�I�����s�b�N�̒� ���e�ҁF
TR ���e���F2021/07/24(Sat) 10:53
 No.1674
No.1674
�݂Ȃ���A�������������܂��B
�I�����s�b�N���n�܂�܂������A�̂ƈ���Ă��̂������������ɑ��A���R���i�Ђ̂������A���܂����Ȋ�������܂��B
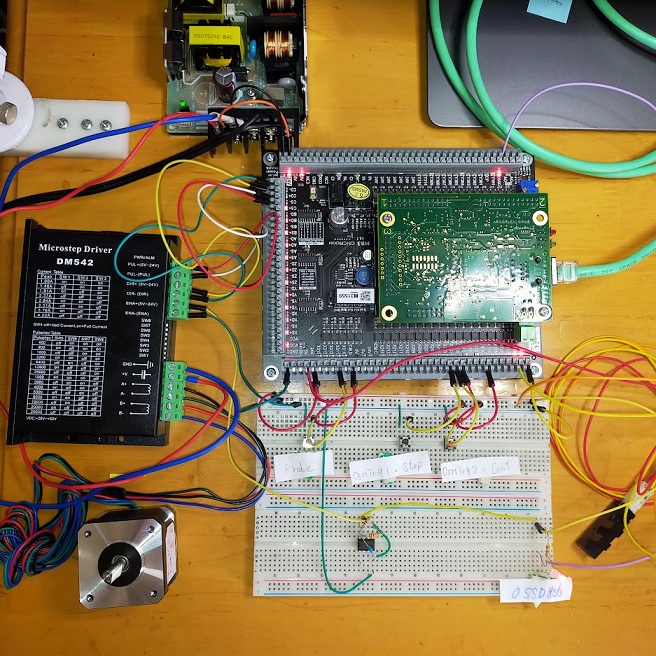
�����Ă���M���Ă���ESS/MB3�ł����A����ŁA�����ڂ��̓�����m�F�ł��܂����B
noise�ɋ���ESS�̖ړr�������āA���N���N���Ă��܂��B
����A���߂�Stepper Motor���厲�EX���Ɏg���Ă݂܂����B
�T�[�{�ƈ���āA�g���������܂����킩��܂���B
���ɁAMach3�̃X�s���h���ݒ荀�ڂɂ���Steps /Unit�Ƃ�����B
�Ƃ肠�����A�����ȃ��[�^�[�ł����A�P�T�S�O�������o�܂����B
�܂��A�ʒu����Ŏ厲�p���[�^�[���h���C�u�ł���̂��Ƃ����_���m�F�o���āA�ǂ������ł��B
���I�ɂȂ�܂����A��͂�AA�b�T�[�{���[�^�[�x����Ńh���C�u���������ACNC�͓��R�ł����A�蓮�ł��h���C�u�ł���̂ŁA
��͂�AAC�T�[�{���ȂƎv���܂����B
Re: �I�����s�b�N�̒� -
kow 2021/08/01(Sun) 23:43
No.1676
TR����@����ɂ��́B
���X�ƌ������i��ł��܂��ˁB1540��]�o��Ώ\���ł��ˁI
AC�T�[�{�A�y���݂ɂ��Ă܂��B
�قډ𖾂���BOB�iMB3�j�̎g���� ���e�ҁF
TR ���e���F2021/07/17(Sat) 20:35
No.1672
�݂Ȃ���A�����́B
�قډ𖾂���̂Ɏ��Ԃ�������܂������A���̕��A�\���y���߂�MB3�B
�����́ABOB�Ƃ����ƁA�ZEC����́A������m��܂��A��ׂĂ݂�ƁA
���ɋÂ肷���Ƃ��������ł��B
��ɂ́ARelay���R���������肵�Ă��܂��B
�����I�ɂ́A�ZEC����̕����A�����t�H�g�J�v���[��I�ׂ�̂ŗǂ��Ǝv���܂��B
�܂��APIC�����R�ɒ[�q�ɂȂ���̂ŗǂ������Ǝv���܂����B
�����A��������������Ȃ��A
�`���[�W�|���v�̎����������ėǂ������ł��BMB�R�ɂ́A�`���[�W�|���v�̉�H����������Ă��܂��B
�����PWM��H����������Ă��܂��B
�ŁA�����������Ǝv���܂����A�ȒP���낤�Ǝv���Ă����o�͒[�q�̎g�����B
����ɂ͎Q��܂����B�@��p�̃}�b�s���O�V�[�g���������肵�āA�������Ďv���Ⴂ�����Ă��܂��܂����B
�ʐ^�́A�o�͒[�q�̎g�����ł��B
�������A�^�C�ō���Ă���Ƃ͂т����肵�܂����B
Re: �قډ𖾂���BOB�iMB3�j�̎g���� -
TR 2021/07/17(Sat) 20:44
No.1673
������Ղ��悤�ɁA�ʐ^���A�b�v���悤�Ƃ�����A�e�ʃI�[�o�[�Ń_���ł����B
��������������A������HP�ɂ���u���O�Ɏʐ^���A�b�v���܂����B
���Ă���ĉ������B
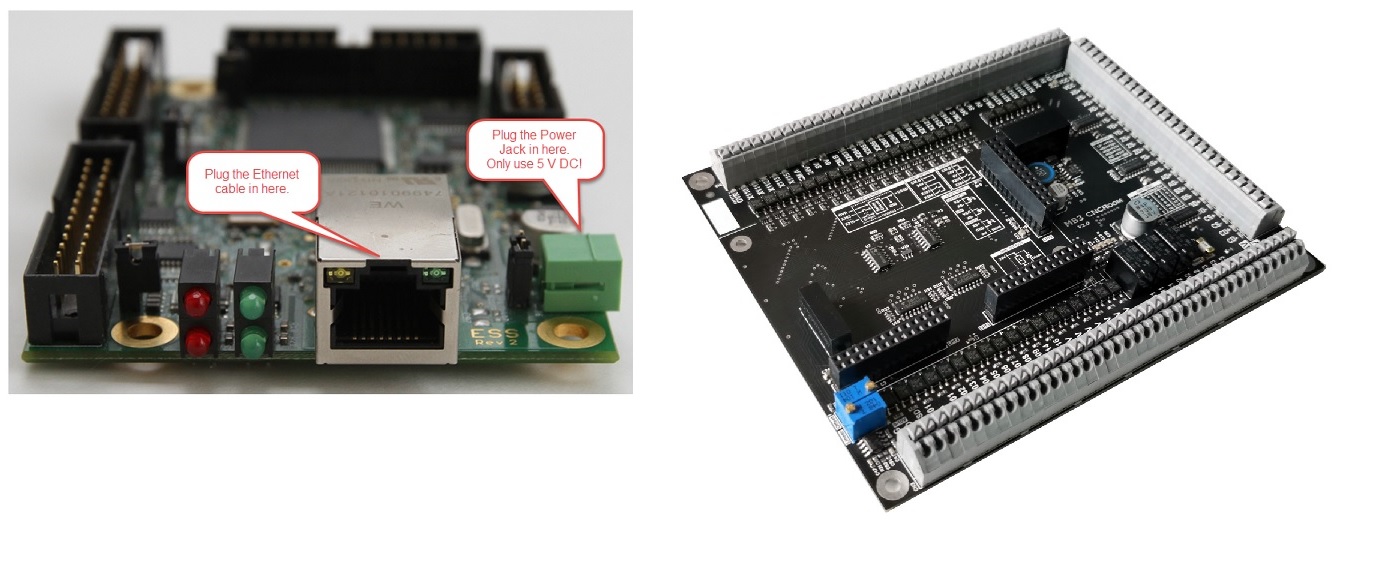
ESS��BOB�iMB3�j�̑���� ���e�ҁF
TR ���e���F2021/07/14(Wed) 08:57
No.1671
�@�݂Ȃ���ɂ��́B
����ƁAESS��MB�R�����낢�܂����B
ESS�̓A�����J����AMB�R�̓^�C����w�����܂����B
MB�R�̑���ۂł����A
�t�H�g�J�v���[����������Ă���̂ŁA��ψ����₷���ł��ˁB
�������AHiLo��ڎ��ł���悤��LED�\������Ă���悤�ł��B
���͒[�q�́A�Q�R�s���ł��B
�~�������AESS�̓��F���炵�āA���������~�����Ƃ���ł��B

CNC�R���g���[���̔�r ���e�ҁF
JT ���e���F2021/06/20(Sun) 01:10
No.1656
�͂��߂܂��Ăi�s�Ɛ\���܂��A8�N�قǑO����z�[���y�[�W���Q�l�ɂ����Ă��������Ă���܂��B
�������A�f���͂������茩�Ă��܂���ł����B
�ŋ߂b�m�b�̍��������ۂ��������ׂ��A���̌f���ɂ��ǂ蒅���A���ȉ������܂����B
�i�R���g���[���F�w�g�b�łR���؍킵����A�`�����������j
�f���ł������b�m�b�R���g���[���ɂ��āA�b������܂������A���ʓI�Ɏ����l���ɂȂ�܂����̂ŁA�Q�l�ɂ��Ă���������Ǝv���܂��B
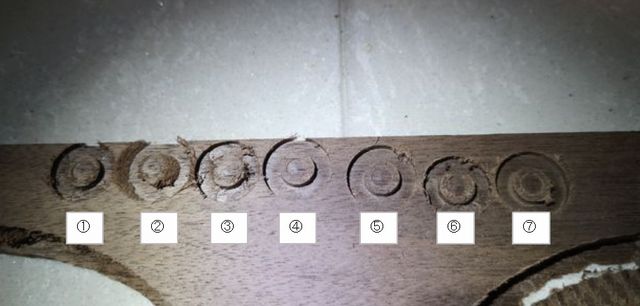
�R���g���[���Ƃb�m�b�\�t�g�A�؍���@�̔�r�����܂����̂ŁA�ʐ^�������������B
���璼�a�V�����~�����Q�����̉~����A�㕔���S�ɒ��a�S�����~�O�D�T�����E�݂���B
�`�r�o�h�q�d(�u�@�b�`�q�u�d)�Ńc�[���p�X�쐬���܂����B
�Q�D�T���F�؍�[���X�e�b�v�O�D�R�����i�S�P�Q�X�s�j �؍펞�ԒZ���̂őS�̓I�ɍr��C��
�R���F�؍�[���X�e�b�v�O�D�O�T�����i�S�R�P�Q�Q�U�s�j�B
�@�w�g�b�|�u�{�l�`�b�g�R�@�Q�D�T���؍�i�o�b�N���b�V������j�@�n�j
�A�w�g�b�|�u�{�l�`�b�g�R�@�R���؍�i�o�b�N���b�V������j�@���炩�ɕό`
�B�m�u�t�l�{�l�`�b�g�R�@�Q�D�T���؍�i�o�b�N���b�V������j�@�`����Ȃ��B
�C�m�u�t�l�{�l�`�b�g�R�@�R���؍�i�o�b�N���b�V������j�@�n�j
�D�m�u�t�l�{�l�`�b�g�R�@�R���؍�i�o�b�N���b�V��L��j�@�n�j
�E�u���C�N�{�[�h�{�t�b�P�O�O�{�t�b�b�m�b�@�Q�D�T���؍�i�o�b�N���b�V��L��j�@�n�j�B
�F�u���C�N�{�[�h�{�t�b�P�O�O�{�t�b�b�m�b�@�R���؍�i�o�b�N���b�V��L��j�@�n�j
�ȏ�̌��ʂ���t�b�P�O�O�{�t�b�b�m�b���������؍���n�j�ł��B
�m�u�t�l�͎g�p�ł��܂����A�؍��̂y�l(��������)���������Ȓl�ɂȂ�̂ŁA������C�ɂ��Ȃ���Ύg�p�͉\��������܂���B
�w�g�b�͍����ȃR���g���[���{�[�h�Ȃ̂ł����A�R���؍�̓_���ł����B
�@
Re: CNC�R���g���[���̔�r -
TR 2021/06/20(Sun) 19:35
No.1657
JT����A�����́B
�F�X�Ǝ�����Ă��܂��ˁB
�o�C�^���e�B�[�ł��ˁB
�����ɂ͕�����Ȃ����̂���ł��B
�������A�����ւ����������Ă��܂��B
Warp9 Tech Design,Inc����ESS��BOB�A
BOB�́A��_���Ă�����̂�����܂��B
���o�͒[�q�́A�t�H�g�J�v���[���g���Ă��āA���S�ɕ�������Ă���悤�ł��B
�����Ȋ����ł����A�m�C�Y�ɂ͋������ł��B
Re: CNC�R���g���[���̔�r -
JT 2021/06/22(Tue) 01:28
No.1658
�����b�ɂȂ�܂��A�s�q�l�B
���͌��݁A�����ɕ��C���Ă���A�b�m�b�R���g���[���͗A��������Ȃ̂ŁA
��ނȂ����������Œ��B�ł���A�i���̂悳�����ȃR���g���[�����w�����܂����B
���Ȃ݂ɓ��{�̃A�}�]���ł��w���ł��܂�(������������)�B
�ʐ^�㑤���w�g�b�|�u�A�������m�u�t�l�ł��B
���ǁA�������R���g���[���͎g�p�ɓ��܂����̂ŁA
���{�ɂ�������ɂt�b�P�O�O���w�����Ă����Ă悩�����ł��B
�R���g���[���͉ߋ����낢�뎎���܂������A�����đg�ݍ���ł݂Ȃ���
�g���邩�킩��Ȃ��̂���_�ł��A�o�b�̊��ɂ����܂����B
�s�q�l���R���g���[�����w�����g�p���ꂽ�ꍇ
������̌f���ɂ����Ă���������ƁA�F�l�̎Q�l�ɂȂ�Ǝv���܂��B
�ߋ��Ɏg�p�����R���g���[���Ƃ��̏����͈ȉ��̒ʂ�ł��B
�E�t�r�a�b�m�b�@�u�S�F�f�X�N�g�b�v�o�b����B
�@�m�[�g�o�b�͂e�h�e�n�@�t�m�c�d�q�@�q�t�m(�ʐM�s�ǁH)�̂��߈���ғ������B
�E�X���[�X�X�e�b�p�[(�C���ŁH)�{�l�`�b�g�R�F�o�b�N���b�V������B
�E�o�k�`�m�d�s�@�b�m�b�Ή��C���ŁF�b�m�b�U�O�S�O�w�����ɑg�ݍ��܂�Ă���
�@�h���C�o�R���g���[����́B�o�b�N���b�V������B
�E�w�g�b�|�u�{�l�`�b�g�R�F�o�b�N���b�V��łf�|���������؍펞�ُ�ȓ����B
�E�m�u�t�l�|�u�Q�{�l�`�b�g�R�F�؍��A�y�����[�N�l���ُ�Ȓl�ɂȂ�B
�@�k�h�l�h�s�@�n�u�d�q�@�q�h�c�d���܂��쓮����
�E�t�b�P�O�O�i�a�n�a�͂P�O�O�O�~�ȉ��̈����Ȃ��́j�{�t�b�b�m�b�F���̂Ƃ���n�j���B 
Re: CNC�R���g���[���̔�r -
TR 2021/06/22(Tue) 06:29
No.1659
JT����A���͂悤�������܂��B
���݂́A�����ɂ��Z�܂��Ƃ̂��ƁA�A�܂����ł��ˁB
�����ǁA�������R���g���[���͎g�p�ɓ��܂����̂ŁA
��͂�A�����ł������AESS��USS�Ɣ�ׂ�ƁA�����Ȃ̂ŁA���͓I�ł����A
����ρA���ؐ��́A���ł��ˁB
����Ȃ����āA�ǂ������ł��B
�����́A���݁A�g���Ă���CNC�{�[�h�́A�]�����ǂ��AWarp9 Tech Design,inc��USS�ł��B
https://www.warp9td.com/
���ہA�f�l�̎������g���Ă��镪�ɂ́A�S�����Ȃ��ł��B
�Ȑ��̊Ԃ̐؍�ʂ��Y��ɂł��܂���B
���Ȃ݂ɁABOB�́A���x�~���ɂȂ��Ă���̂ł����A�ZEC����̃{�[�h�ł��B
������̕����A���ɖ��͂Ȃ��悤�ł��B
�����A�C�l�[�u���M���ɂ́A�Ή����Ă��Ȃ������ł��B
Re: CNC�R���g���[���̔�r -
JT 2021/06/23(Wed) 00:24
No.1661
�����Z�d�b����̃{�[�h�i�X�e�b�s���O���[�^�[�h���C�o�j�͍w����������������������܂��B
�ŏ��́A�قс[�Z����̂w�|�P�b�m�b�L�b�g�i�R���j����n��
�`���p�ɒlj��̍ۂɌ������܂����B
�����̂Q�O�P�Q�N���́A�z�r�[�p�r�͑I���������Ȃ��A���ǒT���Ă��邤���Ɍ�����
���ؐ��̃o�C�|�[���X�e�b�s���O���[�^�[�{�h���C�u��Ղ�
�U��~���x�Ƃ��������łт����肵�A������ɂ��Ă��܂��܂����B
�R���v�����^�[�̔��B�ō��͍X�Ɉ����Ȃ��Ă��܂��܂������B
�b�m�b�����ւ�������܂������A����ȗ��A���h���C�o�{�b�m�b�R���g���[���̍\���ł��B
�X�e�b�s���O���[�^�{�h���C�o�͒����[�J�[���N���[�Y���[�v�ɕύX���܂��������͂Ȃ��Ǝv���܂��A
�����`�Ŏ����ė�������A���ɖ߂�̂Ńt�B�[�h�o�b�N���Ă���悤�ł��B
�����Ē����͍ޗ��A���H���������ŗǂ��ł��B
�b�m�b�U�O�S�O�̂y���g���i�V�O���P�O�O�����j�A�X�s���h���O�D�W���Q�D�Q��W��^������ۂ�
��̋r�A�y�����Ӂi�{�[���˂��A���j�A�V���t�g�܂ށj��
�b�m�b���H���ɐ���˗����܂������A���{�~�łP�U��~�ł��݂܂����B
Re: CNC�R���g���[���̔�r -
TR 2021/06/23(Wed) 06:51
No.1662
Re: CNC�R���g���[���̔�r -
JT 2021/06/25(Fri) 01:36
No.1663
TR�l�����b�ɂȂ�܂��AJT�ł�
TR�l��3���͂��łɃT�[�{�őg�܂�Ă���Ƃ̂��Ƃ�
�����������̓T�[�{�̂ق������x���ǂ��͂��ł���B
�N���[�Y�h�X�e�b�s���O�̓X���b�g�ŃX�e�b�v���̂݃t�B�[�h�o�b�N���Ă��܂��B
���̂��߃��[�^�G���R�[�_�ƃh���C�o�̔z����6��(A�{�A�`�|�A�a�{�A�a�[�A�u�{�A�u�|)�݂̂ł��B
�T�[�{�̃G���R�[�_�Ɣz����6����葽����A��萸�x�̍����p�x����ɂȂ��Ă���͂��ł��B
����Ƃ��X�e�b�s���O�h���C�o�{�T�[�{���[�^�ł��傤���H
���{�̃��[�J�͍����ł���ˁB
�A�}�]���Œ��N���[�Y���[�v�X�e�b�s���O�h���C�o�{���[�^�̔�����Ă��܂���
�����ƌ����Ȃ���2���~(1��)���܂��B
�����ł͓������̂�6��~���炢�Ȃ̂ł����B
aliexpress�̊�ՂɊւ��A�����̒ʔ̃T�C�g�̓���i�^�I�o�I�j�Œ��ׂĂ݂܂������A
�������̂͏o�Ă��Ȃ��ł��ˁA
��C�̉�Ђ��̔����Ă���̂Œ��ؐ����Ǝv�����̂ł����Ⴄ�̂�������܂���B
���߂Ă��̔̔��y�[�W�Ɍ^�Ԃ�����Β��ׂ���̂ł����A�Ȃ��̂��S�z�ǂ���ł��B
Re: CNC�R���g���[���̔�r -
TR 2021/06/25(Fri) 06:37
No.1664
JT����ցA
>����Ƃ��X�e�b�s���O�h���C�o�{�T�[�{���[�^�ł��傤���H
�����������g�ݍ��킹�ł����삷��̂ł��傤���A�m��܂���ł����B
�g�ݍ��킹�́A�T�[�{�A���v��AC�T�[�{���[�^�[�ł���B
�T�[�{���[�^�[�ɂ́A�G���R�[�_�[������܂����A�ڂ����Ȃ��ł��B
�����A�T�[�{���[�^�[�̏ꍇ�A�V�[�P���T�𗘗p�����A���S�N���[�Y�g�Ƃ����̂�����悤�ł����A
������m��܂���B�V�[�P���T�܂Ŕ����̂́A�������ł����B�~�߂܂����B
�厲�p�̃T�[�{�V�X�e���́A�������A���Ŕ����܂����B
�Z��d�@�ł��B�{���ł�����B�������A�����ł����B
�����߂ł��B
Re: CNC�R���g���[���̔�r -
�i�s 2021/06/25(Fri) 09:44
No.1665
�s�q����
�����܂���A�f����ǂݒ����āA
�T�[�{���[�^�{�X�e�b�s���O�h���C�o�̑g�ݍ��킹��
�����I�ɖ����ł��ˁA�Y��Ă��������B
���̃V�X�e�����h���C�o�ƃ��[�^�̊Ԃ����t�B�[�h�o�b�N�͂��Ă��܂���B
�T�[�{���[�^�̊ȈՔłƎv���Ă��������B
�{���̗��z�͊e���̈ʒu�����o(DRO�Ƃ��H)���A
����ɑ��ăt�B�[�h�o�b�N�������邱�Ƃł��傤�B
����Ȃ�A�o�b�N���b�V���W����܂���B
�����A�l�̂b�m�b�\�t�g�������܂őΉ����Ă���̂ł��傤���H
Re: CNC�R���g���[���̔�r -
TR 2021/06/25(Fri) 16:37
No.1666
JT�����
�������A�l�̂b�m�b�\�t�g�������܂őΉ����Ă���̂ł��傤���H
�l�p���ǂ����킩��܂��A����������ƁA�o�b�N���b�V����Ƃ���̂ŁA
���v�Ǝv���鏤�i������܂��B
����́AESS�ł��B��
https://www.warp9td.com/index.php/products
�����āAESS�ƃx�X�g�}�b�`���O����̂́AMch4�ł��B
�����̘g���Ƀo�b�N���b�V����Ƃ���܂��B
�����A�����Ă��܂���B
�X�ɁA���̃y�[�W�ɂ́A�ȉ��̋L�ڂ���B
ESS�X�e�b�v11-�o�b�N���b�V���^�u�F
�o�b�N���b�V������K�v�ȏꍇ�́A�`�F�b�N�{�b�N�X���I���ɂ��ėL���ɂ��܂��B
ESS�́AMach4���[�^�[�����p�����[�^�[����ő呬�x�Ɖ������ƂƂ��Ƀo�b�N���b�V���ʂ��C���|�[�g���܂��B
���\�Abccklach��̉\����ł��ˁB
�͂Ȃ��A����܂����A�ŋ߁AUSB�J�������g�������_���킹���o����l�ɂȂ�܂����B
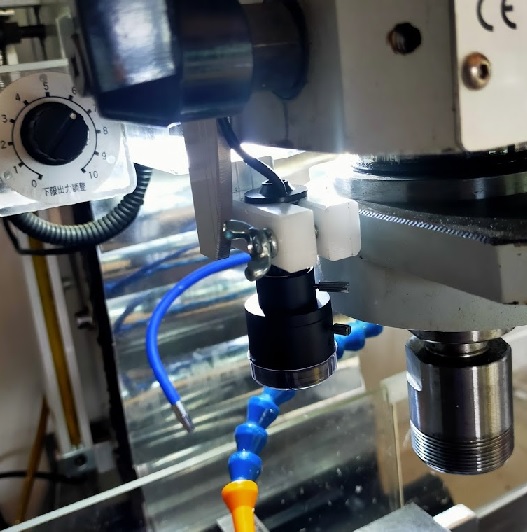
�V��̎����́A�V�ዾ��X/Y�����牽�x�����_�����p�̐j������[�N������ׂĂ��܂����B
USB�J�����ŁA�ꔭ�Ō��_���킹���o����l�ɂȂ�܂�����B
�����A���ɂ������̗p�ł�����A���C���������Ȃ��ł��������B
�����̋L���ł��B�C���������猩�ĉ������B
http://vfr800.web.fc2.com/machine/milling/camera.html
Re: CNC�R���g���[���̔�r -
TR 2021/06/25(Fri) 17:08
No.1667
�Z���^�[�t�@�C���_�[�ɂ��� -
JT 2021/06/29(Tue) 00:17
No.1668
�s�q�l
�J�������̃Z���^�[�t�@�C���_�[�A�����ł��ˁB
����͓������������Ă݂悤���Ǝv���܂��B
�ߋ��ɃA�����J�̂k�����������@�l�������������@�r������.���������烌�[�U�[�Z���^�[�t�@�C���_�\���w�������̂ł����A
�w�|�P�b�m�b�p����ۂɁA�ꎮ�Ɋ܂߂Ĕ��p���Ă��܂��܂����B
https://littlemachineshop.com/products/product_view.php?ProductID=2623&category=1261091193
�������C��ɉ��߂āA�b�m�b�ɂ̂߂肱���ߕK�v�Ɗ����܂������A�����ł͓��l�̏��i�݂͂����炸�A
�A�����J���璆���ւ̓��[�U�[���i�͗A����������Ȃ��߁A���߂Ă���܂����B
�J�������ł�����������߁A���S�Ɖ摜�̒��S�������Ă����A
�J��Ԃ����S�n�j�ł����A�R���b�g�����������t�������Ȃ��Ă����v�ł��傤�B
Re: CNC�R���g���[���̔�r -
TR 2021/06/29(Tue) 05:40
No.1669
JT�����
>�J�������ł�����������߁A���S�Ɖ摜�̒��S�������Ă����A
�J��Ԃ����S�n�j�ł����A�R���b�g�����������t�������Ȃ��Ă����v�ł��傤
��������������������������������������������
�����Ȃ̂ł��B
�I�t�Z�b�g�̕��A���͈͂������Ȃ邯�ǁA�����b�g�̕�����Ǝv���Ă��܂��B
���_���킹���ȒP�ł��B
����ƁA
�����́A��K������āA�e�[�u���ɃZ�b�g����A�ꔭ�ŁA�e�[�u���ƕ��s�ɂȂ�悤�ɂ��܂����B
�������������������ƁA�����ƌ������オ��܂���B