���ʂƕ\�ʂ̐؍�̃Y�� ���e�ҁF
�A���@��i ���e���F2018/05/23(Wed) 15:04
No.853
���ʍ��K�v�����邽�߁A���[�N���_�ł���X�g�b�N���S�Ɍ����J���A���ʂƂ��؍�O�ɁA���Ƀ~������ꍞ��Ԃ�XY�̃[���_��ݒ肵�܂����B
����ɂ��ւ�炸�AXY�Ƃ���2�o���x�̃Y�����������Ă��܂��܂��B
�������Ȃ̂��S���������t���܂���B�A�h�o�C�X���Ȃ��ł��傤���B
Re: ���ʂƕ\�ʂ̐؍�̃Y�� -
tsuzuki 2018/05/23(Wed) 16:03
No.855
�A������A����ɂ���
�����ȑO���_�̂���ŋ�J�������Ƃ�����܂��B���̏ꍇ�̓w�b�h�̂���a���������܂��A
z�����킸���ɌX���Ă������߂ɋN���Ă��܂��܂����B
������
>���Ƀ~������ꍞ��Ԃ�XY�̃[���_��ݒ肵�܂����B
�Ƃ������Ƃł��̂Ŏ��̏�ԂƂ͈Ⴄ�悤�ł��ˁB
�o�b�N���b�V���̖��͂ǂ��ł��傤�B
���͎蓮�Ō��_��ݒ肷�邱�Ƃ������A���ꂾ�ƗႦ��x���̃[���_���E����[���Ɏ����čs���č��킹��Ƃ��ƁA
�����獇�킹��Ƃ��ł͎��̓���ɂ���Ă̓o�b�N���b�V�����ǂ��炩�ւ��ꂪ�o�Ă��܂��܂��B
�e�p�Ȃǂ��g�����_���킹�����āA���̓����̕������@�B���o���Ă���o�b�N���b�V���͕����܂����A
�����łȂ���Ε������������Ƃ�����Ȃ������Ńo�b�N���b�V�����̂��ꂪ�o�Ă��܂��܂��B
1mm���o�b�N���b�V����͂������Ă��Ȃ��Ǝv���܂����A����Ȃ̂���̗v���ł͂Ȃ��ł��傤���B
���͂킸���Ȃ�����ڗ��悤�ȍ�Ƃ̎��͌��_�ݒ�̎��̓����̕�������Ɉ�����ɂ���悤�ɂ��Ă��܂��B
�{���Ȃ琸�x���ǂ��{�[���˂����g���o�b�N���b�V��������Ȃ��O�ɋ߂Â���̂������ł��傤���A
�\�Z�̓s���������`�l�W���g���Ă���̂�x�AY���͎��̋@�B�͂O�D�P�O��ǂ����Ă��o�Ă��܂��܂����B
Re: ���ʂƕ\�ʂ̐؍�̃Y�� -
KOZO-M 2018/05/24(Thu) 16:54
No.856
���ʐ؍�ł����A���̓t���[�W����360�Ńf�[�^�쐬���Ăl�`�b�g�R�ʼn��H���Ă��܂��B��i����A�t���[�W����360�f�[�^�͉�]���������ɐ���W�̒��S�ł����ł��傤���H
���f���̒��S�ʼn�]������ƃY�����o�鎞������܂���B���H�@�ɋ^����������A���̖����l�����܂����A�������ł��傤���H
Re: ���ʂƕ\�ʂ̐؍�̃Y�� -
chikage 2018/05/29(Tue) 12:45
No.861
tsuzuki����AKOZO-M����
�ԐM���肪�Ƃ��������܂��B
����A�t���C�X�Ō����J���������Ƃ���A���Ԃ��Ă������ɃY�����������Ȃ��Ȃ�܂����B
�ǂ���猊�̊J�����̖�肾�����悤�ł��B
�����������đ�ϐ\����܂���ł����B
Re: ���ʂƕ\�ʂ̐؍�̃Y�� -
Bon 2018/05/30(Wed) 20:23
No.862
chikage����A
�����玸�炵�܂����A����������̓I�ɐ������������Ȃ����ȂƎv���܂��B
tsuzuki�����KOZO-M������^���ɍl���ă��X����Ă���̂ɁA
�@> �ǂ���猊�̊J�����̖�肾�����悤�ł�
�����ł́A�H�H��Ԃł͂Ȃ��ł��傤���H
���̕��̎Q�l�ɂ��Ȃ�Ǝv���܂��̂ŁA��낵�����肢���܂��B
Re: ���ʂƕ\�ʂ̐؍�̃Y�� -
chikage 2018/06/06(Wed) 15:20
No.863
tsuzuki�l�AKOZO-M�l�ABon�l�A
����ȑΉ��A��ϐ\����܂���ł����B
NC�t���C�X�ŃA���~�̒��S�Ɍ����J����ہA�Z���^�[�h�����őO�����̌����J�����ɁA���ڃh�����Ō����J���Ă��܂������߂ɁA�h��������X���Ȃ��猊���J���Ă��܂����̂ŁA�\�ʂƗ��ʂ̌��̈ʒu������Ă��܂����̂��낤�ƌ��݂͔c�����Ă��܂��B
�����ANC�t���C�X�ł�����ƃZ���^�[�h�����őO������������Ƀh�����Ō����J�����X�g�b�N���g���Ă��ACNC�ł̐؍��A��̃Y�����������Ă��܂����̂ŁAtsuzuki�����KOZO-M����ɂ��w�E�������_���A�ēx�������Ē��킵�Ă݂����ł��B
����Ƃ���낵�����肢�������܂��B
Re: ���ʂƕ\�ʂ̐؍�̃Y�� -
Bon 2018/06/06(Wed) 21:59
No.864
chicago����A������
���ԐM���肪�Ƃ��������܂����B
�݂Ȃ���A���낢��l���Ă�����̂ł��ˁB
�����炱���A���ꂩ�����낵�����肢���܂��B
Re: ���ʂƕ\�ʂ̐؍�̃Y�� -
tsuzuki 2018/06/07(Thu) 10:24
No.866
chikage����A���J�ȕԐM���肪�Ƃ��������܂��B
>���ڃh�����Ō����J���Ă��܂������߂ɁA�h��������X���Ȃ��猊���J���Ă��܂���
�Z���^�[�h�����ŃZ���^�[���߁A�h�����ɕς��Č������B���z�ł͂���̂ł������̕t���ւ��Az���̈ʒu���ς���Ă��܂��߂�ǂ��ł���ˁB
���͂��̎�Ԃ��Ȃ����ߒ��d�h�������g���A�����Ȃ茊�������Ă��܂��Ă��܂��B
���d�ł����x�̍��͂���A�����͎�o�Ă���̂ł��傤�����p���肪�N����قǂ̂���͂Ȃ��悤�ł��B
�n����함�ɂ��u�Ԃ͑������[������ɂ��Ă��܂��B
�S�|�h�������͌��a���X�������x�悭�������ł���Ɗ����Ă��܂��B
�������̂��ł��܂��悤�ɁB
�x�������邳�� ���e�ҁF
tsuzuki ���e���F2018/05/22(Tue) 16:49
No.851
����ɂ���
�ŋ߁AWEB���{�����Ă���Ǝʐ^�̗l�Ȍx������������イ�o�Ă��܂��܂��B
��������ƃ^�X�N�}�l�[�W���[���N������micrsoft�@edge�̃^�X�N���I��������Ȃ��Əo�Ă��܂��B
�m���ɂ���ŏI���ł���̂ł����A����͔��ɂ����Ƃ������ł��B
��������{�I�ɕ\�������Ȃ��悤�ɂ͂ł��Ȃ��̂ł��傤���B
Re: �x�������邳�� -
Kow 2018/05/22(Tue) 22:07
No.852
�x���Ƃ������A�t�B�b�V���O���\�ł��ˁE�E�E�w���ɏ]���ƃE�C���X�𓊂����܂�ăf�B�X�N���Í������ꂽ�肵�܂��B���Ԃ�E�E�E�B
��{�A�u���E�U�𗎂Ƃ��Ă��̃T�C�g�ɂ͋ߊ��Ȃ��A�������_�ł��B
javascript���~�߂�����Ǝv���܂����A�ق��ł��낢��e�����o�邩���B
�����p�̃u���E�U��IE�ł����HIE�ł���A�C���^�[�l�b�g�I�v�V�����̃Z�L�����e�B�^�u���J���āu�C���^�[�l�b�g�v��
�Z�L�����e�B���x�����ǂ��Ȃ��Ă��邩�����Ē����܂����B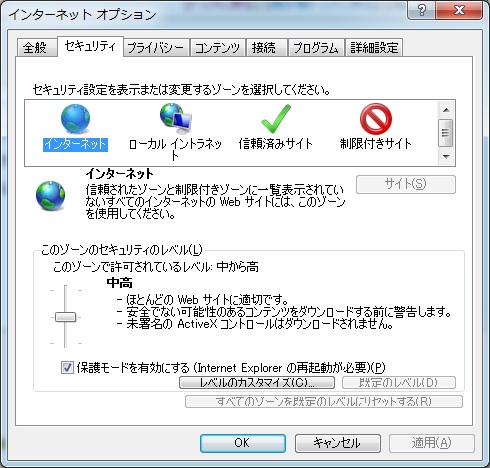
Re: �x�������邳�� -
tsuzuki 2018/05/23(Wed) 15:43
No.854
Kow����ɂ���
�������肪�Ƃ��������܂��B
>�����p�̃u���E�U��IE�ł����H
�u���E�U�[��microsoft edge����̂ł��B
google chrome�ł��������Ƃ��N���Ă��܂��܂��B(�������Ǝv�����̂ł���)
>��{�A�u���E�U�𗎂Ƃ��Ă��̃T�C�g�ɂ͋ߊ��Ȃ��A�������_�ł��B
�n�C�B
�ł�weather news�œV�C�\������悤�Ƃ��A���̃T�C�g�Ōf���ɏ������݂����悤�Ƃ��Ă��Ă��o�Ă��Ă��܂��܂��B
�����������ݒ��ɏo�Ă��܂��Aedge�̓t���[�Y�B����Ctrl,Alt,Delete�Ń^�X�N�}�l�[�W���[���N������edge���I��������܂���ł����B
���������̓��e�͑S�������Ă��܂����������ɂȂ�܂�
�E�B���X�Z�L�����e�B�[���ŃE�B���X�폜�A�����̍폜�A���[�g�L�b�g�폜�Ȃǂł��邱�Ƃ͑S�����܂���������ɂȂ���܂���B
�E�B���X������������܂���ł����B
�Ȃ��Ȃ��炢��Ԃł��B
Re: �x�������邳�� -
Peri 2018/05/24(Thu) 17:43
 No.857
No.857
����̃T�C�g�����ɍs���ƕ\�������̂ł͂Ȃ��A�������ł��o�Ă���Ƃ������Ƃł���A�}���E�F�A�Ɋ������Ă���\�����ɂ߂č����ł��B
�܂��A�E�B���X�Z�L�����e�B�[���͂��܂萫�\���ǂ��Ȃ��悤�ł��B
�u���E�U�́A�C���^�[�l�b�g�I�v�V�����Ńz�[���y�[�W�̐ݒ肪�ςȂ��ƂɂȂ��Ă��Ȃ����m�F���Ă݂Ă��������B
�u���E�U���N�������Ƃ��ɁA�K�����\�T�C�g�ɃA�N�Z�X����㩂��d�|���Ă��猳�X�̃z�[���y�[�W�ɔ�Ԃ悤�ɂ��Ă���̂�������܂���B
�Q��URL�ɏڂ��������܂����B
Re: �x�������邳�� -
tsuzuki 2018/05/25(Fri) 12:04
No.858
Kow ����@Peri�����肪�Ƃ��������܂��B
����ƃC���^�l�b�g�I�v�V�������J���܂����B
�l�b�g��̏����Ă��������Â������肵�Ă��ĂɂȂ�Ȃ��ł��ˁB
�C���^�[�l�b�g�I�v�V�����̃Z�L�����e�B���x���͒��œY�t�ʐ^�̂��Ƃ��ł����B
�S�ʁ��z�[���y�[�W�ݒ��about:blank�ɐݒ肳��Ă��܂��B
>�}���E�F�A�Ɋ������Ă���\�����ɂ߂č����ł��B
>�܂��A�E�B���X�Z�L�����e�B�[���͂��܂萫�\���ǂ��Ȃ��悤�ł��B
�����ł���ˁ`�B�����Ȃ������ȕ��ɂȂ�Ȃ��B
�����ĉ���������Ȃ��Ƃ�������́A����܂萫�\���ǂ��Ȃ����Ă��Ƃł��ˁB
>�Q��URL�ɏڂ��������܂����B
�`�F�b�N�@�\�ł����Ă��܂��܂����ł��傤���B
������x���肢�ł��܂����H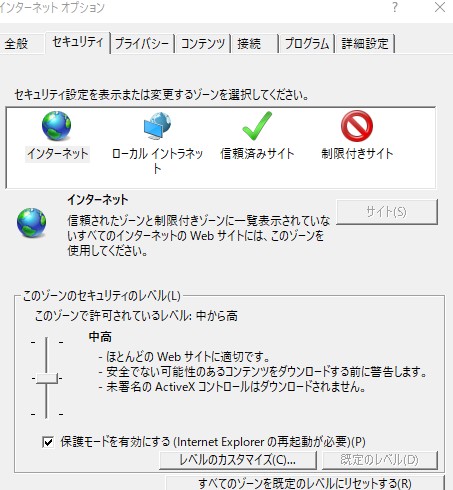
Re: �x�������邳�� -
tsuzuki 2018/05/25(Fri) 16:39
No.859
Peri����
�E��̉Ƃ̃}�[�N���Q��URL�������̂ł��ˁB
�J���Ă݂܂����B
�������z�[���y�[�W�̐ݒ��about:blank�ł����B(�ȑO�ݒ肵���܂܂ɂȂ��Ă��܂���)
�Ȃ��Ȃ�����ł��ˁB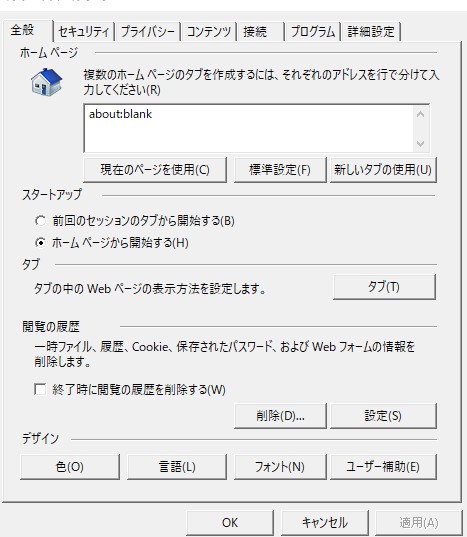
Re: �x�������邳�� -
tsuzuki 2018/05/29(Tue) 09:42
No.860
���̌ア�낢�뒲�ׂĂ����ɍs�����܂���
�Ɨ��s���@�l������i�@�\
�iIPA:Information-technology Promotion Agency, Japan�j
�����̏��ɂ���
�U�x�����\�������URL�ɑJ�ڂ���d�|�����A�ǂ̃T�C�g�̂ǂ̃y�[�W�Ɏd�|�����Ă��邩�����O�ɔc�����邱�Ƃ͂ł��܂���B
���̂��߁A�C���^�[�l�b�g�𗘗p�i�E�F�u�T�C�g���{���j�������A�U�x���̉�ʂ��o���Ȃ��悤�ɂ��邱�Ƃ͍���ł��B
�v����ɗ\�h�ł��Ȃ��悤�ł��ˁB
����ɂ��Ă��J�~����̃p�\�R���ɂ͏o�Ă��Ȃ��B���̍��͉��Ȃ̂ł��傤�B
Z���̃Y�� ���e�ҁF
chikage ���e���F2018/05/02(Wed) 14:41
No.842
����CNC�iX6M�j��MACH�R�\�t�g�Ő؍���s���Ă���̂ł����A�����ݒ�̕��@�������������Ă��悭������܂���B
XYZ�̃��~�b�g�X�C�b�`���쓮���Ȃ��ƁA�@�B���_�̐ݒ肪�o���Ȃ����Ƃ܂ł͕�����܂����B
�܂��AXYZ�̃��[�N���_���O�ɐݒ肵����A�蓮�ňړ�������ƁA�Ȃ����\�t�g���̐��l�Ǝ��ۂ̋����ɐ��~���̃Y�����������Ă��܂��܂��B
��L�ɂ��Ă��w�����������Ȃ��ł��傤���B
Re: Z���̃Y�� -
�ҋ����b�N 2018/05/03(Thu) 22:17
No.843
chikage����A���߂܂��āB
> XYZ�̃��~�b�g�X�C�b�`���쓮���Ȃ��ƁA�@�B���_�̐ݒ肪�o���Ȃ�
�����ł��B�t�Ɍ�����XYZ�̃��~�b�g�X�C�b�`�����삷��_���@�B���_�ł��B
�����āA���ۂ̐؍�ŏd�v�Ȃ̂̓��[�N���W�̌��_�Ȃ̂ŁA�����Ă����؍�ł͂���قǍ���܂���B
> XYZ�̃��[�N���_���O�ɐݒ肵����A�蓮�ňړ��������
�u�蓮�v���A�n���h����t���ĉ��������Ă���̂��AMDI�iMPG�AJOG�j����̎��������Ă���̂���
�b���S�R�Ⴂ�܂��B
�n���h������ȊO�Ȃ�A�ʏ�AMACH3�ł̐��l���Ǐ]���܂��B
NC�t�@�C���̎��s���Ɛ��m������ǁAJOG���쓙���Ƌ����Ă��܂��A�ƌ������ł��傤��?
Re: Z���̃Y�� -
chikage 2018/05/07(Mon) 09:27
No.845
�ҋ����b�N����A���X�̂��Ԏ����肪�Ƃ��������܂��I
���j���ɓ��e������ɁAMACH3�̃\�t�g���C���X�g�[�����������Ƃ���AZ���̃Y���̖��͋��炭��������܂����B���ꂩ����ۂɐ؍킵�Ċm�F����Ƃ���ł��B���Ȃ݂Ɏ蓮�Ƃ����̂́A�\�t�g���ŃL�[�{�[�h�łƂ������Ƃł��B�����肸�炭�\����܂���B
�����A���~�b�g�X�C�b�`�̐ݒ�̎d�����ȑO�������Ă���܂��A�@�B���_���K�v�ȂƂ��Ȓ�d�ȂǂŃ��[�N���W�̌��_��������Ȃ��Ȃ鎞���炢�Ȃ̂ł��傤���H
Re: Z���̃Y�� -
Kow 2018/05/07(Mon) 23:41
No.846
chikage����
�����e���肪�Ƃ��������܂��B�ӂƂ����^��𓊍e���Ē����ƁA���̃��O�������N���̖��ɗ����܂��̂ő劽�}�ł��I
�ҋ����b�N����A�^�C�����[�Ȃ����肪�Ƃ��������܂��I
�ҋ����b�N����̂��ɏd�����܂����A
�������A���~�b�g�X�C�b�`�̐ݒ�̎d�����ȑO�ɕ������Ă���܂��A�@�B���_���K�v�ȂƂ���
����d�ȂǂŃ��[�N���W�̌��_��������Ȃ��Ȃ鎞���炢�Ȃ̂ł��傤���H
�͂��A�������Ǝv���܂��B���ۂɃ��^�V��X-1-CNC�̓��~�b�^�X�C�b�`���Ă��܂���B
�r���Ńn���h��������A���H�͈͂̌��E���ăe�[�u������~�{�E���ł����Ȃ�����CNC�\�t�g��̍��W�͒Ǐ]���܂��B
Re: Z���̃Y�� -
chikage 2018/05/08(Tue) 14:01
No.848
Kow�l
���ԐM���肪�Ƃ��������܂��B
���̌�AMACH3���́A�@Ports&Pins��Xhome�Y�t�̗l�ɐݒ�ύX���������Ƃ���A�����Ƀ��~�b�g�X�C�b�`���쓮�o���܂����B
���S�҂ŁA���s���������߁A��������イ�ً}��~�������Ă��܂��Ă���̂ŁA���p���Ă݂����Ǝv���܂��B
����Ƃ���낵�����肢�������܂��B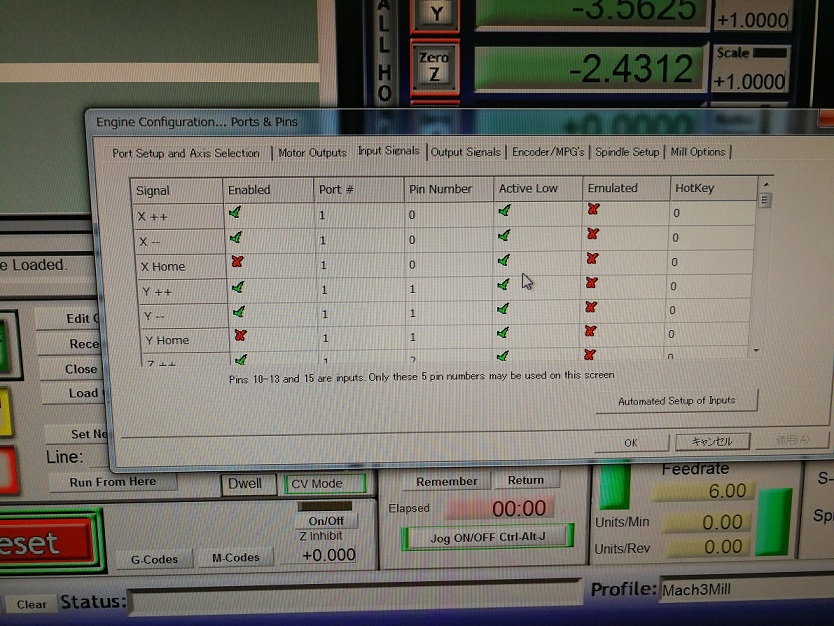
USB -> �p������ �ϊ� ���e�ҁF
Bon ���e���F2018/04/19(Thu) 21:55
No.839
Kow����A�����́A���������b�ɂȂ��Ă��܂��B
�T�C�g�̊Ǘ��ɂ���J����Ă���Ǝv���܂����A�������肪�����q�����Ă��܂��B
�ŋ߃A�}�]���Ō�������ł����A�p�������|�[�g�̖���PC��USB�|�[�g����Mach3�̃p�������o�͂֕ϊ�����A�_�v�^������܂����B
://www.amazon.co.jp/USB-�p�������ϊ��P�[�u��-USB�P�[�u��-�p�������A�_�v�^�R���o�[�^Mach3�p-CNC�R���g���[��/dp/B07B3GL6TV
Mach3�̃t�H�[�����Ō������Ă��A���N���O�̌Â��������݂Łu�ϊ�����Ƃ������Ă���͎̂g���Ȃ���v�Ƃ����̂�����������܂������A���̕i���ɂ��Ă͉����Ȃ������ł��B
eBay�ł������`��̂��̂�������܂����B
�ǂȂ����A�����m�̂��Ƃ���������Ă��������B
�NjL�F
URL�����܂�����Ȃ��悤�ł��̂ŁA�y�[�X�g���� https �����Ă��������B
Re: USB -> �p������ �ϊ� -
kenbo 2018/04/28(Sat) 16:25
No.841
����ɂ��́B
UC100�ł��ˁB
UCCNC�Ƃ̑g�ݍ��킹����{���Ǝv���܂����AMach3�ł�OK�炵���ł��B
���ۂɎg���Ă�������炨�������܂������A���̓��O���c���ĂȂ������ł��B
�����ł��ƁASMD ���W�@�B�v����舵���Ă��܂��B
�{�Ƃ�HP�ɂ��L�ڂ��������C�����܂��B
�����������Ǝv����3�N�ʌo���܂����������ɔ����Ă܂���i�j
Mach3�ɂ��X�s���h�����[�^�[ ���e�ҁF
�Z�o�X�`���� ���e���F2018/04/11(Wed) 10:20
No.837
�����b�ɂȂ�܂�
�ŋ߁ACNC�t���C�X����ɓ�����X����ꓬ���Ă��܂�
Mach3�ł̃o�b�N���b�V������ݒ�o���̂ł���
�X�s���h�����[�^�[�̎���ON���킩�炸�ɂ��܂��B
G�R�[�h��N�R�[�h�ŕ�����������Ă݂悤��
Cut2D�ŃR�[�h�����Mach3�Ƀ��[�h���X�^�[�g���Ă�
X�EY�EZ���͎w��ʂ�ɓ����̂ł���
���̍ہA�X�s���h�������܂���B
Mach3�̉�ʏ�́uSpindle Speed�v���́uSpindle CW F5�v��������
�X�s���h�������܂��B
������ON�ɂ���ɂ�Mach3�̐ݒ�Ȃ̂ł��傤���H
�܂��A�R�[�h�Ŏw�肷��̂ł��傤���H
�X�������肢�v���܂��B



