Re: カマデンのシリノイド -
Kow 2015/06/11(Thu) 10:02
 No.265
No.265
いなかのないかさん、ご投稿ありがとうございます。
当掲示板管理者のKowと申します。以後よろしくお願いいたします。
大変申し訳ありませんが「カマデンの廃版になった一番小さいシリノイド」の仕様やサイズ、素材が不明であるため、
制作可能or不可能を判断する材料が足りません。
私が、という前提でお話すると、シリノイド自体が精密摺動機器であるため、技量的に対応不可能です。
(私がバイクパーツ等を請け負う際は、最大0.5mmの公差が発生することをご説明・ご了承頂いております)
また、我々アマチュアが何かを作る場合、メーカー特注よりも高額な見積もりになることがしばしばあります。
これは使用機材や材料入手、制作精度による歩留りの問題です。
また、専門に制作を行っていないため週末等しか作業時間が取れず、10個から20個という数量から見ても、アマチュア
の手には余るご依頼と存じます。
ご期待に添えず申し訳ございません。
Re: カマデンのシリノイド -
tsuzuki 2015/06/11(Thu) 10:08
No.266
Re: カマデンのシリノイド -
いなかのないか 2015/06/12(Fri) 00:06
No.268
現物は大中小と持っているのですけれど、
余りがあと二つしかなくて、
全体を何かに置き換えるとしても大変なことで、
ものすごく高くつきますというのが、どの程度なのか、、
精度も長時間寿命も必要ない使い方なのですけれど、
どなたかお願いできないものでしょうか、
Re: カマデンのシリノイド -
Kow 2015/06/12(Fri) 11:25
No.269
いなかのないかさん、こんにちは。
まずはそのお手元のシリノイドの画像などをスマホ等で撮影し、貼り付けて見てはいかがでしょうか。
恐らく誰も実物を見たことがないので、何とも言えないのだと思いますが。。。
ご検討いただければ幸いです。
Re: カマデンのシリノイド -
通りすがりの者です 2015/06/12(Fri) 16:50
No.270
現物の写真です。シートの升目は5mmになります。
ご参考になりましたら幸いです。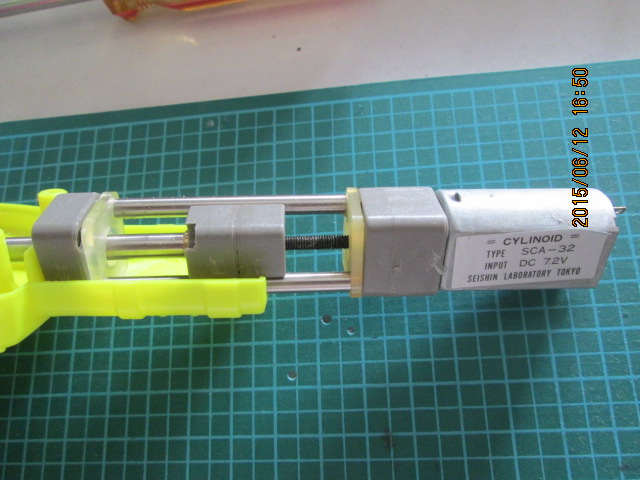
Re: カマデンのシリノイド -
通りすがりの者です 2015/06/12(Fri) 16:51
No.271
一方向からでは分かりにくいと思い、角度をかえて撮りました。
Re: カマデンのシリノイド -
通りすがりの者です 2015/06/12(Fri) 16:52
No.272
最後にもう1枚、写真を掲載します。
最終的には、現物を調べるしかないと思います。
Re: カマデンのシリノイド -
通りすがりの者です 2015/06/12(Fri) 17:07
No.273
連続投稿、失礼致しました。おせっかいですみません。これで終わりにします。
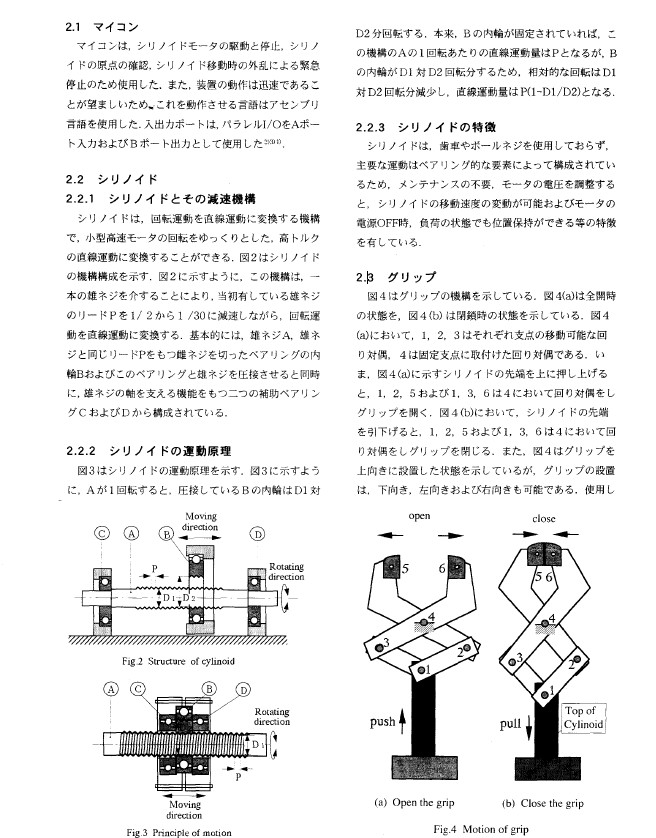
動作原理は、私も完全には理解していないのですが、DCモーターで送りねじを回し(ギヤで減速しているかは分解して見ていないので不明です)中央部のジョイントを、押すまたは引く方向に移動させます。
そのジョイントの先に棒がつながっていて、つまり、DCモーターの回転によって棒を押し出したり引っ込めたりしているようです。
いわゆる電磁石のソレノイドでは、単純にON/OFFで、鉄棒が出たり引っ込んだりしますが、シリノイドの場合は、モーターによって、出し加減を調整できるようです。
その棒の先に、たとえばおもちゃのマジックハンドをつける(レバーを引いたり戻したりすると手が開いたり閉じたりする)と、手の閉じ加減を制御できるわけです。
当然、リミットがありますけど、両端にゴムが貼ってあるのはクッションになっていて、おそらくはDCモータの電流をみてリミットを判断するのかなと思います。
どこまで精密さが要求されるかと言うと、おもちゃの手を動かすぐらいであれば、0.*mmは要求されないのではないかと思いますが、どこまで要求されているか、それ次第だと思います。
Re: カマデンのシリノイド -
oldman 2015/06/12(Fri) 22:44
No.275
通りすがりの者です さん、貴重な情報をありがとうございます。
私も色々と検索し、この写真や Yahoo!知恵袋の情報を見つけました。
ttp://detail.chiebukuro.yahoo.co.jp/qa/question_detail/q11111001636
残念ながら、セイシン研究所は見つけられませんでした。
いなかのないか さん
通りすがりの者です さんの情報や、構造的に ローコストでゆっくりとした動きを実現するメカとして(言い方は悪いですが)おもちゃ的なものに使われていたと思います。
tsuzuki さんのコメントによると、第5回の奨励賞(最新は26回)は1994年位なので 現在はマイナーな製品のようです。じゃ、現在はどうするかというと"DCギヤードモーター"がメジャーではないでしょうか。
ここ20年で、プラスティック製のギヤをを組み込んだ製品が凄いペースで低価格化しています。
多分、カマデンを含めて メーカー(プロ)は 数千円(?)〜数万円で 20個の注文は受けてくれないと思います。
代替案は、このWebサイトあるいはどこかで
(1)修理をお願いする。壊れたパーツがあれば、モーターの(強引な^^;)交換などで対応可能かと...。
(2)必要な機能(現在の製品を明示して)を明記して リノベーション(単なる例えですって^^;)をお願いする。
かと思います。何れにしても、メンテ期限を明記して補修部品をストックする事も必要でしょう。
私なら、(1)かと思いますが....。
ちなみに、"DC ギヤ モーター"でググると、ツカサ電工などの数千円の商品が見つかります。
Re: カマデンのシリノイド -
いなかのないか 2015/06/13(Sat) 05:53
No.276
本当にいろいろありがどうございます。
検索してみましたがやはり大きすぎるものばかりです、、、
一本5万くらいでもできないものですかね、、、
Re: カマデンのシリノイド -
Kow 2015/06/13(Sat) 07:51
No.277
いなかのないかさん、おはようございます。
値段のお話の前に、
・どんな形状のものを
・どういう仕様で作るか
を伝えて頂かないと判断ができないのです。
・モーターも含めての依頼なのか、そうであればモーターの仕様はどうなのか。
・ネジ部のリードは何mmなのか、そのバックラッシュはどの程度許されるのか。
・直動部の移動距離は何mmなのか。
・摺動部のガタはどの程度許されるのか。
・オリジナルとはどの程度の差異が許されるのか(寸法だけあっていればいいのか)
などなど・・・。
そういうのは実際にブツを送るので見てほしい、ならばそのように書いて頂ければと思います。
Re: カマデンのシリノイド -
Kow 2015/06/13(Sat) 07:56
No.278
通りすがりの者ですさん、画像をありがとうございます。
この画像を拝見する限りでは、ネジ部も通常の三角ネジですし摺動部も樹脂とアルミの滑り合わせ、
それほど高精度ということもないのでしょうか?
モーターはDCモーターということは、このサイズ的にいわゆるマブチモーターのようなもの、でしょうか?
・・・仕様さえわかれば何とかなりそうな気もしないでもないような・・・
Re: カマデンのシリノイド -
kenbo 2015/06/13(Sat) 09:42
No.279
こんにちは。
>一本5万くらいでもできないものですかね、、、
20個で100万ですか‥
それだけの予算があれば、きっとやってくれる人(または業者)がいるでしょう。
後はkowさんが書かれている通りだと思います。
どんな機能を満たせば良いか(仕様)を提示しないと、誰も作れるか判断できません。
作りたい仕様が自分で書けなければ、実物を渡して仕様から考えてもらうのが早いです。
その分お金はかかりますが‥
Re: カマデンのシリノイド -
wakita 2015/06/13(Sat) 11:29
No.280
マクソンのスピンドルドライブなんかはコンパクトで良さそうです。高いですが特注する位より安いんではないでしょうか?