Re: 初心者です 卓上旋盤C2系 -
Kow 2015/09/13(Sun) 16:20
No.325
橘さん、いらっしゃいませ!^_^
サポートを考えるとオークションは避けた方が良いような気がします。
テクニカルなことはこの掲示板で手練の先輩諸氏のお話しを聞けますが
パーツ入手は難関です。
その点値段は張りますが寿貿易は安心だと思います。
あとは秘密基地さんのサポートもよいと伺ったことがあります。
ほかご経験ある方、ご投稿をお願いします〜
Re: 初心者です 卓上旋盤C2系 -
mabo 2015/09/14(Mon) 13:29
No.333
KOWさん、橘さん、初めまして。maboです。
C3系の旋盤の部品についての情報です。アメリカのお店ですが、信頼のおけるお店です。すでにご存じかもしれませんが、ご一報まで。
ネジ1まではオーバーですが、かなり細かい部品まで調達可能です。何度か購入しました。キーまで購入したことあります。
支払いは、ペイパルなので、クレジットの番号を記入しないので、安心できます。
配送の早さも、アメリカから、4日〜1週間程度で届きます。本体等の重い物は、アメリカ国内だけの配送ですが、拡張テーブル等でしたら、
購入の実績あります。へたな国内の通販会社よりも早いです。
http://littlemachineshop.com/products/product_category.php?category=5
結構おもしろ部品もあるので、お勧めです。
私は、大物で以下の物を購入しました。
ttp://littlemachineshop.com/products/product_view.php?ProductID=3677&category=-269978449
ttp://littlemachineshop.com/products/product_view.php?ProductID=1912&category=-269978449
ttp://littlemachineshop.com/products/product_view.php?ProductID=4483&category=1311958022
結局ばらばらで、フライス1台分、購入したことになりました。
当時、円安の時でしたので、格安でした。
寿○易もお勧めだと思いますが、部品については、在庫はおいてないようで、一度FL350E(C3互換)の部品の見積もりを依頼したら、
輸入先に問い合わせてから、という連絡だったので止めました。また、私は、ここからFL350EのAタイプを購入しましたが、後できがつい
たのですが、チャックの爪にバリが残ってて、がっかりした記憶があります。たまたまだったのかもしれませんが。
ということで、情報まで。
Re: 初心者です 卓上旋盤C2系 -
oldman 2015/09/14(Mon) 18:15
No.334
橘さん、こんにちは。
旋盤のお勧めとの事ですが...
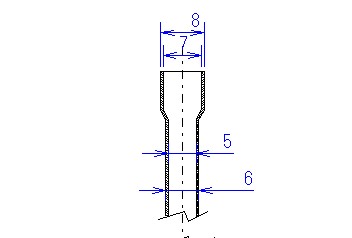
>真鍮、銅、アルミ、などの素材の円盤です。
>円盤といっても、直径26.5mm、厚さは1mm程度の小さい金属の円盤で、これに溝を掘ったり
>厚みをさらに薄くする、中をくりぬく、といった加工をしたく思います。
厚さ1mm程度の軟らかい素材を 旋盤(だけ)で加工するのは大変かと思います。
( 単に 円盤に同心円状の溝を作るだけなら 旋盤がベストですが... )
円盤の任意の場所に穴をあけたり、ちと面倒ですが、同心円状の溝を掘ったりするのであれば、
フライス盤 + ロータリーテーブル の組合せも検討されては如何ですか?
・PSF400-VDR 小型卓上フライス盤 ttp://www.senban.jp/product/PSF400VDR.html
・VERTEX ロータリーテーブル HV-4 ttp://page24.auctions.yahoo.co.jp/jp/auction/q78611712
・卓上フライス用 58pcs クランプツールセット ttp://page5.auctions.yahoo.co.jp/jp/auction/e167530108
ちょっと予算オーバーですが、とりあえずはフライス盤とエンドミルから始めることもできます。
実物は見たことがありませんが、maboさんも使っているSolid Column( ttp://lmscnc.com/4483)と HiTorque Mini Mill( ttp://lmscnc.com/3990)と同等の ブラシレスモーター+ベルト駆動で静かな動作環境を作れると思います。
また機械はあくまでも道具として使い 工作内容が将来も変わらないのであれば、ちょっと敷居は高いかも知れませんが、mini-CNC フライス Sable-2015 ( ttp://page8.auctions.yahoo.co.jp/jp/auction/h208203293)などを購入するという方法も選択肢になると思います。このカテゴリだと、国産で多少高価になりますがオリジナルマインドさんのKitMill BT100( ttp://www.originalmind.co.jp/products/kitmill_bt#4 )などもあります。
個人的には メカが好きで 旋盤かフライス盤の購入だと お仲間が増えて嬉しいです。
Re: 初心者です 卓上旋盤C2系 -
Kow 2015/09/15(Tue) 05:35
 No.336
No.336
いろいろ情報集まってきましたね^^
私のFL350Eもベルト切れで困っています。littlemachineshop.comでC2のパーツ買えば、適合するのかな?
インチとミリの違いでベルト規格違ってたらショックですねえ・・・
Re: 初心者です 卓上旋盤C2系 -
だいちゃん 2015/09/15(Tue) 09:37
No.337
橘さんこんにちは。だいちゃんと申します。旋盤ではなくフライスなのですが、寿◯◯より調整済みの2年保証のものを購入したことがあります。
ところがz軸がかなり渋くて参りました。保証期間内にモーターのコントローラーが壊れましたが、保証は使わずオリエンタルのモーターに交換しました。
所詮中国製です、「壊れたら直す」というスタンスで、一番安いところから購入でいいかなと。旋盤のプーリーとベルトもモノタローから取り寄せて交換しました。
Re: 初心者です 卓上旋盤C2系 -
tsuzuki 2015/09/15(Tue) 10:15
No.338
橘さん こんにちは
旋盤の選定という話題から外れてしまいますが・・・・
oldmanさんも書かれているように、
>円盤といっても、直径26.5mm、厚さは1mm程度の小さい金属の円盤で、これに溝を掘ったり
>厚みをさらに薄くする、中をくりぬく、といった加工をしたく思います。
26.5φ 厚さ1mmの金属円盤の厚さをさらにうすくする。
旋盤でやるとなると難しい作業かと思うのですが皆さんならどうやります?
私ならこうやるという方法についてぜひ書き込みを!
中心以外の穴あけも相当面倒に思いますが・・・・。
はじめから所定の厚さの板をCNCミーリングで外周を含めて加工してしまうほうがはるかにやさしそうに感じます。
作業の段取りについて非常に興味深かったので、話題から外れてしまってスミマセン。
Re: 初心者です 卓上旋盤C2系 -
tsuzuki 2015/09/15(Tue) 10:52
No.339
機械選定について何も書かなかったので補足させてください。
>寿◯◯より調整済みの2年保証のものを購入したことがあります。
私も同じところでタイプAという調整済みのものを購入しました。(今も使っています)
でも結局ばらして再組み付け、調整をしました。
はじめはこれも結構楽しいものです。
ということで
>「壊れたら直す」というスタンスで、一番安いところから購入でいいかなと。
私もだいちゃんさんと同じ意見です。
ただしオークションの激安は部品が手に入らない可能性があるので避けるほうが良さそうに思います。
Re: 初心者です 卓上旋盤C2系 -
mabo 2015/09/15(Tue) 12:17
No.340
ベルトは国産を...Re: 初心者です 卓上旋盤C2系 -
oldman 2015/09/15(Tue) 21:11
No.341
Kowさん、こんにちは。( 橘さん、質問と関係無い内容で申し訳ありません )
>私のFL350Eもベルト切れで困っています。littlemachineshop.comでC2のパーツ買えば、適合するのかな?
>インチとミリの違いでベルト規格違ってたらショックですねえ・・・
ベルトは、
LittleMachineshop.comの 'Products > Replacement Parts > 7x10/12/14 Mini Lathe (C2/C3) Belt, Timing'( ttp://lmscnc.com/1105 )には、
・The belt is marked 1.5x70. It has 70 cogs. (Description)
・Specifications : Pitch 1.5 mm Teeth 70 (Specifications)
とはなっていますが、どう考えてもピッチが小さすぎです。Thread: timing belt specifications( ttp://bbs.homeshopmachinist.net/threads/15467-timing-belt-specifications )の' 02-24-2006, 11:58 PM #9'では、
・ピッチ 0.2インチ(5.08mm)、Teeth 68、長さ13.6インチ(34.5mm)
だろうと言っています。
で、私の持っているC2互換のマシン( コスモキカイ JL-100 )に使われていたベルトが、
・Gates社 PowerGrip HTD 330 5M made in UK( Pitch 5 mm Teeth 66 ベルト長 330mm )
というものです。 ttp://ww2.gates.com/europe/downloads/download_common.cfm?file=20054_E2_INDUSTRIAL_BELT_CATALOGUE_PowerGrip_HTD_3M_5M_49-50.pdf&folder=brochure&location_id=19467&usg=AFQjCNEzTVBRc6gwfM83ku_eU7legAMVDw&bvm=bv.102537793,d.dGY&cad=rja
一瞬だけ、評価用にメカニクス FL‐350E TYPEAを持っていたのですが、多分 ベルトの形は一緒だったような気がします(長さが同じかどうかは未確認です)。
モノタローで売っているののはベルト幅9mm( 320-5M-9 歯数64 or 350-5M-9 歯数70 ttp://www.monotaro.com/g/00279025/ )ですが、私の所持しているものは幅10mmです。添付写真はJL-100をサーボモーター化した時の写真で、左上がオリジナルの構造で FL-350Eも同じハズですので、幅10mmでも問題無いと思います(国産の方が安価ですし^^;)。
スーパートルクタイミングベルト - 三ツ星ベルト( ttps://www.mitsuboshi.co.jp/japan/catalog/download/pdf/size_201201.pdf )の15(16/88)ページを参考に、Kowさんのマシンの実際の歯数を確認してトライして見てください(多分大丈夫と思いますが、事故!^^;責任でお願いします)。
( 楽天で購入できます ttp://item.rakuten.co.jp/mekamono/mtb-100s5m340/ など... )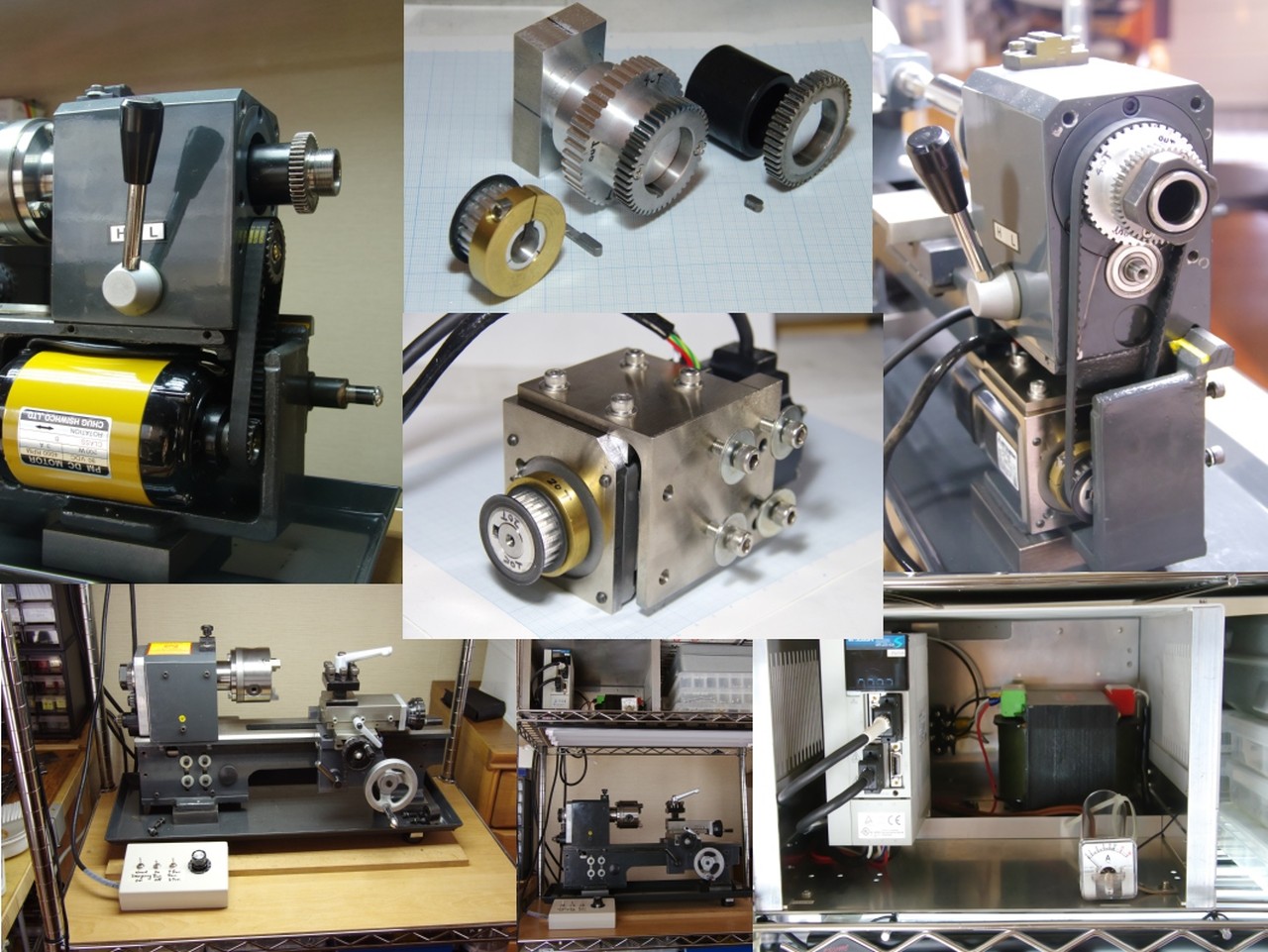
Re: ベルトは国産を...Re: 初心者です 卓上旋盤C2系 -
通りすがり 2015/09/15(Tue) 22:12
No.342
全く通りすがりのものが突如レスして大変申し訳ありません。
当方もFL350E系の旋盤を持っておりますが、目視確認をしたところ台形歯型のタイミングベルトでしたので、oldmanさんのおっしゃる
「HTDベルト 5Mタイプ」ではなく、「XL037形」のタイミングベルト(幅:9.5mm、ピッチ:5.08mm)のような気がします。
型番的には「136XL037」(68歯)か「140XL037」(70歯)辺りになると思います。どちらもモノタロウさんで579円でした。
唐突な書き込みで関係者の皆さんがお気を悪くされたら申し訳ありません。あらかじめお詫びしておきます。
Re: 初心者です 卓上旋盤C2系 -
mabo 2015/09/15(Tue) 23:29
No.343
Re: 初心者です 卓上旋盤C2系 -
Kow 2015/09/16(Wed) 00:00
No.344
maboさん、通りすがりさん、情報ありがとうございます!
オークションの写真を数えたら68歯っぽいですが、安いので念のため68歯と70歯両方monotaroで注文しました。
しかし、ヤフオクでもパーツ手に入るんですねえ・・・
>サポートを考えるとオークションは避けた方が良いような気がします。
>テクニカルなことはこの掲示板で手練の先輩諸氏のお話しを聞けますが
>パーツ入手は難関です。
は撤回いたします^^;
Re: 初心者です 卓上旋盤C2系 -
oldman 2015/09/16(Wed) 19:31
No.345
通りすがりさん、こんにちは(情報の訂正ありがとうございます。被害が無く助かりました)。
Kowさん、こんにちは(無事故だったようですね。申し訳ありませんでした)。
殆どのパーツが 私の卓上旋盤に流用できていたので ベルトも大丈夫と早とちりしてしまいました。
上の写真(No.341)の右上のプーリーとベルトは LMSの4100 HiTorque Mini Latheのものの流用です。
( ttp://lmscnc.com/4040 , ttp://lmscnc.com/4044 及び, ttp://lmscnc.com/4045 )
Belt is marked 1.5X100と表記されていますが、添付写真左上のように約5mmピッチですね。
140XL037(ベルト長さ[インチ]×10、ベルト形[ピッチ5.08mm]、ベルト幅[インチ]×100)
写真右上は Gates社 PowerGrip HTD 330 5Mを並べて撮影したもので、下側は HiTorque Mini Latheのプーリー(左下)とコスモキカイ JL-100のプーリー+ベルト(右下)です(最初から 比べて見れば早とちりせずに済んだと思います。また、中華製の旋盤に英国製のベルトが使われるハズも無いですよね。)。
maboさん、こんにちは。
焦らせて申し訳ありませんでした。また、英国サイトのご紹介ありがとうございます。
( 私は クロノスした使ったことがありません。)
ベルトに 1.5X70と印刷されている事と、4100 HiTorque Mini Latheのベルトが5.08mmピッチで1.5X100と表記されている事から、C2/C3のベルト(1.5X70)も 5.08mmピッチで間違いないと思います。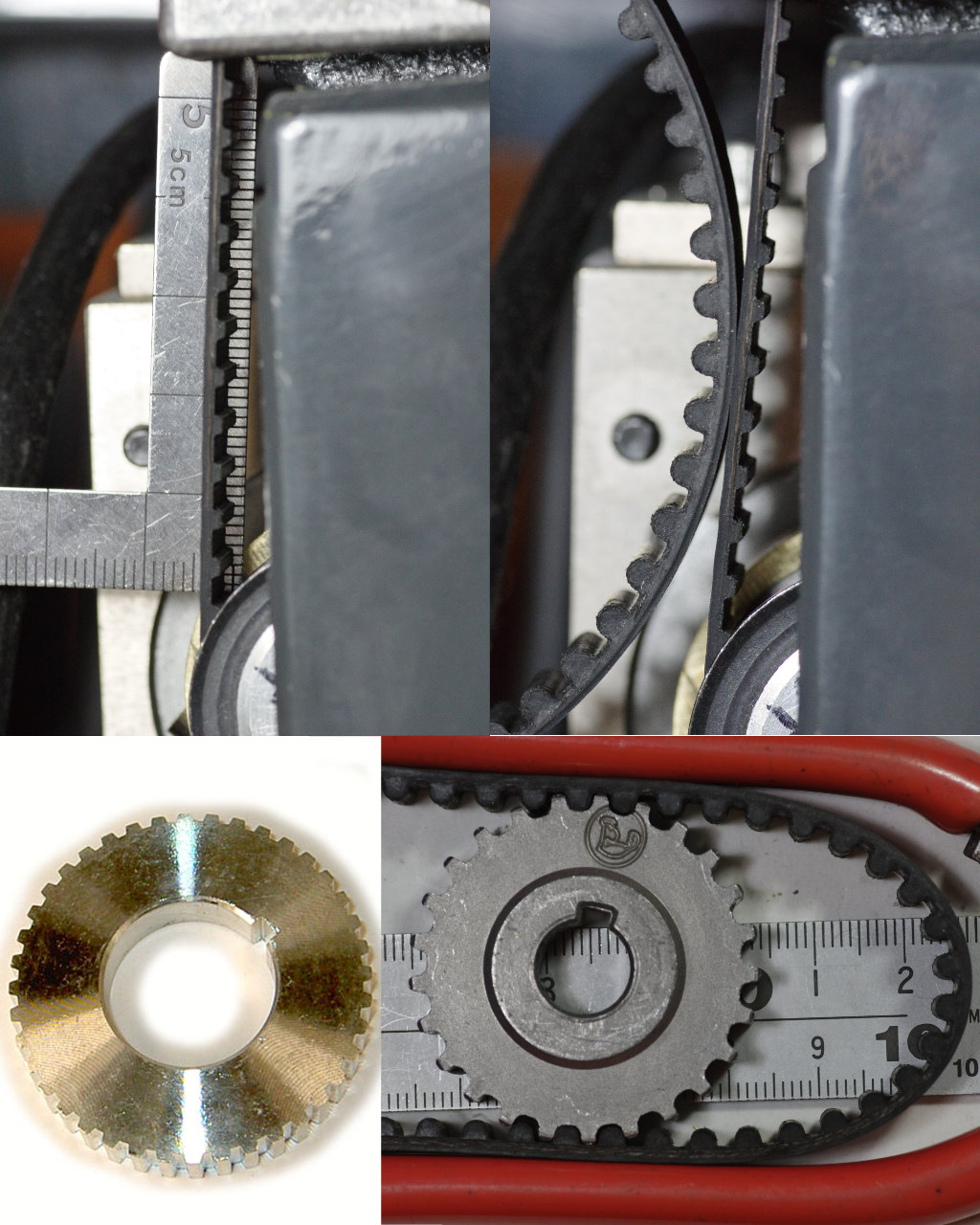
Re: 初心者です 卓上旋盤C2系 -
Kow 2015/09/18(Fri) 05:25
No.346
oldmanさん
貴重な写真をありがとうございます!
無事故でしたし問題ないです、お気になさらないでくださいね。
しかしこんな細いベルトでがんばっていたのですね、恥ずかしながら知りませんでした。
購入して10年以上、今までよく動いたもんだ・・・
Re: 初心者です 卓上旋盤C2系 -
橘 2015/09/22(Tue) 03:24
No.347
皆様、ご回答くださり誠にありがとうございます。
検討の末、寿から購入することにいたしました。
FL260E旋盤の標準的なセットにさせていただいた次第です。
ただ、加工内容によっては今後も別なパーツを購入することがあるかと思いますが
またその時はなにとぞよろしくお願いいたします。
何より肝心の加工の際に、コツなどをお伺いしたく思います。
今後ともよろしくお願いいたします。
とりあえず旋盤が届くまではこちらのサイトや本で勉強させていただきます。
本当にありがとうございます。
Re: 初心者です 卓上旋盤C2系 -
Kow 2015/09/22(Tue) 23:51
No.348
橘さん
ご購入おめでとうございます!FL260Eは350より短い分、剛性的に有利といううわさも・・・。
なにか削ったら、レポートよろしくお願いいたします!
Re: 初心者です 卓上旋盤C2系 -
橘 2015/10/06(Tue) 21:57
No.355
お世話になっております。
寿より、FL260E旋盤が届きました。
早速金属製のチップを加工してみましたが、チャックで挟んでいるとやはりチップが薄すぎるせいか
外側がガタガタになってしまいました。
別の金属製の円柱に窪みをつけ、はめ込んだ後に刃を入れてみましたが、回転中に接着が外れてしまいました。
外側がガタガタにならずに、チップのふちギリギリまで窪みをつける方法はありますでしょうか?
Re: 初心者です 卓上旋盤C2系 -
アシリン 2015/10/07(Wed) 07:21
No.356
橘さん、はじめまして。
>別の金属製の円柱に窪みをつけ、はめ込んだ後に刃を入れてみましたが、回転中に接着が外れてしまいました。
この方法は小さい物を削るとき、私も良く使います。
使う接着剤は瞬間接着剤。
それをはみ出るほど塗って使います。
瞬間接着材の弱点として、熱に弱いので、出来るだけ熱を掛けないようにゆっくり削るか、
冷却をしながら切削します。
熱に弱いのは利点でもあり、削った後に軽くバーナーなどで熱を加えるとポロッと外れます。
外れてしまう場合、嵌め合いが緩い可能性が有りますので、きつくならない程度に合わせるといいと思います。
Re: 初心者です 卓上旋盤C2系 -
橘 2015/10/12(Mon) 02:25
No.359
皆様のアドバイスのおかげで、理想的なものを作れるようになってきました。
やはり、タイロックの接着剤を使うときれいに削れるようです。
とりあえずチップに窪みをつけるという作業はうまくできるようになってきたので、今後は
チップをさらに薄くする、という作業をうまくなりたいです。
基本的な作業は変わらないと思うのですが、薄くする際気を付けることはございますか?
あと、初歩的な質問になるのですが、バイトの刃が欠けてしまった場合、どのようにすれば
復活しますでしょうか?
Re: 初心者です 卓上旋盤C2系 -
Kow 2015/10/15(Thu) 17:48
No.360
橘さん、こんにちは。
お返事遅くなり申し訳ありません。
>皆様のアドバイスのおかげで、理想的なものを作れるようになってきました。
素晴らしい!ぜひ、自作自慢掲示板に写真をアップしてくださいね。
>とりあえずチップに窪みをつけるという作業はうまくできるようになってきたので、今後は
>チップをさらに薄くする、という作業をうまくなりたいです。
>基本的な作業は変わらないと思うのですが、薄くする際気を付けることはございますか?
ものを見ていないのでなんともいえませんが(削りたいものの画像を添付して頂けると解答たくさん来ると思います)、
回転数を上げず、切込みを極小(0.1mmとか0.2mmとか)で仕上げればいいはずです。
切削油もあればいいかな・・・何といいますか、「決まる」パラメーター(回転数、切り込み)がありますので
ある程度は試行錯誤が必要ですね。
びしっと決まると気分いいですよね。
>あと、初歩的な質問になるのですが、バイトの刃が欠けてしまった場合、どのようにすれば
>復活しますでしょうか?
ハイスバイトをお使いでしょうか?
そうであれば、グラインダーで掛けたところまで削り込んで、砥石で丁寧にとげばOKです。
スローアウェイであれば交換しかありません。
使用しているバイトの画像もアップして頂ければ、さらに詳細なアドバイスができると思います。
研ぎ方もいろいろコツがあります・・・!