���H�ACNC�A�N����������Ȃ�ł�����f����



[�g�b�v�ɖ߂�] [�f���g�b�v�ɖ߂�] [�X���b�h�\��] [�g�s�b�N�\��] [�A���o��] [���ӎ���] [���[�h����] [�Ǘ��p]
|
yanase ����A����ɂ��́B
( yanase ����ւ̃R�����g�Ȃ̂ł����A�ʐ^�T�C�Y�ɂ��ẴR�����g�Ȃ̂ŃX�����܂��� )
�A�b�v�����ʐ^������ƁA�f���́y�ʐ^�T�C�Y��300KB�ȓ��z�Ƃ��������ɍ��킹��̂ɋ�J����Ă���悤�Ȃ̂�...�B
�@���e���F2016/08/01(Mon) 12:47 No.656 �� �ʐ^�T�C�Y(468pix �~ 640pix)�A�摜�T�C�Y(110.8 KB)
�@���e���F2016/08/04(Thu) 22:41 No.659 �� �ʐ^�T�C�Y(768pix �~ 944pix)�A�摜�T�C�Y(207.36 KB )
�ŋ߂́A���e����ʐ^�̏����ɂ� �y���T�C�Y���ȒP!Pro�z�Ƃ����t���[�\�t�g���g���Ă��܂��B
( http://www.vector.co.jp/soft/review/winnt/art/se305420.html )
���̂悤�ȃ\�t�g���g���āA���ӂ�1600pix���炢�ɂ���ƍו��܂Ō�����ʐ^�ɂȂ�Ǝv���܂��B
�݂Ȃ���� �ǂ̂悤�ȃ��T�C�Y�\�t�g�����g���ł����H
���Ȃ݂ɁA�Y�t�����ʐ^��
���j�^�[��ʂ��L���v�`����������(3840pix �~ 2160pix, 4.3MB(png), 1.8MB(jpg) )�� ���̂܂܂̉𑜓x��
�o�̓t�@�C���T�C�Y�݂̂��y280KB�z�Ǝw�肵�āy���T�C�Y���ȒP!Pro�z�Ń��T�C�Y�������̂ł��B
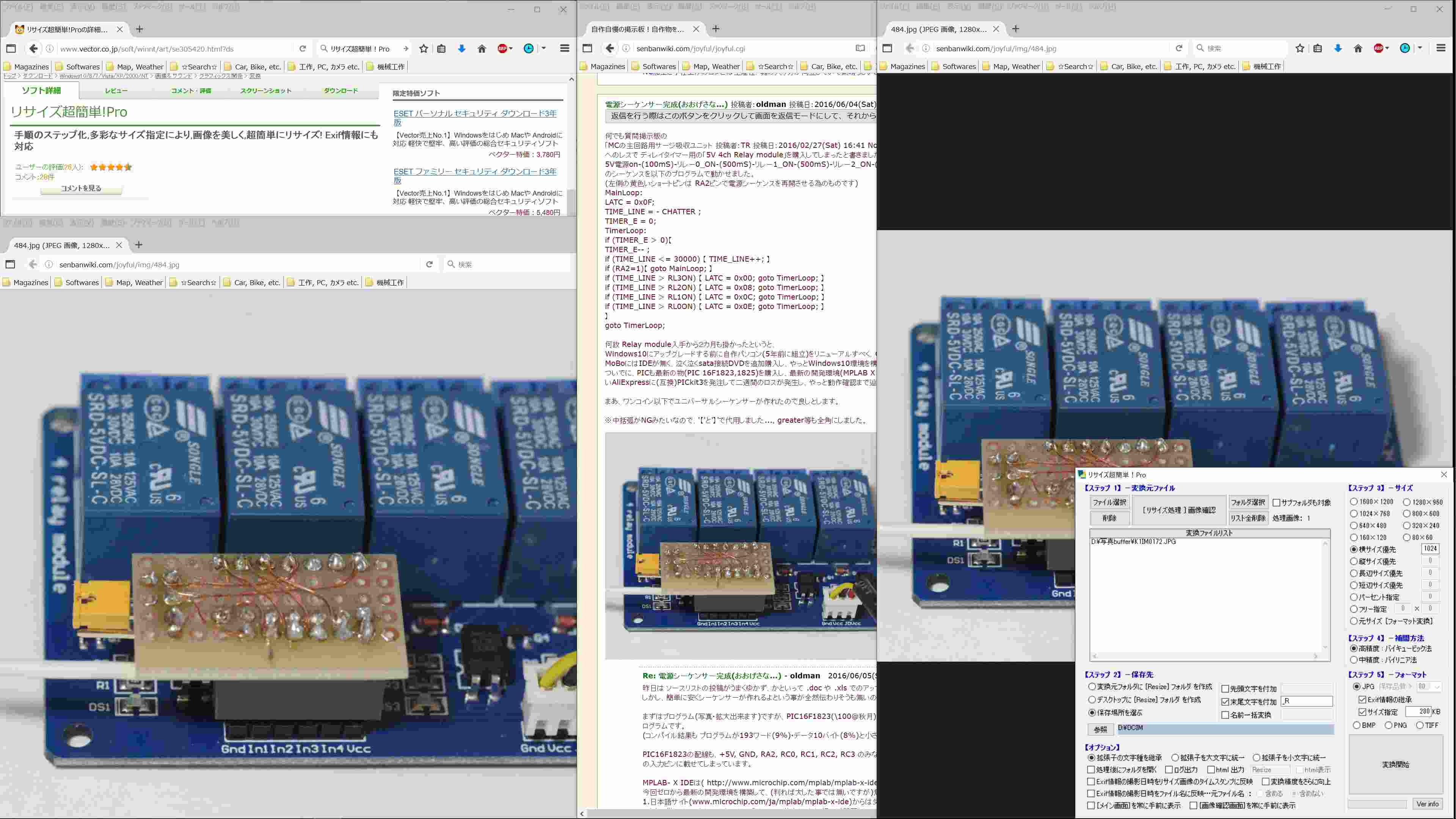
�������ɂ���̂��A���쎩���̌f���́y�d���V�[�P���T�[����(����������...) ���e�ҁFoldman ���e���F2016/06/04(Sat) 17:05 No.484�z�̓��e���e�ƓY�t�ʐ^�ł��B
���̎ʐ^���N���b�N����ƉE���̃E�C���h�E(���ۂ͐V�����^�u)�̂悤�Ɏʐ^�݂̂��^�u��t�ɊJ���A�X�ɂ��̎ʐ^���N���b�N����ƁA�I���W�i���T�C�Y�̎ʐ^(�����̃E�C���h�E, 1,280px �~ 960px )���\������܂��B
�]�����X�y�[�X�ɂ́A���T�C�Y���ȒP!Pro���Љ�Ă���x�N�^�[�̃y�[�W(����)�ƃ��T�C�Y���ȒP!Pro�̏������(�E��)��\�������Ă��܂��B
(�֑�)10�N�Ԏg���Ă���Dell��1920pix �~ 1200pix���j�^�[���̏Ⴕ���̂� ���傤���Ȃ�:-p 4K���j�^�[�ɃA�b�v�O���[�h�����̂ł����A�����̃E�C���h�E����ׂăL���v�`�������Ƃ��y�ɂȂ�܂����B
kow����Ԏ����肪�Ƃ��������܂��B
�����T�C�g�y�������Ă��܂��Byanase�Ɛ\���܂��B��낵�����肢���܂��B
�o�b�N���b�V���̌��Ȃ̂ł����Az�����n���h�������1mm����1mm�߂��v�������0,06�قǂȂ̂ł����A�W���O����Ńo�b�N���b�V����1mm����1mm�߂����肷���0,2���炢�ɂȂ�̂ł��A�����������̂ł����H
�摜�̂悤�ȍ��ɂ��܂����B



�n�߂܂��āBcnc���S�҂ł��B
������̃T�C�g�����Đ��Վs���psf400vdr�Ƃ����t���C�X�Ղ�cnc���ɒ��킵�܂����B
����Ńo�b�N���b�V���ɂ��Ă������������̂ł����Az���͓]���{�[���l�Wc7�ɑウx��y���͊����̂܂܂̏�Ԃł��B
z�����W���O����œ������o�b�N���b�V�����v�������0,2mm�قǂ���܂��Bx��y���������悤��0,2mm�ł����̃o�b�N���b�V����ǂ����ޕ��@�͂���܂��ł��傤���H
�h���C�u��Ղ̓I���W�i���}�C���hTRIO USBcnc�œ������܂����B
�m���s���ł������Ȃ��Ƃ��Ă��܂���������Ȃ��ł���������������������肪�����ł��B
CNC�����ۂ̃{�[���l�W�Ƒ�`�l�W�̈Ⴂ�ɂ��ċ����Ă��������B
CNC�����ۂɍŏ��ɂ��Ă�����`�l�W����{�[���l�W�Ɍ���������������Ǝv���܂��B
�m���Ǘ��l�l���]���{�[���l�W�Ɍ�������ėǍD�Ȍ��ʂ��Ă����ƋL�����Ă��܂��B
�����w�������ėp�t���C�X�͏��X�傫���{�[���l�W�Ɍ�������̂͂��܂��܂Ȗʂ�
���܂�ǂ����Ƃ�������Ȃ����Ȃ̂ŁA��`�l�W�̂܂܂ЂƂ܂�CNC�����Ă݂悤���Ǝv���Ă��܂��B
�����Ŏ���Ȃ̂ł����A��`�l�W����{�[���l�W�ɕύX����ƃo�b�N���b�V���Ȃ��Ȃ�̂�
�����b�g���Ǝv���̂ł�����`�l�W�̂܂܁ACNC�\�t�g�̕��Ńo�b�N���b�V����邱�Ƃ��ł���Ǝv���܂��B
�{�[���l�W���Ƒ�`�l�W���ƗǍD�Ȍ��ʂɂȂ�Ƃ����̂͂��̃o�b�N���b�V������܂�
��肭�@�\���Ȃ��A�Ƃ������Ƃł��傤���H
�������l�����邱�Ƃ͂���܂��āA
�o�b�N���b�V�̗ʁi�Ⴆ��50�~�N�������̉�]�ʂ�����Ƃ��܂��j���̐��x�n���h�����o�b�N���b�V����
�����ԂɁA�i�o�b�N���b�V�Ƃ͖����̎��́j�؍킪�i��ł��܂��ی��ˋN�̂悤�Ȑ؍�ł��Ȃ����������������
�i���ɂȂ��Ă��܂��ƌ����̂�����Ǝv���܂��B�i����������͋t��]�؍�ō���邱�Ƃ��ł���j
����1�́A�o�b�N���b�V�ʁi��L��50�~�N�����j�̍Č����x�������A���Ƃ���40�~�N�����ł�������50�~�N�����ł���
���߂�0.01�~�����x�̒i�����ł��Ă��܂��A�ȂǁB
��`�l�W����{�[���l�W�ɂ����ꍇ�A��`�l�W�{�o�b�N���b�V��Ɣ�r���āA
��̓I�ɉ������������̂ł��傤���H

���N��2����x1���w�������t���C�X�Տ��S�҂ł�
�C�M���X�́uarceurotrade.co.uk�v�Ƃ����V���b�v����X1�̕��i���w�����悤�ƍl���Ă��܂�
�E�V���b�v�̕]��
�Elittlemachineshop.com�Ƃ̈Ⴂ
�������m�̂��������炵�Ⴂ�܂����炨�����������������A��낵�����肢���܂�
- Joyful Note -
