Re: 僥乕僽儖偺暯柺搙丠 -
hiro 2020/06/22(Mon) 04:44
No.1498
慺惏傜偟偄帺嶌僼儔僀僗偱偡偹丅
崅偝偑+0.05偲偄偆偙偲偼僟僀儎儖僎乕僕偺恓偑彫偝偔側傞偲偄偆偙偲偱偟傚偆偐丅
婎杮揑側偙偲偩偲巚偄傑偡偑僥乕僽儖偺悈暯偼弌偰偄傞偱偟傚偆偐丅
傛偔傢偐傝傑偣傫偑丄晧壸偑偐偐偭偨忬懺偱傢偢偐偵榗傒偑弌偰偄傞偲偄偆偙偲側傫偱偟傚偆偐丅
Re: 僥乕僽儖偺暯柺搙丠 -
tsuzuki 2020/06/22(Mon) 10:50
No.1499
Bon偝傫丄hiro偝傫丄偙傫偵偪偼
巹傕偙偆偄偭偨帠椺偺宱尡偑偁傞傢偗偱偼偁傝傑偣傫偑丄偄傠偄傠峫偊偰傒傑偟偨丅
傑偢
僟僀傾儖僎乕僕偑y亖300偱0.05傪帵偡偺側傜傗偼傝偦偙偼0.05噊埵抲偑偢傟偰偄傞偙偲偼娫堘偄側偄帠幚偩偲巚偆偺偱偡丅
乮傟偑帠幚偱側偗傟偽應掕偦偺傕偺偺堄枴偑側偔側偭偰偟傑偄傑偡丅乯
僥乕僽儖偑孹偄偰偄偰傕偁傞偄偼栧偺崅偝偑堘偭偰偄偰傕丄尨場偼偄傠偄傠偁傞偐偲巚偄傑偡偑丄偲偵偐偔Y亖0偺抧揰偲偼0.05堘偆丅
偟偐偟僄儞僪儈儖偱愗嶍偡傞偲崅偝偼摍偟偔嶍傟傞丅
偲偄偆偙偲偼僄儞僪儈儖偺愭抂埵抲偼僟僀傾儖僎乕僕偺愭抂埵抲偲堘偆偲偙傠偵棃偰偄傞偲偟偐尵偊側偄偲巚偆偺偱偡丅
偱側偗傟偽0.05偺嵎偼弌側偄丅
偙偺堘偄傪偳偆峫偊傞偐側偺偱偼丅
僄儞僪儈儖偱愗嶍偺傎偆偑僟僀傾儖僎乕僕偺堏摦傛傝梱偐偵晧壸偑偐偐偭偰偄傞丅
偙偺晧壸偱僄儞僪儈儖偺愭抂偑傢偢偐偵摝偘偰偄傞偺偱偼丅
寢榑偲偟偰偼hiro偝傫偲摨偠偵側偭偰偟傑偄傑偟偨丅
僄儞僪儈儖偺愭抂埵抲偑晧壸偱曄傢傞亖僗僺儞僪儖偵傢偢偐側摝偘偑偁傞丄僗僺儞僪儖儌乕僞乕慡懱偑傢偢偐偵摝偘傞側偳偑峫偊傟儔傟偦偆側婥偑偡傞偺偱偡偑丅
僥乕僽儖偲Ý幉曽岦偺暯峴搙偼偢傟偰偄傞丅
晧壸偑偐偐傝幉偺摝偘偱偨傑偨傑旐嶍暔偺岤偝偼慡晹摨偠偵側偭偨丅
偙傫側姶偠偱偼偳偆偱偟傚偆丠
丒丒偺峫偊媥傓偵帡偨傝偵側傜側偄偲偄偄偺偱偡偑丅
Re: 僥乕僽儖偺暯柺搙丠 -
tsuzuki 2020/06/22(Mon) 11:10
No.1500
捛怢偱偡丅
丂
巹偺彂偄偨悇榑偼Ý幉僾儔僗曽岦偵摦偔偲偒偵偺傒僄儞僪儈儖偑摝偘丄儅僀僫曽岦偵摦偔偲偒偼媡偺摦偒傪偡傞偲偄偆
偍偐偟側棟榑偑娷傑傟偰偄傑偡偹丅
Re: 僥乕僽儖偺暯柺搙丠 -
Bon 2020/06/22(Mon) 11:32
No.1501
hiro偝傫丄tsuzuki偝傫丄偍偼傛偆偛偞偄傑偡
愢柧晄懌偩偭偨偐偲巚偄傑偡偑丄Y300偵嬤偯偔偲僟僀傾儖僎乕僕偼亄曽岦偵摦偒傑偡丅
僥乕僽儖柺偲僗僺儞僪儖偺嫍棧偑彫偝偔側傞曽岦偱偡丅
傕偆堦搙僠僃僢僋偟傑偟偨丟
(1) 僥乕僽儖偵僗僩儗僢僠傪嵹偣傞偲XY嫟偵捈慄搙偼弌偰偄傑偡(亖僗僩儗僢僠偲僥乕僽儖偺娫偵偼0.01mm偺僔儉偼擖傜側偄)
(2) Y曽岦偵僗僩儗僢僠傪嵹偣丄偦偺忋傪僟僀傾儖僎乕僕傪憱傜偣傞偲丄Y250偁偨傝偐傜巜恓偑傆傟巒傔Y280偁偨傝偱+0.03乣+0.04偵側傞
(3) 12mm傾儖儈抂嵽傪Y280偵屌掕偟偰6mm僄儞僪儈儖偱愺偄峚傪孈傝(Z0.03掱搙)丄Y20偱摨偠妏嵽偱偦偺偡偖偦偽偵摨偠傛偆偵峚傪孈偭偨
(4) 嶍偭偨晹暘偺岤偝偑僨僕僞儖僲僊僗(儈僣僩儓丄1/100昞帵)偱慡偔摨偠!!
忋婰(1)(2)偐傜偡傞偲丄Y幉價乕儉偑X亄懁偐傜尒偰塃壓偑傝偵側偭偰偄傞偼偢偱丄偦偺捠傝側傜Y280偁偨傝偱壛岺偟偨晹暘偑0.03乣0.04敄偔側傞偲巚偆傫偱丄
(4)偺寢壥偑棟夝偱偒側偄傫偱偡丅
棟夝偱偒側偔偰傕幚奞偑柍偄偺偱俷俲偲偡傟偽偄偄偺偱偡偑丄壗偲傕僗僢僉儕偟傑偣傫丅
曄側偲偙傠偵峉傞偠偄偪傖傫偺堄枴晄柧側搳峞偲偟偰丄偛曻擮偔偩偝偄丅
/////
Re: 僥乕僽儖偺暯柺搙丠 -
hiro 2020/06/22(Mon) 16:25
No.1502
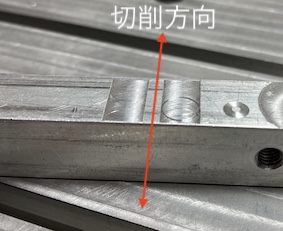
峫偊堘偄傪偟偰偄傞偐傕偟傟傑偣傫偑丄恾偺傛偆偵僄儞僪儈儖偑栴報(墱)曽岦偵恑傓偲偒偵儚乕僋偼壓偵墴偝傟傞傛偆側婥偑偟傑偡丅
偦偆偩偲偡傞偲Y0懁偲Y300懁偱榗傒検偑堘偆偲偄偆偙偲偑峫偊傜傟傞偲巚偄傑偡丅
Y300懁偱偺崉惈(Y幉埵抲偵傛傞傂偹傝偵懳偡傞崉惈)偑Y0懁傛傝彫偝偄偨傔偵摨偠崅偝偱嶍傜傟傞偺偱偼側偄偐?
偙偺峫偊偑崌偭偰偄傞偲偡傞偲丄Y300懁偐傜斀懳偵庤慜懁偵嶍偭偨応崌偵儚乕僋偼忋偵堷偐傟傞偺偱偼側偄偐偲巚偄傑偡偺偱嶍傜傟偨儚乕僋偺崅偝偵堘偄偑弌偰偔傞偲巚偆傫偱偡偑丅
Re: 僥乕僽儖偺暯柺搙丠 -
hiro 2020/06/22(Mon) 16:41
No.1503
偡傒傑偣傫丅Y300懁偐傜斀懳偵庤慜懁偵嶍偭偨応崌偱傕儚乕僋偑忋偵堷偐傟傞偙偲偼側偄偱偡傛偹丅
偨偩丄壓偵墴偡椡偑堘偆偐傕偟傟傑偣傫偺偱丄崅偝偑堘偭偰偔傞壜擻惈偑偁傞偲巚偄傑偡丅
Re: 僥乕僽儖偺暯柺搙丠 -
Bon 2020/06/22(Mon) 19:11
No.1504
hiro偝傫丄
恀寱偵峫偊偰偔偩偝偭偰偁傝偑偲偆偛偞偄傑偡丅
慜偺幨恀偑墭偔偰尒擄偄偱偡偑丄偄偢傟傕嶍傞帪偵Y曽岦偱墲暅偝偣偰偍傝丄愗嶍掞峈偺塭嬁傪峫偊偰愗傝崬傒偼0.03掱搙偱偡丅
6mm僄儞僪儈儖(怴昳偱偼側偄偱偡偑丄僺儞僇僪偼彎傫偱偄傑偣傫)夞揮悢栺6800PRM丄憲傝450mm/min偱偡偺偱
Y曽岦偺愗嶍掞峈偼懡彮偁傞偼偢偱偡偑丄Z曽岦偵椡偑偐偐傞偺偼峫偊擄偄偺偱偼側偄偱偟傚偆偐丠
帋偟偵Z幉嬱摦儌乕僞偺忋偵俀.俇Kgf偺儎儞僉乕僶僀僗傪嵹偣偰傒傑偟偨偑丄Y慡挿偵傢偨偭偰Z曽岦偺曄宍偼0.01埲壓偱偟偨丅
/////
Re: 僥乕僽儖偺暯柺搙丠 -
hiro 2020/06/22(Mon) 19:25
No.1505
偳偆傕丄CNC傕帩偭偰偄側偄傫偱偡偑慺恖抦幆偱搳峞偟偰怽偟傢偗側偄丅
偙偺宖帵斅偼偲偰傕曌嫮偵側傝傑偡丅偁傝偑偲偆偛偞偄傑偟偨丅
Re: 僥乕僽儖偺暯柺搙丠 -
tsuzuki 2020/06/23(Tue) 16:39
No.1506
Bon偝傫丂hiro偝傫偙傫偵偪偼
>曄側偲偙傠偵峉傞偠偄偪傖傫偺堄枴晄柧側搳峞偲偟偰丄偛曻擮偔偩偝偄丅
偙偺栤戣柺敀偄偱偡偹乣丅巹傕偠偄偝傫偱偡丅柺敀偔偰偆偢偆偢偟偰偟傑偄傑偡丅
(1) 僥乕僽儖偵僗僩儗僢僠傪嵹偣傞偲XY嫟偵捈慄搙偼弌偰偄傑偡(亖僗僩儗僢僠偲僥乕僽儖偺娫偵偼0.01mm偺僔儉偼擖傜側偄)
(2) Y曽岦偵僗僩儗僢僠傪嵹偣丄偦偺忋傪僟僀傾儖僎乕僕傪憱傜偣傞偲丄Y250偁偨傝偐傜巜恓偑傆傟巒傔Y280偁偨傝偱+0.03乣+0.04偵側傞
(3) 12mm傾儖儈抂嵽傪Y280偵屌掕偟偰6mm僄儞僪儈儖偱愺偄峚傪孈傝(Z0.03掱搙)丄Y20偱摨偠妏嵽偱偦偺偡偖偦偽偵摨偠傛偆偵峚傪孈偭偨
(4) 嶍偭偨晹暘偺岤偝偑僨僕僞儖僲僊僗(儈僣僩儓丄1/100昞帵)偱慡偔摨偠!!
乮1乯偐傜僥乕僽儖柺偺暯柺搙偼弌偰偄傞偲偄偭偰偄偄偐偲巚偄傑偡丅
偦偟偰乮俀乯偐傜偼傗偼傝0.03偲偐0.04噊僥乕僽儖柺偑孹偄偰偄側偄偲偙偆偄偆寢壥偵偼側傜側偄偲巚偆偺偱偡丅
僗僩儗乕僩僄僢僕偺柺偑捈慄偱側偗傟偽僗僩儗乕僩僄僢僕偺堄枴偑側偄偱偡偟丄僗僩儗乕僩僄僢僕偼偦偺偨傔偩偗偵偁傞傢偗偱偡偐傜丅
偦偟偰傕偟僟僀傾儖僎乕僕偺愭抂偺寁應揰偲僄儞僪儈儖偺愭抂偑摨偠婳愓傪捠傞側傜倄亖俁侽侽晅嬤偱偼0.03偲偐0.04梋寁偵嶍傟偰偟傑偆偼偢偱偡丅
偲偙傠偑嶍傟偰偄側偄両
傗偼傝壗傜偐偺尨場偱恘暔偑摝偘偰偄傞偺偱偼側偄偱偟傚偆偐丅
旐嶍暔偑偪傚偭偲傕偭偨偄側偄偐傕偟傟傑偣傫偑300噊倃15噊倃係倲偔傜偄偺傾儖儈朹傪梡堄偟偰偙傟傪僥乕僽儖忋偵屌掕偟偰丄
傑偢偦偺忋傪僟僀傾儖僎乕僕傪憱傜偣偰寁應偟丄偦偺屻倄亖0晅嬤偲300晅嬤傪愗嶍偟偰傒偰偼偳偆偱偟傚偆丅
僟僀傾儖僎乕僕偺嵎偲摨偠暘偩偗嶍傟偵嵎偑弌傞側傜僥乕僽儖偑孹偄偰偄傞丅
侽偲俁侽侽偱愗嶍検偵嵎偑弌側偄側傜壗傜偐偺尨場偱恘暔偺愭抂偑摝偘偰偄傞丅乮堏摦偟偰偄傞乯
偙傟偱偁傞掱搙尨場偺偡傒傢偗偑偱偒側偄偱偟傚偆偐丅
偔偳偔偰嵪傒傑偣傫丅
Re: 僥乕僽儖偺暯柺搙丠 -
hiro 2020/06/24(Wed) 06:44
No.1507
偍傕偟傠偄偺偱丄惈挦傝傕側偔傑偨搳峞偝偣偰傕傜偄傑偡丅
傑偲傔偰偄偨偩偄偨僠僃僢僋寢壥偺(1)偲(2)偐傜
壓偺傛偆偵悇應偟偰傒傑偟偨丅
丂(1)偐傜僥乕僽儖偼悈暯偲峫偊傜傟傞丅
丂(2)偺Y250偁偨傝偐傜巜恓偑傆傟巒傔Y280偁偨傝偱+0.03乣+0.04偵側傞
偲偄偆偙偲偐傜丄嫍棧偵斾椺偟偰偢傟偰偄側偄傜偟偄丅
丂偦偙偱(2)偺偢傟偑惗偠傞尨場偲偟偰師偺A,B偐偦傟偑暋崌偟偰偄傞偲偄偆偙偲偑峫偊傜傟傞偲巚偄傑偡丅
丂A. 僥乕僽儖偺壓偺X幉偺儕僯傾儗乕儖偵庢傝晅偗偰偁傞塃懁偺栧拰偺Y幉價乕儉庢傝晅偗屄強偑傢偢偐偵捈妏(X幉曽岦偵懳偟偰)偵側偭偰偄側偄丅
丂B. 傑偨偼丄Y幉價乕儉偺2杮偺儕僯傾儗乕儖偺庢傝晅偗偑塃抂懁(Y300懁)偱傢偢偐偵暯峴偵側偭偰偄側偄丅塃抂懁偱儕僯傾儗乕儖偺庢傝晅偗偑奼偑偭偰偄傞偐弅傫偱偄傞偐偟偰丄彮偟壓偵崀傝偰偔傞丅
丂偱傕嶍偭偨偲偒偵摨偠崅偝偵側傞偲偄偆偺偼....? 愗嶍帪偺僄儞僪儈儖傪墴偟忋偘傞椡偱栠偝傟傞?丂丂傛偔傢偐傝傑偣傫丅
Re: 僥乕僽儖偺暯柺搙丠 -
Bon 2020/06/24(Wed) 21:22
No.1508
hiro偝傫丄偙傫偽傫偼
壛岺寢壥偵栤戣偑側偄偺偱偙偺傑傑偵偟偰偍偙偆偲巚偭偨傫偱偡偑丄僸儅偩偭偨偺偱(偄偮傕偱偡偑)挬偐傜崱傑偱偟側偐偭偨應掕傪偟偰傒傑偟偨丅
搳峞偝偣偰傕傜偍偆偲愭傎偳宖帵斅傪尒偨傜hiro偝傫偺億僗僩偑偁傝傑偟偨丅
寢榑偐傜尵偆偲丄hiro偝傫偺A偑傎傏摉偨偭偰偄傞偲巚偄傑偡両
挬偐傜傗偭偰偄偨應掕寢壥偼師偺捠傝偱偡丟
(1) 僥乕僽儖忋偺儎儞僉乕僶僀僗偵僺僢僋僥僗僩傪曐帩偟偰摦偐偟丄Y幉儕僯傾儗乕儖偺崅偝傪應掕(30乣50mm娫妘)
丂丂丂丂=> Y0傪僛儘偲偟偰Y300偵偐偗偰0.06崅偄丄曄壔偼儕僯傾
(2) 摨偠曽朄偱丄Z幉儀乕僗傪Y曽岦偵摦偐偟側偑傜僺僢僋僥僗僩偱僗僺儞僪儖(僐儗僢僩)愭抂偺崅偝傪應掕(30乣50mm娫妘)
丂丂丂丂=> 僺僢僋僥僗僩偺撉傒偵傎偲傫偳嵎堎偑柍偔丄0.01埲撪
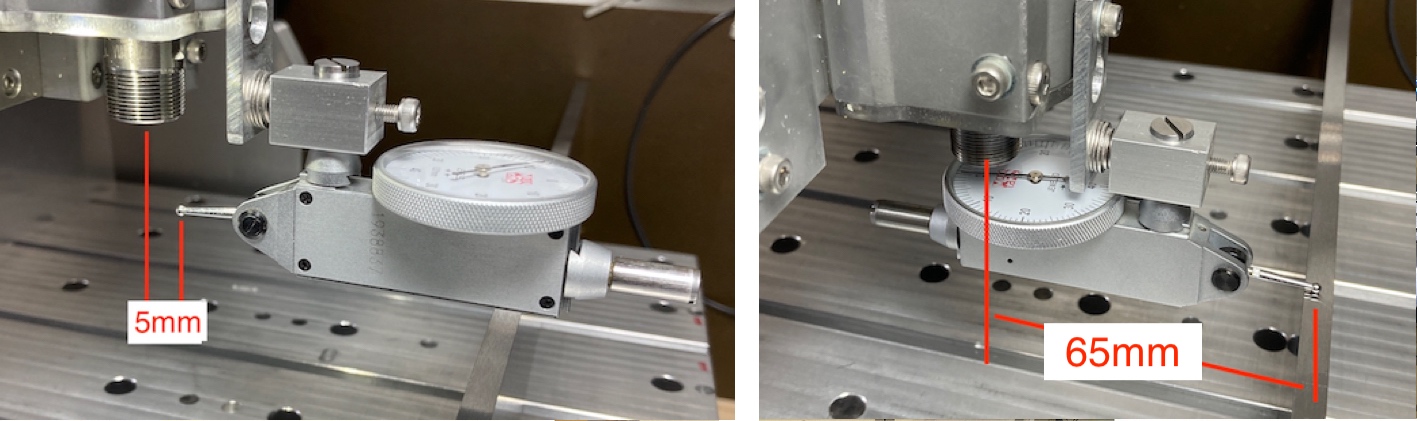
(3) 壓嵍幨恀偺傛偆偵僺僢僋僥僗僩偺儗僶乕傪僗僺儞僪儖拞怱偵嬤偔偟偨応崌偲丄壓塃偺傛偆偵棧傟偨応崌偲偱僗僩儗僢僠偱僠僃僢僋
丂丂丂丂=> 嵍偺応崌偱偼撉傒偺曄壔偼0.01埲撪丄塃偱偼Y300偵岦偐偭偰亄0.08掱搙傑偱儕僯傾偵曄壔
丂丂丂丂丂丂慜偺搳峞偱丄250曈傝偐傜曄壔偡傞偲尵偭偰傑偟偨偑娫堘偄偱偟偨丄偠傢乕偭偲曄壔偟偰偄偒傑偡
丂丂丂丂丂丂僟僀傾儖僎乕僕偼壓幨恀偺僺僢僋僥僗僩偺儂儖僟乕偺埵抲偵晅偗偰偄偨偺偱丄悢抣偼傎傏敿暘偱偟偨
偙傟傜偺寢壥傪庴偗偰丄Y幉價乕儉(儕僯傾僈僀僪丒儗乕儖庢晅柺)偺僥乕僽儖偵懳偡傞捈妏搙傪僠僃僢僋偟偰傒傑偟偨丅
Y幉憲傝僱僕偑偁偭偰忋壓偺儗乕儖傪捠偟偰應掕偱偒側偄偺偱丄Z幉僈僀僪晹偺昞柺偱尒偰傒傑偟偨丅
Y僛儘偵嬤偄埵抲偱僗僐儎傪棫偰傞偲丄壓偑愙怗偟偰偄傞忬懺偱忋偑0.05偺寗娫偁傝(應掕娫妘75mm)丄Y300偵嬤偄埵抲偱偼傎傏枾拝偟偰偄傑偟偨丅
偡側傢偪丄Y僛儘偵嬤偄曽偱偼僗僺儞僪儖晹偑偺偗偧偭偨宍偱丄Y亄曽岦傊摦偔偵廬偭偰慜搢傟偵婲偒偰偔傞偲偄偆偙偲偱偡丅
偙偺曄壔偑忋偺(3)偲偟偰昞傟偰偄傑偡偑丄(1)偲偆傑偔懪偪徚偟崌偭偰岺嬶愭抂偱偼(2)偲側傝丄婏愓(!?)偺傛偆偵壛岺惛搙偑曐偨傟偰偄偨偲偄偆偙偲偱偟傚偆偐丅
尩枾偵寁嶼偟偰偄傑偣傫偑丄奺應掕抣偺僆乕僟乕偑崌偭偰偄傞偺偱擺摼偱偡丅
愜傪尒偰丄慻傒捈偟偰傒傛偆偲巚偄傑偡丅
傒側偝傫丄偍憶偑偣偄偨偟傑偟偨丅
/////