Re: 格安転造C5ボールネジ? -
kow 2019/07/24(Wed) 22:53
No.1162
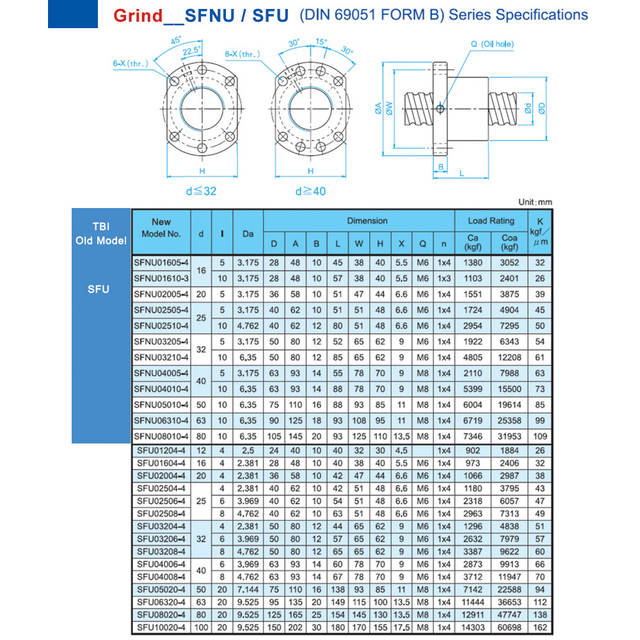
データシートです。太さもリードも書いてない、、、
Re: 格安転造C5ボールネジ? -
kenbo 2019/07/25(Thu) 21:46
No.1165
Re: 格安転造C5ボールネジ? -
Kow 2019/07/26(Fri) 16:07
No.1166
kenboさん こんにちは。
>私のCNCがSFU1204 C7を使ってます。
>太さ12mmのリード4mmです。
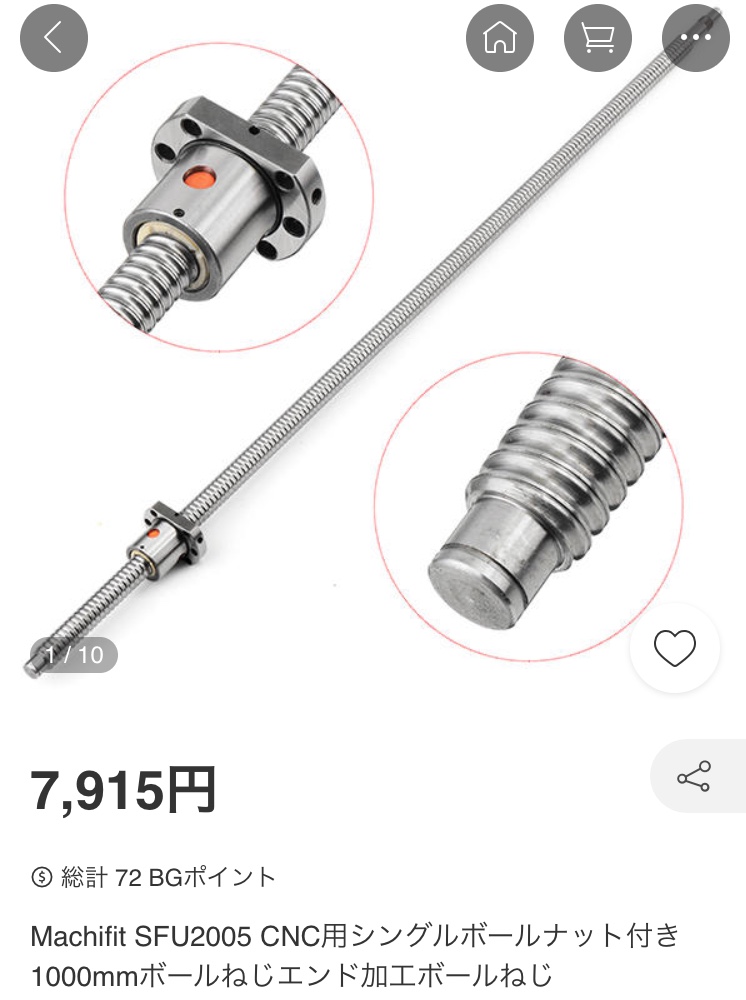
はい、サイト見せて頂きました!同じものを購入しました(横着してAmazon)あまりに安いので
ナットを追加購入して、ダブルナットにしてバックラッシュを追い込もうかと思っていましたが
>SFU2005の仕様書添付しておきます。
>今はC5どころかC3もあるみたいです。精度は??
え゛っ、C3もあるんですか!!
だったらダブルナットなんて面倒なことするよりもC3にチャレンジしたほうがよかったかな?
最後のX-1カスタムになると思います、順次レポートしますのでアドバイス頂けたら幸いです!
Re: 格安転造C5ボールネジ? -
x3 2019/08/07(Wed) 12:40
No.1174
みなさん初めまして。
aliexpressのC3ボールネジをX3フライスで使っているのでコメントします。
アリ溝をきつめにするとバックラッシュが0.02ほどでます。リニアガイドなど負荷が小さければバックラッシュ0で使用できると思います。
自作ダブルナット仕様もいいと思います。バックラッシュが出ればナット間を詰める?広げる?ということが可能なので。
ただストロークが減るのが気になります。X軸はともかくY軸はもともとストロークが小さいので痛いですね。
Re: 格安転造C5ボールネジ? -
Kow 2019/08/07(Wed) 21:39
No.1175
x3さん、ようこそいらっしゃいました。管理者のKowと申します。
>aliexpressのC3ボールネジをX3フライスで使っているのでコメントします。
>アリ溝をきつめにするとバックラッシュが0.02ほどでます。
>リニアガイドなど負荷が小さければバックラッシュ0で使用できると思います。
なんと魅力的な・・・!
私が今X-1で使用しているのはおそらくC10クラスの搬送用で、しかも10年以上?使用しているので
もうガタガタです。ソフトウエアでも吸収しきれないくらいです。
ボールねじは高いもの、という思いこみがあって手をこまねいていたのですが調べてみてびっくり、さらに
C3があるときいてびっくりです。
とはいえ、C7を買ってしまったのでそれを使ってX-1を改造・・・またはZ軸とテーブルだけ使って自作?を
しようと考えています。リニアガイドはそこそこいいのをヤフオクで手に入れたので、それを組んでみます。
中華リニアガイドもAmazon等で見つかりますがこちらはあまり評判よくないみたいですね。試してみる価値はありますが!
これからもよろしくお願いいたします。
Re: 格安転造C5ボールネジ? -
kenbo 2019/08/07(Wed) 22:13
No.1176
どうもこんばんは。
バックラッシの記録私のもありました。
C7は購入時点で0.015~0.03mmだったみたいです。
リニアガイド仕様で無負荷で3軸の測定結果です。
C3でもバックラッシがあると言うことは与圧されてない見たいですから意外と差が出ないかも?
勿論本当にC3ならば、リード精度がだいぶ違うはずですが‥
因みにソフトバックラッシ補正は使ってませんが、体感的にバックラッシに悩むことはないです。
ベアリング穴も自分で使う部品なら加工できますよ。
X-1のリフレッシュ楽しみにしてます!
Re: 格安転造C5ボールネジ? -
Kow 2019/08/08(Thu) 10:18
No.1177
kenboさん こんにちは。コメントありがとうございます。
>バックラッシの記録私のもありました。
>C7は購入時点で0.015~0.03mmだったみたいです。
優秀ですねー!私がhttps://jisakuyaro.com/cnc/category32/で、前述の搬送用転造ボールねじを入れたときは
0.05mmくらいのバックラッシュがあって、それでも大喜びしてましたから。
>ベアリング穴も自分で使う部品なら加工できますよ。
まさにこれをやりたいんですよ~
>X-1のリフレッシュ楽しみにしてます!
ありがとうございます、一気に片づけます!当然記事にしますw
Re: 格安転造C5ボールネジ? -
x3 2019/08/08(Thu) 20:57
No.1180
Kowさん こちらこそよろしくお願いします。
SIEGのフライスは改造のし甲斐がありますね。自分もX、Y軸以外はすべて作り直したいぐらいです。
それとダブルナットだとストロークが減るといったのですがナットの長さ分ネジ軸を長くすれば減りませんね。訂正します。
kenboさん
説明不足でしたaliexpressのC3ボールネジは予圧されています。たぶんバックラッシュは負荷による弾性変形だと思います。
アリ溝を緩めにすればほぼバックラッシュはありませんでした。
Re: 格安転造C5ボールネジ? -
kenbo 2019/08/08(Thu) 22:46
No.1183
x3さん
どうもこんばんは。
凄いですねー。与圧まで掛かってるんですか!
自分もやる気が出れば交換したいです 笑
しかしアリ溝で弾性変形は勿体ないですね。
φ12で300mmだとして0.02mm弾性変形させるには
ざっくり1500N必要なんで、何処かにガタがある気もします
Re: 格安転造C5ボールネジ? -
x3 2019/08/10(Sat) 19:12
No.1184
kenboさん
0.02のバックラッシュと書きましたがボールネジ単体ではなくフライスに取り付けた状態の値です。
ほぼカップリングによるものと思われます。
カップリング軸方向ばね定数100N/mmとして2Nで0.02のバックラッシュでしょうか?
上記のばね定数は自分の使っているカップリングとほぼ同等のものです。
こんな計算することはほとんどないのですがカップリングの弱さがわかりますね。自分で計算してびっくりしています笑
勉強になりました。
Re: 格安転造C5ボールネジ? -
Bon 2019/08/10(Sat) 22:20
No.1185
x3さん、こんばんは
このスレッドを興味深く拝見していましたが、理解できない点があったので横から失礼します。
カップリングのバックラッシュというのは、普通、ラジアル方向(回転方向)を問題にするのではないでしょうか?
ボールネジでテーブルを駆動しているなら、ボールネジの軸端を支持するベアリング(アンギュラコンタクトなど)がテーブルを移動する荷重を受けていて、
カップリングはボールネジと駆動部(モータ)をつないでいるだけで、軸方向の力がかからない(かけてはいけない)はずでは?
また、サーボモータやステッピングモータは、軸方向の余裕(ガタ)はコンマ台と思います。
kenboさんも書いておられるように、どこか、例えばボールネジを支持しているベアリングの与圧不足などの変形ががあると考えます。
/////
Re: 格安転造C5ボールネジ? -
Kow 2019/08/11(Sun) 00:14
No.1186
とりあえずY軸にインストールしてみました。アリ溝でコミコミ0.04mmくらいのバックラッシュかな?
深溝ベアリング2つで作った回転軸支持ユニットが一番悪さしてると思います。ここ、皆さんどう処理してるんでしょう・・・
いったんアリ溝で完成させてから、次にリニアガイドを仕込みます。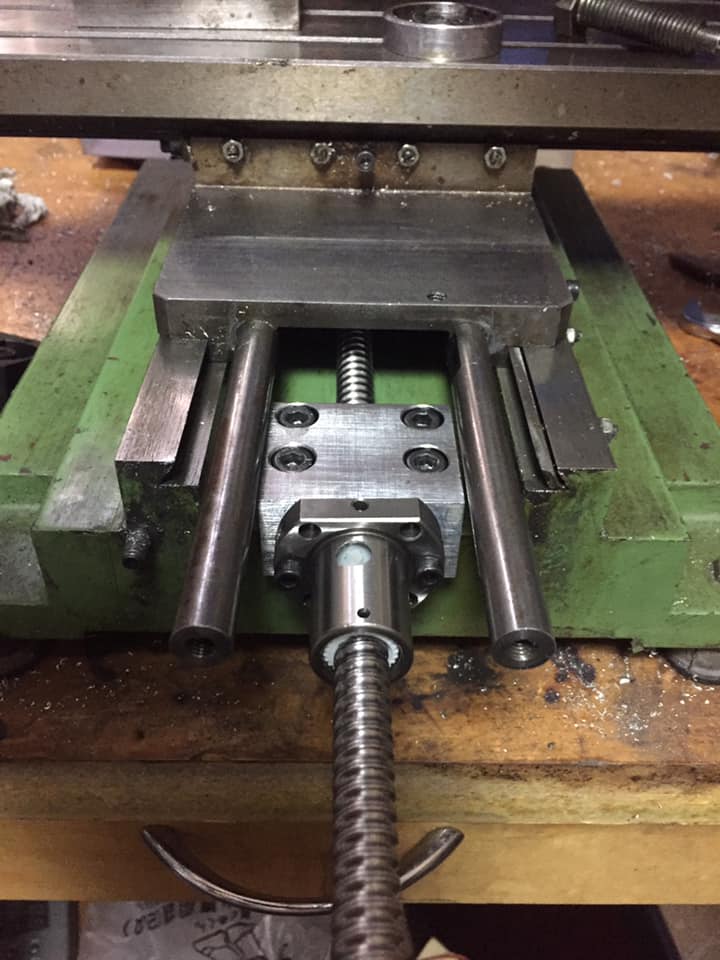
Re: 格安転造C5ボールネジ? -
Bon 2019/08/11(Sun) 17:45
No.1187
Kowさん、いつもお世話になっています。
スパム?が多くてサイト管理ににご苦労されていると思いますが、よろしくお願いします。
釈迦に説法とは思いますが、ご参考になれば;
自作機のX,Y軸は10mmの台形ネジですが、軸端のφ6部に2個の606ZZを入れて軸方向の支持をしています。
ベアリングを入れるときに内輪側にシムを挟んでケースに固定し、シムの厚さで与圧というかスキマ調整をしています。
ボールベアリングの軸方向のガタは思ったより大きくて、まず0.1mmのシムを入れてみて増減してました。
(ナットはスプリングを間に入れてダブルにし、40~50N程度に圧縮して固定しています)
/////
Re: 格安転造C5ボールネジ? -
kenbo 2019/08/11(Sun) 17:57
No.1188
どうもこんにちは。
>深溝ベアリング2つで作った回転軸支持ユニットが一番悪さしてると思います。
>ここ、皆さんどう処理してるんでしょう・・・
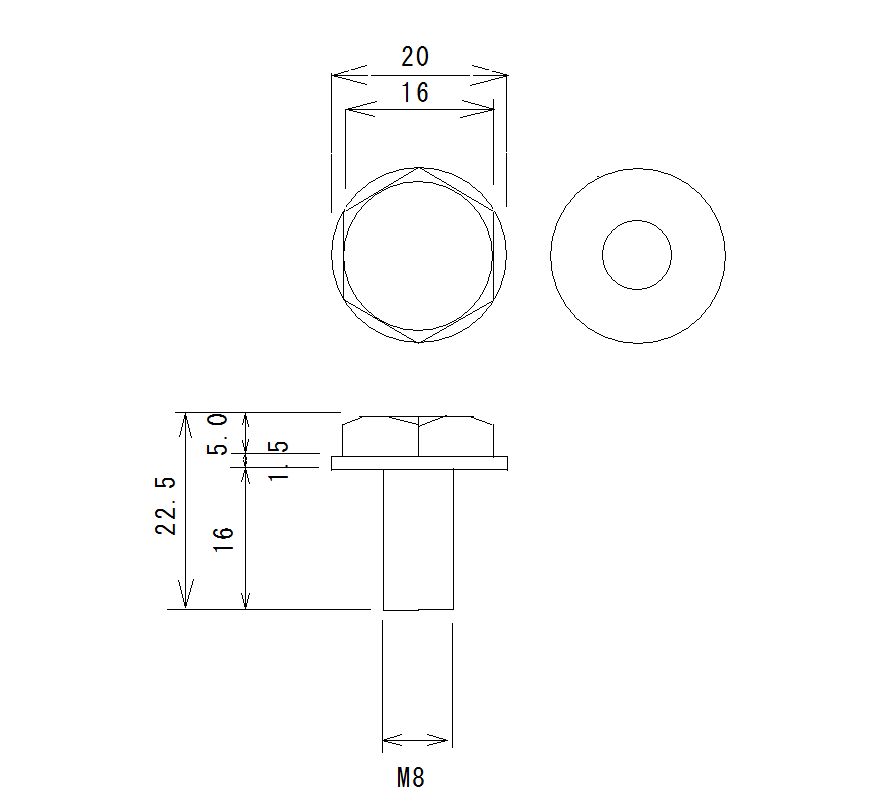
私はベアリングに与圧するときは止め輪付のベアリング(ZZNR)を使ってシャフト側にねじを切って与圧しています。
ネジは一応細目にしてファインUナットで固定してます。
主軸もボールネジのサポートユニットも同じ構想です。
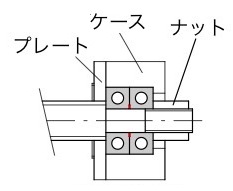
市販品は支持ユニット単体でベアリングに軸方向に与圧が掛かる仕組みになっていますね。
(ネジによる与圧は純粋な軸方向荷重にならないため良くないと言われる事が多いです。)
因み今イチからCNCを作るなら中華製のサポートユニットを使います。
確か1500円くらいだったような‥
X-1には使いづらいですね 汗
Re: 格安転造C5ボールネジ? -
Bon 2019/08/11(Sun) 19:54
No.1189
kenboさん、こんばんは
ご投稿の
>(ネジによる与圧は純粋な軸方向荷重にならないため良くないと言われる事が多いです。)
を拝見して、若い頃に先輩に怒られたのを思い出しました;
「ネジというのは生まれつき軸非対称なんじゃ!」
生まれつきという表現がとてもインパクトがあり、いまだに覚えています。
Re: 格安転造C5ボールネジ? -
x3 2019/08/12(Mon) 20:47
No.1190
Bonさん こんばんは
ベアリングは力を受けるだけで消すことはできません。
カップリングを手で回すとして負荷が増えれば回すのが大変になるのがわかると思います。
モーターの軸方向変位は0.075mm以下(荷重9N)とカタログに書かれていますので1Nで0.01ぐらいでしょうか?
モーター軸方向変位はないものと考えていました。全てを疑っていかないとダメですね笑
サポートは組み合わせアンギュラを使っています。
Re: 格安転造C5ボールネジ? -
x3 2019/08/12(Mon) 22:49
No.1191
Bonさん
>カップリングのバックラッシュというのは、普通、ラジアル方向(回転方向)を問題にするのではないでしょうか?
これはその通りでした。ねじりばね定数N・m/rad 軸方向ばね定数N/mm
カタログに上記の二つの定数があり簡単なほうを使いました。
あらためてねじりばね定数で計算します。
20000Nm/rad =351Nm/1度
ボールネジリード5mm/360度 = 0.014mm/1度
0.014mmのバックラッシュが発生するには351NM必要なようです。
ということでカップリングがバックラッシュの原因かもと書いたのは間違いです。
この計算も怪しいので間違ってる所があれば教えてください。
Re: 格安転造C5ボールネジ? -
Kow 2019/08/14(Wed) 12:11
No.1192
ベアリングユニットの情報ありがとうございます。
ファインUナット!これはよさそうですね。次のカスタマイズで使ってみようかな。
先日、10年?使い古した搬送用C10クラスのボールねじを外してみたら0.1mm以上のガタが発生していました。
文字通りガタガタです。
リニアガイドは手元にあるんですがこれを無理やりX-1に入れるくらいであれば、ベースから作り直したほうが
よさそう。そうするとテーブルと主軸のみをX-1から流用?それくらいなら全部作り直し?と話が広がりすぎる
のでまずはいったん完成させて、この格安ボールねじの威力を確認しなくては!
掲示板のスパムはある程度は自動で落とせるのですが限界があります。認証文字数が多かったり、連続投稿の
間隔が長く使いにくいと思います、ご迷惑をお掛け致します。
Re: 格安転造C5ボールネジ? -
kenbo 2019/08/15(Thu) 14:08
No.1193
Bonさん
>「ネジというのは生まれつき軸非対称なんじゃ!」
確かに産業機械では与圧に使っているのは見たことないですね。
ホビーユースは何でもありですけど、並目ナットで定位置与圧するのは難しいかな~と思います。
x3さん
>これはその通りでした。ねじりばね定数N・m/rad 軸方向ばね定数N/mm
>カタログに上記の二つの定数があり簡単なほうを使いました。
>あらためてねじりばね定数で計算します。
計算は合っていると思いますが、バックラッシュと剛性は別物かと思います。
機械精度を考えるのであればバックラッシュの先に剛性があるのは間違いないですし、大事です。
Bonさんが書かれている通り、バックラッシュはボールネジとサポートブロック(ベアリング)で決まるのが普通なので、
与圧されたボールネジと組み合わせアンギュラを与圧して使用されているのであれば、バックラッシュがあるのは何か変ですね。
実用で困らなければ気にする必要もないと思いますが‥
kowさん
>ファインUナット!これはよさそうですね。次のカスタマイズで使ってみようかな。
費用対効果高いと思いますよ~。次回は是非!
Re: 格安転造C5ボールネジ? -
x3 2019/08/15(Thu) 19:20
No.1194
自分の目的を書けばよかったと思っています。目的は切削性能の向上です。
kenboさんの仰るようにバックラッシュがでているが実用で問題なく気にしていない状態でした。
しかもボールネジの取付は終了しており実践でのバックラッシュ原因の追究はとうぶんしない予定です。
これらを書くほうがよかったですね。盛り上がったのでつい欲が出ました。
自分の話題は簡単にまとめて締めさせてください。
予圧品で構成しても0.02のバックラッシュが発生している。
原因はガタ?変形? 不明です。しかし実用上(アルミ部品切削)は問題なく使っています。
アリエクスプレスのc3ボールネジは自分的には使えるものでした。
Re: 格安転造C5ボールネジ? -
Kow 2019/08/16(Fri) 00:53
No.1195
Re: 格安転造C5ボールネジ? -
kenbo 2019/08/16(Fri) 09:20
No.1196
早いですね~!
ホビーCNCユーザーは必ずkowさんのHPを見てますから、ボールネジへの敷居が一歩下がりましたね。
Re: 格安転造C5ボールネジ? -
Kow 2019/08/16(Fri) 12:33
No.1197
>早いですね~!
ありがとうございます、でもすでにボールねじ化されていたので作業はねじ穴数個掘りなおしたくらいだったりして。
ファインUナットが届いたらすぐ試してみるつもりです。