�I���W�i���}�C���hSR420 ���e�ҁF
�����@���` ���e���F2019/07/12(Fri) 15:39
No.1155
tsuzuki�l����ɂ���
�����̉��肪�Ƃ��������܂��B
�w�E���������ɂ́A�|�������Ă��܂��B
���̐��������������Ǝv���܂��B
������Z����5mm�グ��Ɓi���_�����j����W�l�|5mm�\����5mm������Ɓ{5mm�\������̂�
5mm�グ��Ɓ{5mm,5mm������Ɓ|5mm�ɐ���悤�ɐݒ肵�����BZ����JOG��+-���t�ɐ����Ă��܂��B
XY���͐���ł��B
����ɍ쓮����悤�ɂȂ�܂����B���肪�Ƃ��������܂��B
�X�������肢���܂��B
Re: �I���W�i���}�C���hSR420 -
tsuzuki 2019/07/16(Tue) 11:00
No.1157
��������ɂ���
>����ɍ쓮����悤�ɂȂ�܂����B���肪�Ƃ��������܂��B
�Ƃɂ�������ɂȂ��Ă悩�����ł��ˁB
���Ԃ�z���̕������}�C�i�X����v���X�ɕς���悩�����悤�ȋC������̂ł����E�E�E
���� ���e�ҁF
�����G�i ���e���F2019/07/10(Wed) 22:32
No.1151
������
�}�ʓY�t���܂������nj����܂���
������ł͊ς��Ă����ł�����
���͌Â����]�Ԃ����X�g�A���Ă����ł�����
���̋K�i�ɂ͂��̃{���g�������̂ō����Ă����ł�
Re: ���� -
Bon 2019/07/11(Thu) 18:31
No.1154
��������A
���̕��͂����������ł��ˁB
�}�ʂ̂悤�Ȃ��̂́A�s�̂ł͌�������Ȃ��Ƃ����Ӗ��ł��B
////
�I���W�i���}�C���hSR420 ���e�ҁF
�����@���` ���e���F2019/07/11(Thu) 11:51
No.1152
cnc���S�҂ł��BUSBCNCV4�̐ݒ�����Ă���̂ł���Z������ɏグ��Ɓ|���ɉ�����Ɓ{�ɐ���܂��B�t�̂ɓ����ݒ�ɂ������̂ł���
������܂���B
���݂Ɍ��_���A�͂��܂��B
����������������ƍK���ł��B
�X�������肢���܂��B
Re: �I���W�i���}�C���hSR420 -
tsuzuki 2019/07/11(Thu) 15:41
No.1153
��������ɂ���
USBCNC�̎n�߂̉�ʂʼnE��̂ق��ɂ���v���p�e�B���N���b�N���āA�J������ʏ�̃p���X��/���]�̐��l�Ƀ}�C�i�X�L����t����Ǝ��̓������t�ɂȂ�܂����A
����ł������ł��傤�B�i�Ԗ��Ŏ����������j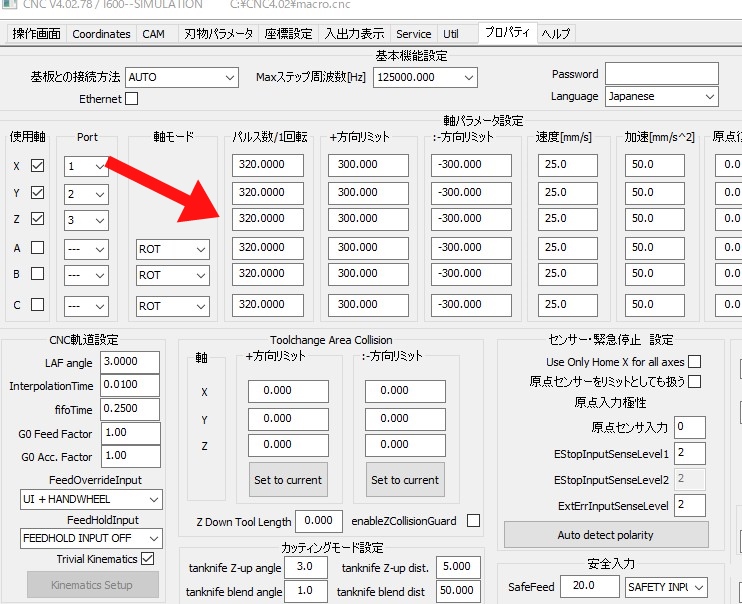
�����E�F�C�x�A�����O�̌Œ�@ ���e�ҁF
tsuzuki ���e���F2019/06/24(Mon) 16:30
No.1138
����ɂ���
�����E�F�C�x�A�����O�̌Œ�@�ɂ��ċ����Ă��������B
�T�C�Y�I�ɂ͓��֎��a��12�o���炢�A���\�g���N�������邩�Ǝv���Ă��܂��B
�x�A�����O�Ō��������NSK�̃V�F���^���[���[�N���b�`FC12�Ȃǂ�������܂����B
https://www.monotaro.com/p/3836/0917/
���Ȃ�����ł����ȂƎv�����̂ł���������ăA�E�^�[�V�F���Ƃǂ�����ČŒ肷��̂ł��傤�B
�O�`���́u�O�ւ������|���Ő����i����H�ɂ���Đ��삳��A�v�Ə����Ă���܂��B
���̂悤�Ȃ��̂��A�E�^�[�V�F���Ɉ����ł���̂ł��傤���B
�֖{�@�J���N���b�`��LD�V���[�Y���ƃL�[�Œ肪�ł���悤�ł������l�i��10�{���炢�ɂȂ�悤�ł����A
12�o�̃V���t�g�ɍ����T�C�Y�͌�����܂���B
Re: �����E�F�C�x�A�����O�̌Œ�@ -
JIM 2019/06/24(Mon) 21:39
No.1139
�Œ�͈����ŏ\���ł��n�E�W���O�����͂f�U�@5/1000�`15/1000�ł����@�g���N���|����ƍL��������ɗ͂�������̂Ł@�܂����ׂ�Ȃ��Ǝv���܂�
���n���傫���ƃ_���ł��@�������̂͂O���x�ł��V���t�g���y�����@�g���܂��@�@�����ĂƂĂ��֗��ł�
Re: �����E�F�C�x�A�����O�̌Œ�@ -
tsuzuki 2019/06/24(Mon) 23:18
No.1140
JIM���肪�Ƃ��������܂��B
G6�ł����I
���܂Ōo���������Ƃ̂Ȃ����x�ł��ˁB
�G���h�~���V�����N��h7�ȂǂƂ����̂͌��܂�������ȊO�͂�����ۂ��͂ł��Ă��܂����������ȈӖ��ł͂��Ȃ肢�������ł����B
�y�������炢�����o�����Ȃ����m�̗̈�ł��B
�撣���Ă݂܂��B
���C���o�Ă��܂����I
Re: �����E�F�C�x�A�����O�̌Œ�@ -
tsuzuki 2019/06/25(Tue) 10:23
No.1141
�����E�F�C�x�A�����O�Ȃ���ł���������Ă��������B
�n�E�W���O�ɉ������ނ̂ɊO�a��18�o�iHF1216 NSK)���ƒ��ߑオ10����20�~�N�����O��iN6?)�ɂȂ邩�Ǝv���̂ł��B
���̂��炢�̒��ߑオ����Ƃ��Ɉ����ɗv����͂��Ăǂ̂��炢�ɂȂ���̂Ȃ̂ł��傤�B
�v���X���g���������̌o�����F���Ȃ̂ŁE�E�E�E500�s�̃A�[�o�[�v���X�A���ꂪ���߂Ȃ�����o�C�X���g�������Ȃ����Ȃƍl���Ă��܂��B
100�s�P�ʂ��炢���邢�͂����Ə��Ȃ��H�A����Ƃ��g���Ȃ̂ł��傤���B
�g�����|������x�A�����O�̊O�`���Ђ��Ⴐ�Ă��܂������ȋC������̂ł����B
Re: �����E�F�C�x�A�����O�̌Œ�@ -
Kow 2019/06/27(Thu) 12:44
No.1142
tsuzuki����A����ɂ��́B
���ς�炸�����x�Ȃ��b������Ă��܂��ˁO�O
���n�E�W���O�ɉ������ނ̂ɊO�a��18�o�iHF1216 NSK)���ƒ��ߑオ10����20�~�N�����O��iN6?)�ɂȂ邩�Ǝv���̂ł��B
�����̂��炢�̒��ߑオ����Ƃ��Ɉ����ɗv����͂��Ăǂ̂��炢�ɂȂ���̂Ȃ̂ł��傤�B
�o������K���Ȃ��Ƃ������Ă��܂��܂����A���̃��x���ł���ΏĂ��Ƃ߁E�E�E�ɂȂ�̂ł͂Ȃ��ł��傤���H
�I�[�g�o�C�̃N�����N�x�A�����O�i�ł��d�v�ȃx�A�����O�j��110�x�O��ɔM�����P�[�X�ɁA�Ⓚ�����x�A�����O��
����܂��B���̎��́u�����v�Ƃ������u������v�u���Ƃ��v�Ƃ��������ł��B
�������[�X�}�V���̃I�[�o�[�z�[���������L���ɂ��̃��|�[�g������܂��B
�����Ȃ�Ƃ����Q�l�ɂȂ�B
https://�o���N�Z���T�[.net/category58/entry211.html#title4
Re: �����E�F�C�x�A�����O�̌Œ�@ -
tsuzuki 2019/06/28(Fri) 11:32
No.1144
Kow ���肪�Ƃ��������܂��B
�T�C�g���Ă��܂����B�����A�������Ƃ�����܂���ł����B�Ă��Ƃ߈ȊO�ɂ����낢���ڂ��Ă��Ă��߂ɂȂ�܂����B
�i�N�����N�P�[�X�̊W�̕����Ƃ��{���g�̋��x�Ƃ��E�E�E�g���N�h���C�o�[����ʂ葵���Ă���܂����A������g���ăN�����N�P�[�X�J�o�[��
���t�������Ƃ���܂���ł����A�Ȍ㒍�ӂ��܂��j
�Ă��Ƃ߂Ȃ�o��������܂��B�A���~�̃V�����_�[�ɒ��S�̃��C�i�[���͂ߍ��݂܂��̂Łi���̎��͂�͂艟�����ނł͂Ȃ������Ă����܂��ˁB
����̂��߂ɂ킴�킴�z�b�g�v���[�g�ƔM�d�Ύ��̉��x�v���܂����B�j
18�o���a�A���x��130�x�@�S�̖c����11.7X10-6�Ƃ����0.027�o���炢���a�����o���܂��ˁB����Ȃ�y���œ��肻���B
�i�N�����N�P�[�X�Ȃ�A���~�Ȃ̂ł����Ɨ]�T���o�܂��ˁj
���̂��炢�ł͂ߍ����̂̓v���\���g���ΊO�����ł��ˁB
���Ղ̐c������ʼn������ݗp�̂Εt���u�b�V��������ĉ������ޕ��@��JIM�������Ă���܂����B
���ꂩ�痼���g���C���Ă݂܂��B
���肪�Ƃ��������܂����B
Re: �����E�F�C�x�A�����O�̌Œ�@ -
JIM 2019/06/29(Sat) 14:25
No.1145
���̗��śƂߍ�����G6�Ə����܂������@R6�̊ԈႢ�ł��i���j
�������܂��@�\�������܂���@
MACH3�̌��_�ݒ��CNC�̎g�p�菇�ɂ��� ���e�ҁF
Z420 ���e���F2019/04/28(Sun) 03:08
No.1127
�͂��߂܂��āB
�ŋߎ���CNC�i�������̂Ƃ���CNC3040�j���w�����܂����B���S�҂Ȃ̂�MACH3�̎g����������܂芵��Ă��܂���B
���݁AMACH3�@�B���_�Ɖ��H���_�̋�ʂ����Ă��܂���B
�������̂悤�ɂ��Đ؍킵�Ă��܂��B
�ŏ��ɁAG�R�[�h��ǂݍ���A�ޗ����Œ�B�ޗ��̒��S�ɐn��������悤��XYZ���ړ����AZeroX�@ZeroY�@ZeroZ�������Ă��܂��B��������^�]�J�n���Ă��܂��B�^�]���I��������ƁA�ޗ��̒��S�ɐn���߂��Ă��܂��B
�������A�d���𗎂Ƃ��ƃ��[�^�[�̗͂�����XYZ���Ɏ蓮�œ����Ă��܂��܂��B�������猴�_���ς���Ă��܂��܂���ˁH
�@�B���_�͐ݒ�ł���̂��H�d���𗎂Ƃ��Ă����_���A�ł���̂��H�ȂǂȂǕ�����Ȃ����Ƃ���ł��B
��������ł��݂܂���B
�����Ă��������B�@��낵�����肢���܂��B
�݂Ȃ���͂ǂ̂悤�ɂ��č�Ƃ��s���Ă��邩�m�肽���ł��B��낵�����肢�������܂��B
Re: MACH3�̌��_�ݒ��CNC�̎g�p�菇�ɂ��� -
Bon 2019/04/30(Tue) 00:15
No.1130
Z420����A������
CNC3040�ɂ��Ă��̃T�C�g�ʼnߋ��Ɏ���Ȃǂ�����܂���̂ŁA���X���t���ɂ����̂ł͂Ǝv���܂��B
�l�b�g�Ō��������ΎR�̂悤�Ƀq�b�g����̂ł͂Ȃ��ł��傤���H
�@�B�̓d���𗎂Ƃ���XY�������Ƃ̂��Ƃ��C�ɂȂ��ł����A��ʓI�ȃn�C�u���b�h�^�C�v�̃X�e�b�s���O���[�^�ł����
�i�v���ɂ��ێ���(�f�B�e���g�g���N)������͂��ŁA�����(?)�ɂȂ��Ă��܂����Ƃ͂���܂���B
�����ɂ����ƁA�Î~�g���N���Ȃ��Ȃ������_�ł킸���ȃY����������͂��ł����A���ɖ��ɂȂ邱�Ƃ͂Ȃ��͂��ł��B
�܂��A�R���s���[�^�̓d���𗎂Ƃ��Ă�Mach3�̃f�[�^�͕ێ�����Ă���̂ŁA�ăX�^�[�g����Ε\������܂��B
CNC3040�̃��J��m��Ȃ��̂ŁA�s���g������Ă��邩���m��܂��Ƃ肠���� ...
�F����y����(!)��J����Ă���悤�ł����AZ420���������ʔ����Ȃ��Ă���Ǝv���܂��B
/////
Re: MACH3�̌��_�ݒ��CNC�̎g�p�菇�ɂ��� -
Z420 2019/05/01(Wed) 02:15
No.1131
Bon����@�͂��߂܂���
�u MACH3�̌��_�ݒ� �v�Ƃ� �u����CNC�@���_�ݒ�v�������Ă����_�Z���T�[�𗘗p���Č��_���o���Ă��܂����B
�Ȃ̂ŁA���܂茟���Ƃ��q�b�g���܂���ł����B
��ʓI�ȃX�e�b�s���O���[�^�ɂ͉i�v���ɂ��ێ���(�f�B�e���g�g���N)������̂ł��ˁB���߂Ēm��܂����B
�撣���Ă���Ă݂܂��B
Re: MACH3�̌��_�ݒ��CNC�̎g�p�菇�ɂ��� -
Bon 2019/05/01(Wed) 10:41
No.1132
Z420����A
�X�C�b�`��Z���T���g��Ȃ��\�t�g���~�b�g�Ƃ������_�ݒ肪����܂��B
Mach3�̃}�j���A���ɂ�����������܂��B
����MACH3�W���̃X�N���[���Z�b�g(1024)���g�������Ƃ��Ȃ��̂Ő����ł��܂��A
�Ⴆ�A���L�̃T�C�g�Ȃǂ��Q�l�ɂȂ�̂ł́H(����https��t���Ă�������)
://cnc3020.blogspot.com/2013/07/mach3_2416.html
���������F��܂��B



