Re: C軸を使用した場合のGコード -
Kow 2015/09/06(Sun) 23:00
No.316
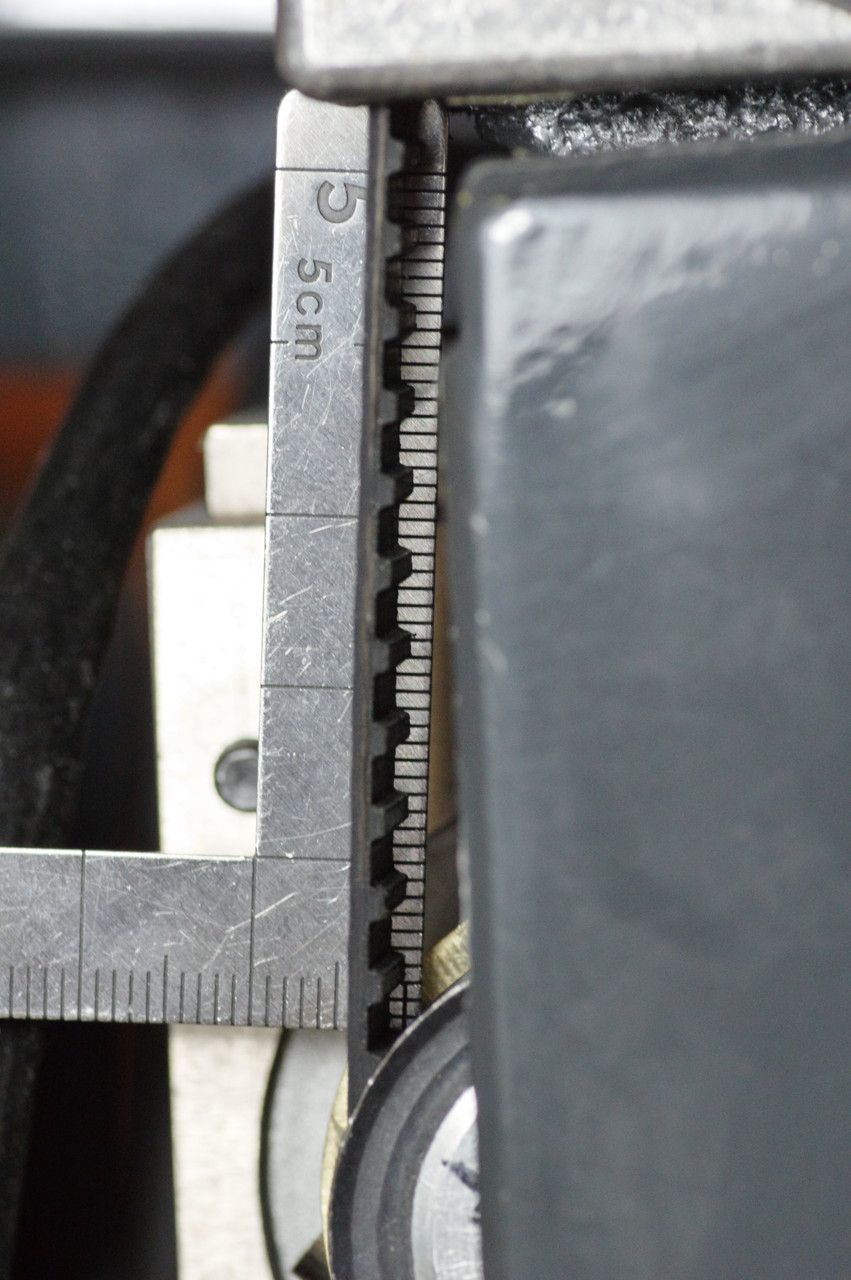
ヘリカル降下によるネジ切り試しました。
ダブルアングルカッターをグラインダーで加工して底面を
詰めたものを使いました。
まあ、なんとかネジにはなっているようです。来週は
いよいよ頼まれパーツの量産に着手します。
Re: C軸を使用した場合のGコード -
だいちゃん 2015/09/08(Tue) 22:39
No.317
KOWさんおばんです。C軸を使ってどのようなことをされているのでしょうか?。同じようなことの繰り返しならプログラム書いちゃったほうが
速いのでは?。でも、どんな作業なのでしょう気になります。
Re: C軸を使用した場合のGコード -
Kow 2015/09/10(Thu) 02:48
 No.318
No.318
だいちゃんさん、こんばんは。
何をしているのかといえば、写真のとおりヘリカル降下でねじを切っている・・・わけです。
プログラムは書いていますがあまりに自己流でして、いったい普通のC軸はどう制御するのか・・・がわからず・・・。
今週末にでも記事に起こしますね〜
Re: C軸を使用した場合のGコード -
tsuzuki 2015/09/10(Thu) 11:56
No.319
>G92でC軸をリセットして、
>同じようなことの繰り返しならプログラム書いちゃったほうが
>速いのでは?。でも、どんな作業なのでしょう気になります。
こんにちは
Kow CNC スクールの生徒である私は
G92を結構多用しています。(講師にメールでつきっきりで教えてもらいました!)
たとえば旋盤作業など。
0.02mmだけ軸を細くしたいときなど、y軸をこれで送ってもう一度切削する。
面取りなども一回面取りをして、もうちょっととりたいときに0.1mm送るとか。
一回で停止してくれると精神的に余裕ができます。
自動で動いてくれるという本来の目的からはちょっと逸脱してしまいますが。
USBCNCではsift coordinate systemというのがあっていちいちG92を指令しなくて好きなだけ座標を動かせることを発見してしまいました。
Re: C軸を使用した場合のGコード -
だいちゃん 2015/09/11(Fri) 10:42
No.320
kowさん、そうなんだ。わたしはXY移動でしかヘリカル降下しかしたことがなかったので。7075にネジを切るのに使って十分な精度
だと思いましたが、C軸だと旋盤と全く同じように綺麗なねじが切れるんですね。
Re: C軸を使用した場合のGコード -
通行人 2015/09/11(Fri) 12:35
No.321
面白い事をなさっていますね
>C軸を1回転させるたびにG92でC軸をリセットして..
G92リセットの意味が判りません
端面Z0で ピッチ1.5ネジで6ミリの長さなら
G01Z-6.0 C1440.0(360×4山)
この1行 で切れると思います
製品を付けずに試してください
Re: C軸を使用した場合のGコード -
猛牛ロック 2015/09/12(Sat) 08:31
No.323
> G92を結構多用しています。
最近はG52を使う人がほとんどで、G92派は少なくなってきたように思っていたのですが、
今回の切削ではまさに「G92」の出番、という感じですね。
ですが、私も通行人さんのおっしゃる通り、
> G01Z-6.0 C1440.0(360×4山)
をしてから、場合によってはY○○と更に切り込みをいれて
G01Z0C0
と往復で切るでしょうから多分G92は使わないように思います。
切削具合から、1方向にしておくのがベストならG92を使うでしょうけど。
Re: C軸を使用した場合のGコード -
Kow 2015/09/13(Sun) 14:55
No.324
だいちゃんさん
XY制御できれいな円が掛けない程度の精度なトホホフライスですから苦労しちゃってます。0.1mm程度はバックラッシュを
吸収しきれてないので、いろいろ考えてC軸に取り掛かりました。確かに精度はよいようです、旋盤並です。
tsuzukiさん
私がG92を多様するので、tsuzukiさんに妙なクセを就けてしまったかも知れません(笑
G92はさらっと書けるので便利ですよね〜。
通行人さん
たとえば外周にそって10mm切り込みたい場合、
G01 Z-0.5F10
G00 C360.0
で0.5mmの切れ込みで1週まわしたあと、いったん
G92 C0.0
でC軸の座標をゼロに戻してから
G01 Z-1.0F10
G00 C360.0
で1.0mmの切れ込みでさらに1週まわす、とやっているのです。これがよいのか悪いのか??
猛牛ロックさん
アドバイスありがとうございます!
ヘリカルの場合は1440などで一気にまわしたほうがよいことがわかりました、ありがとうございます。
通常の加工で1週ごとにZを0.5mm下げたい場合などは、やはり1週ごとにG92などでCをゼロリセットするのでしょうか??
Re: C軸を使用した場合のGコード -
通行人 2015/09/13(Sun) 19:49
No.326
余聞書き込みですみません
G01 Z-1.0F10
G00 C360.0
これでネジが切れるのでしょうか?
ネジですからZの切り込みとC軸も回転が同時に行われないとネジにならないと思いますが?
座標原点がわかりませんが
YまたXでネジの切り込みをしたとして Z切り込みとC軸回転を同時にしないとネジに成らないと思います
毎回G92でリセットの必要は無く 最終Z座標位置とC軸座標位置を同じ行に書きます
少しプログラムを難しく考えすぎていませんか?
G92はワ-クで指定した後は同じ刃物なら普通リセットの必要は無いと思います
多用すると 何処を走っているのか解からなくなります
今回のプログラムを見せて頂くと お答えできるかも知れません
余談 中上君が今4番手を走っています(わかる人にだけ)
Re: C軸を使用した場合のGコード -
猛牛ロック 2015/09/13(Sun) 19:54
No.327
> 一気にまわしたほうがよいことがわかりました
基本的には書き方はどうでも良いと思っています。使うマシン(CNCソフト)が違うので
そのマシンのサポートしているコードで、自分の馴れた方法で書けば良いのではないでしょうか。
今回の件ではkowさんのコードも全く同じ結果になると思います。しかし、骨董品のような
NC機ではG92で「一呼吸」止まることがあります。そのときは線が出来てしまいます。
(かと言って、大した問題ではないですけど)
> やはり1周ごとにG92などでCをゼロリセットするのでしょうか??
「通常の加工で」ということなら、よく判りません。G92自体、本コードではあまり使わないような気がします。
1周ごとにはしないように思います。
自分で書いたコードなら刃物を逃がした時ですかね。1ブロック切削後、次に行くときに使いますね。
あと、うっかり間違いでしょうけど、上記コードは間違えです。(通行んさんに書かれましたね)
>
> G01 Z-0.5F10
> G00 C360.0
これは
G01 Z-0.5 C360. F10.
と一行に書く必要があります。
Re: C軸を使用した場合のGコード -
Kow 2015/09/13(Sun) 20:45
No.328
通行人さん、猛牛ロックさん
ご返答ありがとうございます!私がいろいろやらかしているので混乱させてしまい申し訳ありません。
今、ねじ切りと、普通の?段つき加工を行っております。
1)ねじ切り
ねじ切りに関して、こちらはご指摘のとおりG92でいったんとめると筋が残ることがわかり、今は一発で加工してます。
ピッチ1mmで3回転切り込む場合は
G01Z-3.0 C1080.0
G01Z101 C0.0
というように書いています。
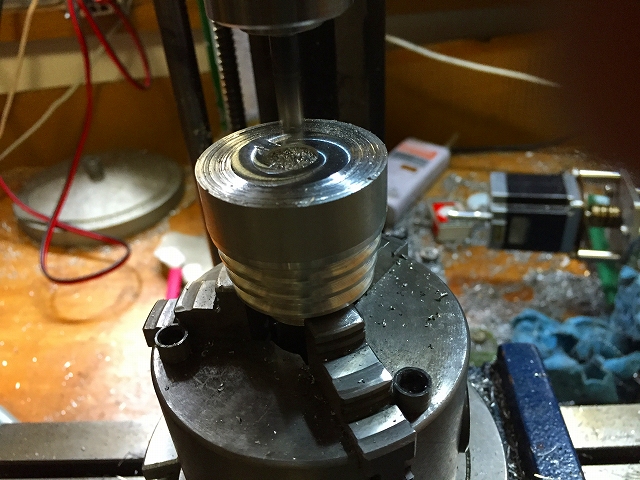
2)通常の加工
画像のように、丸棒をC軸に加えて段つき加工を行うような場合です(わかりにくくてスミマセン)。
こちらもらせん状に落とせばいいのですが、回転数を掛けるのが面倒で、たとえば10mm段つきを作りたい場合は
G01 Z-0.5F10
G00 C360.0
G92 C0.0
G01 Z-1.0F10
G00 C360.0
G92 C0.0
・
・
・
G01 Z-10.0F10
G00 C360.0
G00Z20
といったコードを書いている、というしだいです。
4位!結果はどーなりましたか?
Re: C軸を使用した場合のGコード -
通行人 2015/09/13(Sun) 21:32
No.329
やはり毎回リセットの必要有りません
段加工も刃先が切れる物(普通)を使えばZ-10.0まで1行で行えます
これはヘリカル下降と同じです
最後の行のZ20は多分間違いと思いますがZ20.0として下さい
MACHIは小数点なしを受け付けますが 通常の制御ソフトはZ20はZ20ミクロンと認識します
NCプログラムは小数点はかならずつける癖をつけたほうが良いと思います
余談 なか入賞 ロッシュ現在トップに出た
Re: C軸を使用した場合のGコード -
猛牛ロック 2015/09/13(Sun) 23:12
No.330
言っていることは判ります。全く問題ないです。ただ、今回も
G00 C360.0ではなくG01 C360.ですよね?
M98 P0001 L10 (O0001を10回)
O0001 (0.5mmピッチで1回転)
G92 Z0 C0
G01 Z-0.5 C360.
M99
みたいな書き方でも、本人の好みで書けば良いのではないでしょうか?
また、
G92 Z0 C0
G01 Z-0.5 C360.
の2行のコピペで回転数分書いても良いと思います。
(でも、あまり他人には見せたくないですね。)
Re: C軸を使用した場合のGコード -
Kow 2015/09/14(Mon) 01:07
No.331
通行人さん、アドバイスありがとうございます。
やはりヘリカルと同じように書いたほうがシンプルでよさそうですね。10mmまで先の絵のような削り込みをする場合は
G01 Z-10.X3600
と書けば1行で済みますものね。
小数点の件、了解致しました。Turbocncも小数点を書かなくても10は10mmと解釈しちゃうので悪い癖がついています。
やっぱりマルケス来ましたね。個人的にはヤマハファンです。
猛牛ロックさん
アドバイスありがとうございます。
G00の件は私のミスです、スミマセン。
>でも、あまり他人には見せたくないですね。
ぐ、ぐさっ!そのとおりですね、1行で書くようにします!(後ほど記事を書くことになると思いますので!)
通行人さん、猛牛ロックさん
もう少しだけご教授頂けますでしょうか。
1行でヘリカル降下させた場合、最後の1週は別コードでヘリカルさせずに1週させる、でよいでしょうか?たとえば
開始時Z軸位置が0の場合、
G01 Z-10.X3600.
G01 X3960.
のように。また素っ頓狂なことを書いていたらゴメンナサイ。
Re: C軸を使用した場合のGコード -
猛牛ロック 2015/09/14(Mon) 05:16
No.332
KOWさん、結構飲んでるでしょ?
G01 Z-10.C3600.
G01 C3960.
ですよ。
ネジじゃなく、エンドミルで径を細くする場合は最後に1周追加します。
勿論、XY軸で普通にヘリカルの場合も
G00 X-10. Y0 Z0
G02 I10. Z-0.5
I10. Z-1.
I10. Z-1.5
I10. Z-2.
I10.
の様に最後に1周させます。(ネジなら1周させません)
Re: C軸を使用した場合のGコード -
Kow 2015/09/15(Tue) 05:34
No.335
猛牛ロックさん
嗚呼、確かに飲んでたかも・・・。実は今手抜きしてX軸のラインにC軸モーターをぶっさして動かしてたため
修正漏れちゃいました。恐縮です。
だいたい、わかってきました!厚くお礼申し上げます〜!