ベルメックスのバンドソーのローラー 投稿者:
鈴木@土浦 投稿日:2016/04/25(Mon) 22:29
No.570
ご無沙汰しております。鈴木@土浦です。
久しぶりに金属加工に復帰してバンドソーのブレードを交換したのですが
良く見ると、上のローラが回転していません。
何か組み間違えたかな?と思い頭をひねるのですがどう考えても回転するようにできません。
ローラと軸はボルトで固定されていて回転するようでもなく
軸には黒いブロックがピンで固定されています。(軸と黒いブロックにピンが貫通している)
そしてこの黒いブロックはローラの角度を本体裏から調整するイモネジを受けるようになっていて
小さい凹みがそのイモネジの受けになっています。
本体にはボルトでがっちり軸が固定されますし、どう考えても回転しません。
ベルメックスに電話して聞いたところ回転するはず、と言われましたが
どう考えても回転するように思えないのですがどこが回転するのですか?
とお聞きしたら分解してみないとわからないと言われました。
これわかる方いらっしゃいますか。。。

Re: ベルメックスのバンドソーのローラー -
kow 2016/04/26(Tue) 01:51
No.571
あら、あらららら!
鈴木さんではありませんか、ご無沙汰しております!
バンドソーの構成上は間違いなく回るべきところですね・・・?
センターのボルトを外してばらしたところを写真に撮って頂ければ、何かわかるかもしれません・・・
以前は使えていたのですよね?
Re: ベルメックスのバンドソーのローラー -
鈴木@土浦 2016/04/26(Tue) 13:12
No.572
一応回転しなくて使えるようです。しかしどうみてもまわる仕組みじゃないような気がして、、、
Re: ベルメックスのバンドソーのローラー -
鈴木@土浦 2016/04/26(Tue) 13:13
No.573
写真2
軸と黒いブロックは貫通ピンで固定されてます。
黒いブロックはローラの角度調整用で本体のイモネジと、ブロックの小さな穴が合うようになってます
Re: ベルメックスのバンドソーのローラー -
鈴木@土浦 2016/04/26(Tue) 13:15
No.574
本体のイモねじと軸に固定されている黒いブロックにある小さな凹みが少しわかるかな?という写真です
Re: ベルメックスのバンドソーのローラー -
鈴木@土浦 2016/04/26(Tue) 22:09
No.575
鈴木です。
どうやらローラの中にメタル軸受が入っていてそこがやっぱりまわらないといけないようです。確認してみます。
Re: ベルメックスのバンドソーのローラー -
鈴木@土浦 2016/04/26(Tue) 22:57
No.576
解決しました。どうもお騒がせしました。
ベルメックスさんに問い合わせて、ローラにメタル軸受が入っていてそこで回転する仕組みだと伺いました。まわらないのは確認済みだったので固着してしまっているのだと思い、今日確認しました。グリスが固まってしまっていたために回らなくなっていたようです。綺麗にして、グリスアップして、まわるようになりました。ありがとうございました。
Re: ベルメックスのバンドソーのローラー -
kow 2016/04/27(Wed) 07:21
No.577
鈴木さん
ご報告ありがとうございます。固着だったとのこと、原因がわかってよかったですね!
(でもベアリング入ってないんですね)
復活おめでとうございます。バンバン加工して、なにか出来ましたらご投稿くださいね。
よろしくお願いいたします。
フライス盤を買いたい 投稿者:
サクラジャンク 投稿日:2016/04/05(Tue) 23:18
No.560
はじめましてサクラジャンクと申します。
今まで幾度か購入直前で諦めておりましたが今回はどうも本気で買ってしまいそうです。
そこで一番気になっている旋盤市場PSF400-VDRについてみなさんの意見をお聞きできたらと思い本掲示板を利用させていただきました。
気になってる理由は価格もそうなんですが、自作野郎さんのHP内で記載されてるZ軸の強度の面と主軸モーター出力をクリアしてると言う単純な動機です。
寿貿易さんも気にはなっているんですが、希望の商品が現在欠品中と言うこともあるんですが、やはり自作野郎さんの懸念をクリアできてないという部分です。主さんに影響受けまくりです。
その他オススメな機種、メーカー等ありましたら教えていただければと思います。
予算18万以下 将来的にはNC化にもチャレンジできたらと思います。機械加工は本職ではありませんが整備士をやっております。
以上よろしくお願いします。
Re: フライス盤を買いたい -
kow 2016/04/06(Wed) 02:32
No.564
サクラジャンクさん
はじめまして、ご投稿ありがとうございます。
旋盤市場さんはチェックしていないのですがこれ面白い機械ですね・・・。
台座はどうもX-1に見えますが、主軸はX-2なのかな?
ベースにしたとされているPSF385-VDRは、X-2シリーズの互換モデルに見えますね。
恐らく・・・ですが、X-1の剛性とX-2のパワーをいいとこどりしたマシンみたいです。
500Wあればモーターは当面大丈夫に思えます。
気になるのがZ軸の駆動方式、単に写真に写っていないだけならよいのですが、
ひょっとして185mmの可動域を台形ねじではなくラック&ピニオンで動かしている・・・
ように思えます(要確認です)。
だとすると、CNC化の際にかなりの障害となってしまうと思います。
恐らく、台形ねじ(ないしボールねじ)による駆動機構を丸ごと作る必要が
発生するかと。
まあ、作っちゃえばいいのですが。
悪くはないと思います。事例も多いみたいですから、検討に値すると思います。
ちなみに旋盤市場さんは対応がとても親切だと伺ったことがあります。
私が言えるのは、これくらいです!
Re: フライス盤を買いたい -
kow 2016/04/06(Wed) 02:33
No.565
今気づきましたが、私のサイトは旋盤市場さんからリンクして頂いていますね。
屋号が「こちら賃貸マンション鉄工所」だったときのままですが!
Re: フライス盤を買いたい -
サクラジャンク 2016/04/06(Wed) 08:38
No.566
kowさん返信ありがとうございます。kowさんもしかしたら管理人さんですよね?
Hpの方病気になるたび拝見させて頂いております。このサイトがなかったら自分の病も治まってたんじゃないかってくらい
隅々まで拝見しました。おかげさまで充血、不眠の二次疾患もわずらいました。
何と言うかすごく気持ちを後押ししてくれるお気に入りのサイトです。感謝です。
さっそく旋盤市場さんに質問をしてみました。よくよく見てみるとそんな気がしてなりません。
通常使う分にはラック&ピニオンとどちらが扱いやすいんでしょうね?気になるところです。
返信あり次第結果報告させて頂きます。
Re: フライス盤を買いたい -
kow 2016/04/06(Wed) 23:41
No.567
ハイ、管理者を担当させて頂いておりますKowです!
ご熱心にご覧頂きありがとうございます。うれしく思います。
>通常使う分にはラック&ピニオンとどちらが扱いやすいんでしょうね?気になるところです。
通常使う分には不都合はないのでは・・・と思います。ただ、該当マシンの記事をネットで
あさって拝見したところ、複数のギアで微動送りを実現している?ためにバックラッシュが
多め、との記載を見かけました。
とはいえZ軸は常に重力とエンドミルの推進力がかかりますから、手加工前提であればマシン
の癖として飲めてしまうのではと想像します。
CNC化するならば、ギアは1枚でも少ないほうが有利です。
Re: フライス盤を買いたい -
サクラジャンク 2016/04/07(Thu) 13:23
No.569
kowさん
旋盤市場さんから返信ありましてやはりラック&ピニオンだと言う事でした。
私もネットをあさってたところ同じような記事を発見して少々心配になってた所でしたが
kowさんの意見を聞いて安心しました。
NC化への野望はありますが、何しろド素人なんで当分の間は手加工にて経験と腕を上げて何より
ダイレクトなフライス作業を楽しみたいと思っています。
もう今すぐにでも購入したいトコなんですが、ただいまバラバラになったバイクが一台ありますんで
それを組みながら周辺機器等じっくり選定しながら妄想ふくらませます。
でないと永遠にバラバラのままになる事間違いなしです。
購入したら一報入れさせてもらいます!ありがとうございました。
エンドミルについて 投稿者:
久保田 投稿日:2016/03/31(Thu) 15:54
No.546
中国製NC3020を購入しました
エンドミルについていくつかお訊ねしたいのですが
ホームセンターで3mmのアルミ板を加工して切り抜きたいのですが
切り抜きの際の設定で迷っています
1つは切削速度と回転数です。小さく切り込んで速く動かすのか大きく切り込んで遅く動かすのか
どれ位の速度が適していますか?
2つ目は切り抜く溝幅です。何ミニのエンドミルが適しているのかわかりません。あまりにも小さい溝でしたら
エンドミルが折れそうで不安です
3つ目は切り抜く溝のCAMの設定です。例えば3mm幅の溝で切抜きをする際に3mmエンドミルで
行なうか、余裕を持って2mmのエンドミルで多く動かしたほうがいいでしょうか?
4つ目はエンドミルの購入関してです。刃の枚数などお勧め商品を教えてください
素人の質問で申し訳ございません
Re: エンドミルについて -
tsuzuki 2016/03/31(Thu) 22:58
No.552
久保田さん こんにちは
>>中国製NC3020を購入しました
これでしょうか。
http://www.yoocnc.com/cnc3020.html
切削についてはあくまでも目安ですが
同じような国産のオリジナルマインドの機械だと
A5052 アルミ合金(普通にホームセンターで購入するとほとんどの場合これだと思います)では
2から3mmのエンドミル、切り込み0.05から0.1mm XY軸送り速度480mm/min z軸送り速度60mm/minくらいだと書いてあります。
A2017ジュラルミンではこちらのほうが硬いのですが切込みがその倍くらいと記載されています。
回転数は書いてありませんが最高回転数でしょう。
A5052は粘っこくて刃物がかみこむ危険性があり私はあまり好きではありません。2017のほうが高いですが
かみこんで刃物が折れることを考えたら安いものです。
キリコの排出に注意しないと噛み込んでエンドミルがお釈迦になります。
>1つは切削速度と回転数です。小さく切り込んで速く動かすのか大きく切り込んで遅く動かすのか
機械の剛性があまり高くない場合は切り込みを少なくして切削回数で稼ぐほうが得策ですね。(速度もあまり速くなく)
>2つ目は切り抜く溝幅です。
溝幅は普通は刃物幅でいいのではないでしょうか(特に3tならば)
ただしタブ(きりのこし)をつけないと最後の一削りで切削物がはじけ飛ぶか噛みこんで被削物がだめになる可能性が大きいですね。
CAMでタブ設定できると思うのですが。
私の機械(30kgのホビーマシンです)ではジュラルミン(A2017)を切削するときは
4mmエンドミル 切り込み0.5 XY軸送り150 Z軸送りは50でやっています。主軸回転数は4000です。
上に挙げたいろいろな数値はあくまでも目安です。できるだけ負荷の少ない条件から初めてだんだんあげていく必要があると思います。
プロの方に見せていただいた機械では数トンクラスの機械で金型を削る場合、切り込みは0.1だと言っていました。
>4つ目はエンドミルの購入関してです。刃の枚数などお勧め商品を教えてください
私はmonotaroの超硬エンドミルが比較的安くて使うことが多いです。
(一流メーカーのものはあまりに高くて手がでません)
2枚刃4枚刃はそのときの気分で。
溝幅の精度が要求される切削では2枚刃でないとだめですね。
切削条件はかなり幅があると思います。
趣味ですから効率より安全性を重視すべきと考えます。
Re: エンドミルについて -
久保田 2016/04/01(Fri) 15:39
No.554
tsuzukiさん アドバイス有難う御座います
材質まで考えていませんでした
安い材料が柔らかくて削りやすいと思っていましたが
粘りまでは考えていませんでした
ご指導有難う御座います
お知恵拝借(レンズ分解方法) 投稿者:
oldman 投稿日:2016/03/21(Mon) 16:55
No.531
Sigma AF-APO 400mm F5.6というレンズを、以下のサイトなどを参考に分解しようとしています。
http://gossan.cocolog-nifty.com/blog/2009/07/sigma-af-apo400.html
このレンズは、「カニ目レンチ」用の溝が無く 「吸盤オープナー」というゴム製の円錐形のゴムを押し当てて摩擦力で「ネジが切ってあるリング状のレンズ押さえ」を回して分解する必要があります。
しかし、メチャメチャ堅く 市販のものでは(サイズが合わない事もあり)回せませんでした。
写真左上のように、6.35sqのソケットをアルミプーリーに圧入したベースとアルミ円盤(71mmφ)を組合せて T型ハンドルで回せるようにして、シリコンゴムの円盤でトライしましたが駄目でした。
最後の手段として、ケガキ棒の先端を押し当てて金槌で叩くという荒技を使い、どうにか外せました。
問題は、次のリング状の押さえ板が 写真右上のように 30mm弱も奥まっており、凸レンズなので中央が出っ張っている事です。カップ状の押さえ金具を作ったは良いけど、また緩まなかったらどうしようと悩んでいます。
最初からキズをつけるのを覚悟で、ナナメにケガキ針を3本植えた少し小さなカップ状の工具を作り ショックドライバで回した方が結局は近道かとも考えています(写真左下)。
ケガキ針の固定をどうするか? これが外せても 次(3番目)でも使えるようにサイズに自由度を持たせるのか?などと考えがまとまりません。
煮詰まった時の掲示板頼りですが、皆さまのお知恵・ヒントをお願いします。
分解中のレンズですが、ジャンクとして入手した薄カビ有りのレンズで、最近はカビが増殖して(写真右下のように)ソフトレンズ^^;的な写りとなっています。
このため、壊れるリスク覚悟での分解・カビ取り作業ですので、机上のアイデアも大歓迎です。
よろしくお願いします。

Re: お知恵拝借(レンズ分解方法) -
tsuzuki 2016/03/24(Thu) 16:23
No.532
oldmanさんのこんにちは
このレンズ、世に言う傑作レンズなのでしょうね。
私は門外漢なので机上の空論かもしれませんが。
>机上のアイデアも大歓迎です。
と言うことで御勘弁を。
リング状の押さえ金具、かなり華奢のようですし、深いところにあるし、なおかつがっちり固着しているようなので
専用工具を準備すべきではないでしょうか。汎用になるとやはり力が変な風にかかってしまう確率が高くなりそう。
リング状のまわし金具を作るに当たってはじめに罫書き針が固定できるくらい大きめにします。
そして70.5Φの円周上にケガキ針を必要本数ロウ付け。その後外周を71Φ、内径を70Φ位に旋削する。
添付ファイルのような感じ。
ロウ付け時にケガキ針は焼きが戻ってしまいますが旋削するにはちょうどよいかと考えます。
たぶんリングはそう硬くない材質で、これでも噛み込むと思うのですがどうでしょう。
あるいはCNCでリングに鋸歯状の突起をミーリングする。
どっちも相当めんどくさそうですが・・・・・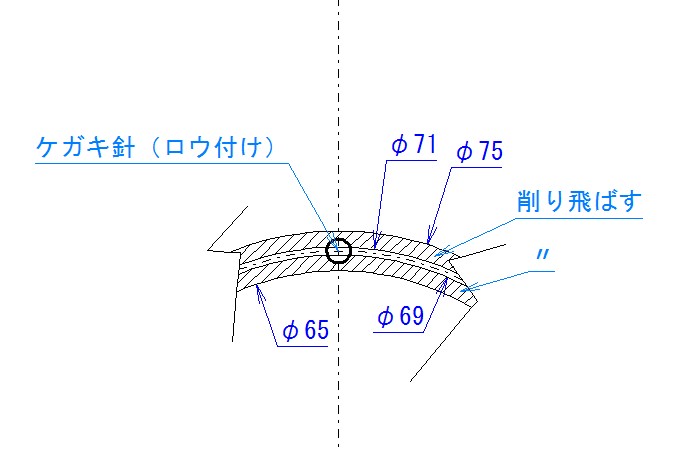
Re: お知恵拝借(レンズ分解方法) -
oldman 2016/03/26(Sat) 16:11
No.534
tsuzukiさん、こんにちは。
貴重なアイデアありがとうございます。
>このレンズ、世に言う傑作レンズなのでしょうね。
何せ PENTAXというマイナーな機種を使っているもので、300mm以上の『軽い』レンズというと選択肢が殆ど無いのです。
まあ、体力に恵まれていて 2Kgのレンズでも良いよと言うと有るのですが...。
>私は門外漢なので机上の空論かもしれませんが。
私も初心者で、ダメもとで購入したジャンクレンズのカビを除去したいなぁ〜と始めたばかりで、今回のレンズが2回目の分解作業です。
最初のレンズは、多少ネジ固かったのですが、カニ目レンチと精密ドライバーのみで分解出来ました。
>あるいはCNCでリングに鋸歯状の突起をミーリングする。
この言葉にインスパイアーされて、一部欠けた部分があるバンドソーの刃を活用する事を思いつきました。
(ロウ付けも未経験ですし...接着剤じゃ持たないだろうな... ^^;)
これまでは、添付メモの左側のように、細いケガキ針を斜めに固定する事しか考えてませんでした。
それなりの剛性を確保すれば、針を素材に垂直に当てても大丈夫という発想は 目から鱗でした。
とりあえず、メモの右側のような形で 専用の工具を作ろう(設計しよう)と 考えています。
やっと 先が見えそう(な気がして...) きました。
ありがとうございます。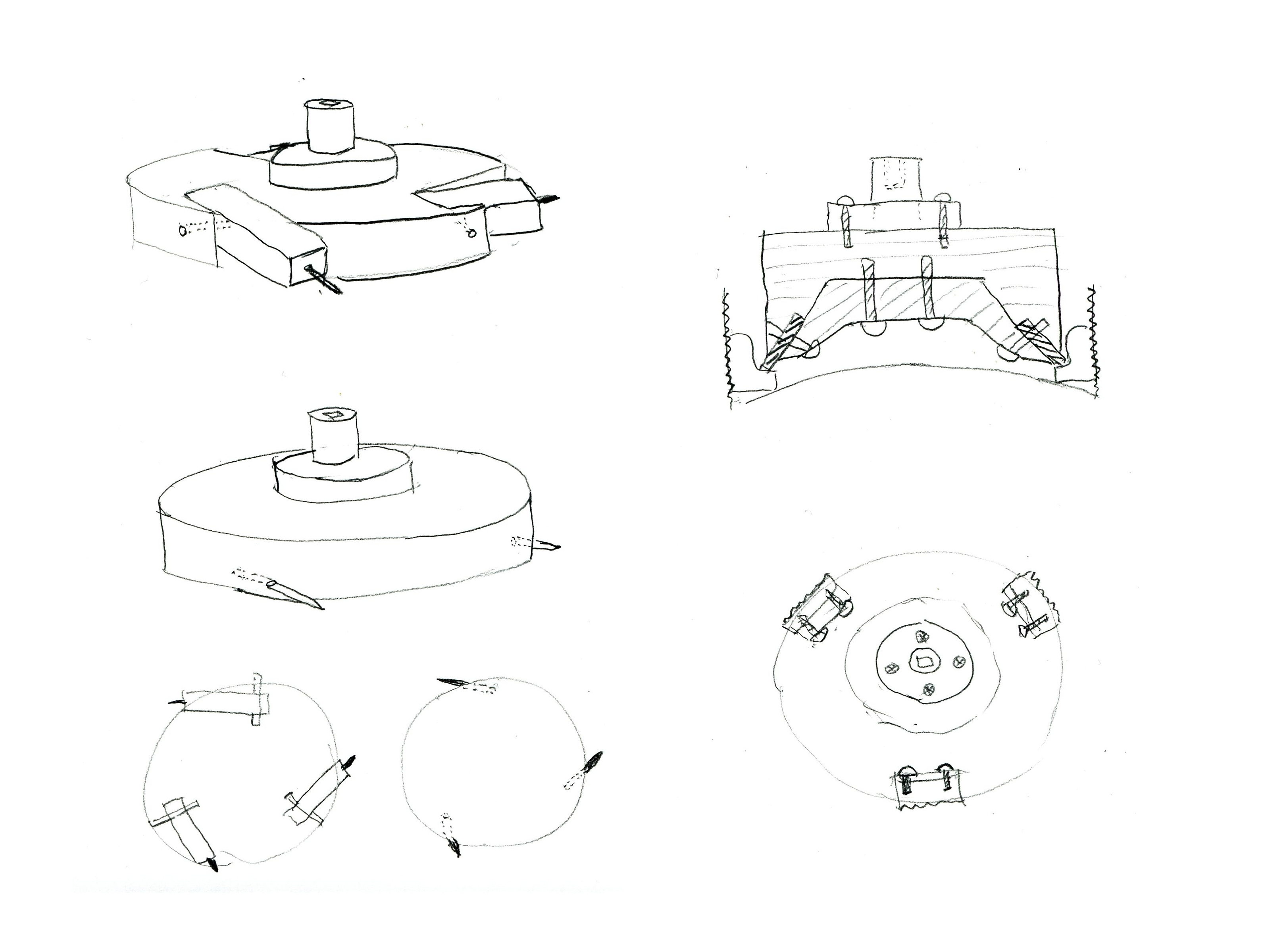
メールフォームか見つからない為こちらに 投稿者:
キラキラ 投稿日:2016/03/19(Sat) 09:16
No.529
初めまして。
釣りのリール等のパーツをアルマイト処理して頂きたいのですが、どちらからお願いすれば宜しいでしょうか⁈
Re: メールフォームか見つからない為こちらに -
Kow 2016/03/19(Sat) 16:24
No.530
キラキラ様
ご投稿ありがとうございます。
また、当サイトをご覧いただきありがとうございます。
あいにくですが、アルマイト処理のみのご依頼は遠慮させて頂いております。
理由ですが、アルミの種類により染まり方に大きく差が出てしまい、場合によっては
まったく色が乗らない場合があるからです。
削り出しと合わせてのご依頼であれば過去の経験から染まる材質を選択して
加工することができますが、できあいのパーツへの加工は失敗しても
構わない(=ご費用を頂く)場合に限ってしまいます。
とはいえ、失敗してそのパーツをダメにしてしまいそのうえお金も頂いてしまう
事も気が引けるため、現在はアルマイトのみのご依頼はお断りしている次第です。
ご期待に沿えず申し訳ございませんが、ご理解いただけますと幸いです。



