�g��Ŋۂ݂����Ă��܂��B
�ۂ݂͈ȉ��̕��@�ŏ������Ƃ��o���܂���
◾NC�v���O������G64�Ƃ����L�q������Ώ����B�܂��AG64�̗L���Ɋւ�炸�AG61��lj�����B
�������A�p�\�R���N���b�V���O�͓����v���O�����Ŗ��Ȃ������Ă����̂ł����E�E�E



