無題 投稿者:
かんた 投稿日:2016/02/16(Tue) 19:04
No.492
一応週末に書いたものがこれで 大体の円は描けてると思うのですが・・・円の切削中は特に渋くなるような
動きは見当たらなく また軟らかめのPOM素材買ってきて三角形状を削ってみましたが アルミ切削とほぼ同じ結果でした
やはり どこか機械の問題ですかね

Re: 無題 -
Kow 2016/02/17(Wed) 00:46
No.495
うーん、難しいですね、、、
パッと見よさそうですが、微妙にずれている可能性は十分にあります。
エンドミルの代わりにボールペンをつかんで、紙に
・円
・正方形
・三角形
などを書いてみて、正確にノギスで計測するとよいように思えます。
前のご投稿の画像を見るにつけ、きれいに円がかけていないのでは、と。。。
Re: 無題 -
tsuzuki 2016/02/18(Thu) 15:56
No.497
かんたさんこんにちは
円はほぼ円に見えますね~。
ということは負荷が軽ければ円を描けるような信号がちゃんと来ていて、ステッピングモータもそれにしたがって動いている。
ということはやはり機械の調整でしょうか。
私の機械でのずれは軸を固定するナットのゆるみがでていたりカップリングでスリップしていたりしていた事があります。
ナットの緩みはロックタイト固定、カップリングでのスリップは固定ねじを4本にすることで解消しました。
カップリングでのスリップはわかりにくくて苦労しました。時々わずかにスリップするだけなので。
しっかり固定したところでラッカーを塗って緩んだらわかるようにしました。
あり溝調整がゆるすぎても逃げがでますよね。
テーブルを手で思い切り前後左右にこじるようにゆすって、がたが感じられるようだとアルミ切削といえども逃げると思います。
機械全体が動いてしまっても(30kgの機械ですが)テーブルが動かない程度のあり溝調整が必要と考えています。
逆にあり溝がきつすぎて脱調しても当然きれいな切削にはなりませんよね。
軽負荷で円を描いている時点では何とか動いていても負荷がかかるとあり溝負荷プラス切削負荷にモーターが負けて脱調している。
これだと動いていてなんとなく滑らかでなくなりますね。
音を聞いているとわかるでしょうか。ステッピングモータのトルクにもよりますがカップリングを持ってかろうじてまわせるくらいの硬さ
でないと脱調してしまうこともあるようです。調整当初は動いていても時間がたちあり溝のオイルが切れて重くなり脱調してしまうという
経験もしました。
汎用機はポンプがついていて毎回使用前にこのポンプでスライド部にオイルが送れるようになっています。
ハンドルを手で回してみるとオイルのあるなしの差はとても良く実感できますね。(手作業のいいところでしょうか)
このくらいしか思いつかないのですが。
蛇足になりますが。
円は右側と左側で少し線の幅が違って見えます。
テーブルがX軸上で少し傾いているかもしれませんね。
X軸プラス方向でテーブルが少し上がっているとこうなるかと思うのですが、いかがでしょう。
私の30kg台のCNCマシンで切削したマスターロッドです。材質はA7075です。
ホビーマシンでもこのくらいまでなら時間と工夫で何とかなるようです。
がんばってみてください。
Re: 無題 -
かんた 2016/02/18(Thu) 19:39
No.499
何度もご教授ありがとうございます ほんと感謝します
もう少し バックラッシュ詰めてみようと思います またtsuzukiさんご指摘のカップリングのスリップに
やや思い当たる事があり じつは何回かステッピングモーターとの間に隙間が若干出ることがあり その都度詰めて調整してたのですが
もしかしたらそれかもしれません 固定ネジの追加なかなか難しい作業ですが ここまで来たらもう少し慌てず やっていきます
それにしても すごい作品です 個人レベルのものとは・・驚愕です・・モチベーション上がりました!
Re: 無題 -
かんた 2016/02/28(Sun) 15:44
No.508
ようやくカップリングの固定ネジを追加してみたところ 良い感じになりました
まだ少し くぼみが若干有りますが バックラッシュをもう少し調整すれば良いレベルと思います
やはりダイヤルゲージを持ってないのですが 買ってダイヤルゲージで計測しないとバックラッシュの調整は大変だと感じました
にしても 画像では分かりづらいと思いますが 自分の中では劇的な変化です カップリングの部分が
すこしスリップ気味だったのが原因だったと思います
みなさんありがとうございました おそらく自力で解決は無理だったと思います
また相談にのってください 宜しくお願いいたします
Re: 無題 -
Kow 2016/02/29(Mon) 23:23
No.511
かんたさん
レポートありがとうございます!
劇的に改善されましたね。もう少しの調整できれいになりそうです。
あまりこだわりすぎずにベルトサンダーでつるっと撫でてしまうのも手ですが:-)
これからどんなものを作られるのでしょうか、楽しみです。
ぜひなにか出来ましたら投稿してくださいね。
これからもよろしくお願いいたします。
よいダイス? 投稿者:
Kow 投稿日:2016/02/14(Sun) 17:43
No.487
みなさん、こんにちは。
今日、快削ステンレスにM6並目、M8並目のねじを旋盤とダイスで切ろうとしましたが。。。
M6は何事もなく切れたのですが、M8は刃の掛りが悪くすべってしまい、うまくいきませんでした。
量産ものなので毎回ねじ切りバイトで切るもの厄介で、どうにかしたいものだと考えています。
今使用しているダイスはいわゆるセット2000円、の類の決して良いものではないため、それなりの
よいダイスならばM8でも切れるのではないかと考えています。
皆様のご経験的に、快削ステンレス8mm丸棒にM8のねじをダイスできるのは
-ダイス次第でイケる
-結構無理がある
のいずれか、また使ってみてよかったダイスのメーカーと種類がありましたら
ご教授頂けませんでしょうか。
よいダイスも値段が天井知らずで、迷ってしまいます・・・
Re: よいダイス? -
だいちゃん 2016/02/14(Sun) 21:16
No.488
kowさんこんばんは。7075の8ミリを有名メーカーのダイスでねじ切りしようと思ったのですがうまくいきませんでした。
6ミリだったら切れるんですが。私の旋盤はねじ切り部分は改造で捨てているので(インチピッチだから)フライスのヘリカル
降下で切りました。
ある加工屋さんにそんな話をしたら、「ワークをちょっと削って細くすれば」と言われました。タップ作業も同様に下穴を若干
大きくするそうです。それでも締付けトルクには問題ないとか。あまり参考になりませんが。
Re: よいダイス? -
tsuzuki 2016/02/15(Mon) 11:46
No.489
Kowさんこんにちは
タップの話になりますが、旋盤のバイトホルダー(イスカルの物)にタップを立てたことがあります。
かなり材質的には硬いもののようで国産有名メーカーの普通のスパイラルタップはまったく歯が立ちませんでした。
これを難削材用のものに変えるとさくさくタップがたってしまいました。
ノギスのスケール部分のタップたても同じでした。(超硬ドリルでないと穴も開きません)
刃物により切れはまったく別世界になるようです。
ダイスは特に難削材用というのはないようですがメーカーによる切れは明らかに差がありますね。
比較的安い国産(たぶん)メーカー品とヤマワなどでも明らかに差があります。
比べると差は歴然です。
(初めのころはどれでも同じと思いやすいものを買っていました。ダイスは特に高いですからね~)
SCMとかSK4でM14くらいまではダイスでねじをきりますが特に問題なく切れます。
ねじきりするところは13.6くらいに削ってしまいます。
食いつき部分は面取りをしっかりします。
それでも硬く感じるときはアジャストねじで少しダイスを広げてまずねじをきるようにしています。
快削ステンレスも同じような感じで削れるかどうかは私は経験がないのでなんともいえません。
加工硬化を起こしてしまうと厳しいんでしょうね。(快削ステンレスがどのくらい加工硬化を起こすかも知りません)
結論としては
ダイスを変えれば十分切れる ではないでしょうか。たぶん
だめだったらごめん。
Re: よいダイス? -
Kow 2016/02/17(Wed) 01:29
No.496
だいちゃんさん、tsuzukiさん、コメントありがとうございます。
清水の舞台から飛び降りて、
OSG ステンレス用ねじ切り丸ダイス
を注文しました!8mm並目用、1つだけで5000円オーバー・・・。今回の御依頼分の利益がすっ飛びます(涙
切れ味レポートしますね~!
Re: よいダイス? -
tsuzuki 2016/02/18(Thu) 16:12
No.498
Kowさんこんにちは
>切れ味レポートしますね~!
まってまーす。
使うときは必ず切削油たっぷりでね。
切削油無いと切れ味ぜんぜん違うしダイスを痛めます。
できれば一生ものであってほしいですから・・・・
私はステンコロリンを使っています。
はじめまして 初心者の者ですが 投稿者:
久保田 投稿日:2016/01/29(Fri) 11:19
No.465
はじめまして
CNCに興味がありまして自作CNCではないのですが
中国製のCNC3020を購入しました
初めにバイクのメーターパネルの製作を始めたのですが
MACH3でCNCを動かすと、ずれが生じてしまいます
WT2CADで作図してJMM-TOOLでGコードを作り
NCVCで確認しました
解決方法が解りません
MACH3の設定が間違っているのでしょうか?

Re: はじめまして 初心者の者ですが -
たぬき 2016/01/29(Fri) 17:07
No.466
こんにちは。
他の方の書き込みを待つことになりますがそれまでのつなぎで笑
真円は描けているのでMACHの設定ではない気がします。
Gコードは全部一括で生成していますか?
それとも2つに分けていますか?
2つに分けているなら原点出しを失敗しているのではないでしょうか。
3つの形状を一発でGcode生成すれば解決すると思いますがいかがでしょう。
Re: はじめまして 初心者の者ですが -
久保田 2016/01/30(Sat) 19:04
No.467
アドバイス有難う御座います
2つ分けているのど1度でGコード作ってみます
Re: はじめまして 初心者の者ですが -
Kow 2016/01/30(Sat) 23:01
No.468
久保田さん こんにちは。
Gコードを分けている(拝見する限り、外形のパスと穴あけのパスを分けているように
お見受けいたしますが)のであれば、それぞれの図面の原点がずれてしまっているのでは
と予想されます。
1つのコードで生成しても解消されるでしょうし、それぞれの図面、もしくはGコード
生成時の原点を合わせても解消されるのではないでしょうか。
NCVCなどのツールを使用するとGコードを視覚的にチェックできます。
原点も表示されますから、それぞれのGコードをNCVCで表示させて原点を目視してみてください。
以下の画像の赤丸部分が原点です。
NCVCのリンクはこちらです。ご不明点ありましたら、コメント頂ければ幸いです。
http://s-gikan2.maizuru-ct.ac.jp/xcl/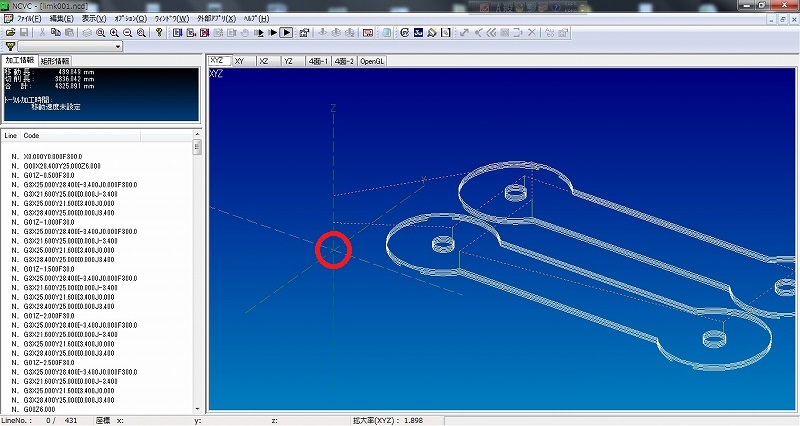
Re: はじめまして 初心者の者ですが -
Kow 2016/01/31(Sun) 01:04
No.469
あと、考えうるケースとしては、
最初のGコードが原点復帰せずに終了しており(たとえば10,0など)、
2つ目のGコードをロードする際に座標をゼロリセットしてしまっている
事も考えられます。
この場合、
・最初のGコードの最終行に
G00X0.0Y0.0
を記述し、エンドミルを原点に戻してから終了する
か、
・2つ目のGコードをロードする際に「座標をゼロリセット」しないで作業
を行えば大丈夫だと思います(体験談的に)。
ただこのゼロリセットがプログラム中にあったりすると厄介ですが。
Re: はじめまして 初心者の者ですが -
久保田 2016/02/04(Thu) 16:12
No.472
皆さんご指摘有難う御座います
ご指摘通り原点が5mmずれていました
無事にメーターパネルを完成できそうです
皆さん有難う御座いました
Re: はじめまして 初心者の者ですが -
Kow 2016/02/05(Fri) 01:18
No.473
よかったです!
完成しましたら、ぜひ見せてくださいね。
これからもよろしくお願いいたします。
Re: はじめまして 初心者の者ですが -
久保田 2016/02/16(Tue) 21:47
No.493
ホームセンターで3mmのアルミ板を
購入してメーターパネルを完成させました
エンドミルを1回折ってしまいましたが
完成しました
2.8mmまで削って仕上げました
初めての加工でしたので感動しました
色々なアドバイス有難う御座いました
Re: はじめまして 初心者の者ですが -
Kow 2016/02/17(Wed) 00:44
No.494
久保田さん
おめでとうございます!
きれいに仕上がりましたね~
面取りカッターで面取りを行うとさらに品質がぐっとあがりますよ。
ぜひお試しください。
ご投稿ありがとうございます!
サインスマート ドライバーボード 投稿者:
Bon 投稿日:2015/12/19(Sat) 17:02
No.428
自作のCNCでHobbyCNCの3軸ボードを使っているのですが、もう5年になるのでトラブった場合の予備を考えていました。
同じものを買っておこうかなと思ったんですが、オーナーが変わって供給停止になったようです。
それで、ネットを見ていたら、Amazonで"サインスマート ドライバーボード"というのを見つけました。
会社住所はカリフォルニアになっていますが、代表者は中国名です。
購入された方がおられましたら、情報をお寄せください。
よろしくお願いします。
Re: サインスマート ドライバーボード -
たぬき 2015/12/19(Sat) 19:24
No.429
こんにちは。
私はサインスマートのブレイクアウトボードを使っていますが好調ですよ。
3軸分のドライバーが実装されているボードを検討されているのでしょうか?
モータードライバーが実装されているボードは不注意で飛ばしてしまった場合の出費が痛かったり
問題の切り分けが難しいのでこれを機にボードとドライバーを別体で組んでみてはどうでしょう。
モータードライバーもここの1個980円のもので十分でしょうし(使ったことはありませんが)
全部揃えても5500円程度ですからコスパ的にもいいと思いますよ。
Re: サインスマート ドライバーボード -
Bon 2015/12/19(Sat) 21:42
No.430
たぬきさん、
ありがとうございます。
仰る通り、ドライバーボードを分けておくのはいいですね。
加工が1時間ぐらいを超えると、X軸が脱調したような現象が最近2回ほどあり、
HobbyCNC の年数が経ったからという以外に、予備を考えるようになった理由の一つです。
メカの調整をしてからは問題ないんですが、バックアップとしても、3軸分のドライバーと
BOBを買ってみようかと思います。
追記です;
Mach3のフォーラムで検索してみましたが、書き込みの範囲ではあまり評判は良くないですね。
検索でヒットして内容が合っていたのは4件ほどですが ...
HobbyCNC はコンパクトなのと半田付けの楽しみがあるのでよかったんですが。
Re: サインスマート ドライバーボード -
Bon 2016/01/23(Sat) 09:53
No.456
HobbyCNCのボードが供給停止になっていると投稿しましたが、新体制の元で再開しました。
部品サプライの都合で、出荷は2月初めからになるそうです。
ご意見をいただいて、BOBとドライバを分けることも考えていましたが、HobbyCNC PROを購入することにしました。
予算の面からは中国製がたいへん魅力ですが、HobbyCNCはMach3のフォーラムでも悪い話がないようです。
ちなみに、私が購入した2010年より安くなっていましたが、残念ながら当時の為替レートは95円程度だったので
今の円価では3割アップくらいになっています。(レートを勘違いしていたので、修正しました)
半田付けが楽しみ(!)になりました。
Re: サインスマート ドライバーボード -
tsuzuki 2016/01/23(Sat) 12:02
No.457
Bon さんこんにちは
私はグライダーつくりでHobby CNC基盤を使っています。
スタイロフォームをタングステン線を加熱してCNCでカットします。
左右にそれぞれx、y軸があるので4軸用のものです。
5年位前に買いましたが調子よく動いています。
製作法は詳しく書いてあり、テストポイントが基板上に設定されていて、そこの電圧を見ながら半固定抵抗を調整するようになっていました。
とても信頼できるなと感じました。
ちなみにソフトはGMFCというフォームカット専用ソフトです。
ギリス・ミューラー、フォーム、カッタの略でしょうか。
http://gm.cnc.free.fr/en/index.html
これもサポートが非常にしっかりしていました。
私のようなCNC音痴の者でもとにかくマニュアルどおりにパソコン上で設定すれば動いてくれるのがいいですね~。
Re: サインスマート ドライバーボード -
しんきち 2016/02/02(Tue) 11:42
No.470
こういう製品って日本のamazonでも売ってるんですね・・
Re: サインスマート ドライバーボード -
Kow 2016/02/03(Wed) 02:54
No.471
ハイ、Amazon侮れませんよ^^
アルミ加工について 投稿者:
まさし 投稿日:2016/01/24(Sun) 09:54
No.458
はじめまして。
非常に興味深く拝見しました。
当方、樹脂製品の試作屋をやっていまして、ファナックのマシニングセンターと3次元CAD(シマトロンE)を使っています。
趣味でクルマのパーツも作るんですが、樹脂は本業なので楽勝ですが、金属(アルミ)が苦手で手を出しかねています。
以下3点ほどご教示願えればと思います。
①アルミはホムセンで売ってる板材を試してみたらエアブローだけでは煮えついて難儀しました。(切削油装置はありません)
加工性のよい材料ありましたら番手を教えていただきたいです。
②エンドミルはやはりアルミ用のダイヤモンドコーティングが必要でしょうか?
通常は廉価な超硬を使っています。
③φ4.0フラットでポケット加工をする場合、回転数、切り込み深さ、送りはどのくらいにされますでしょうか?
ちなみにABS樹脂だと、S4000、Z2.0、F800~1000 というところです。
宜しくお願いします。
Re: アルミ加工について -
Bon 2016/01/24(Sun) 10:49
No.459
まさしさん、
自作の機械はアルミ材で組んで剛性が低いですので、マシニングセンタとは雲泥の差がありますがご参考に;
>> ①アルミはホムセンで売ってる板材を試してみたらエアブローだけでは煮えついて難儀
ホームセンターで買ったことがないので確かなことは言えませんが、純アルミ(A1050など)ではないでしょうか?
柔らかいので、削りにくいと思います。私の場合は、自作機の部品などはほとんど A5052 です。
材料は、門真メタル(http://sellinglist.auctions.yahoo.co.jp/user/boumanz2017) から購入しています。
板材は寸法指定で注文できるので、とても便利です(関係者ではありません!)。
ヤフオクになっていますが、メールでも注文できます。
>> ②エンドミルはやはりアルミ用のダイヤモンドコーティングが必要でしょうか?
いつも使っているのは、三菱日立ツール(旧日立ツール) アルミ用エンドミルです。IHC.MonotaRO で購入しています。
ねじれ角45度で樹脂の加工にも使うので、最近はこればかりです。
>> ③φ4.0フラットでポケット加工をする場合、回転数、切り込み深さ、送りはどのくらい
エンドミルメーカーの資料を参考にして、トライされるといいと思いますが、基本は高回転、高送り、低切り込みだと思います。
私の場合は、4mmエンドミルなら、S7000(切削速度約90m/min)で、Z0.2~0.3、F800~1000くらいです。
(繰り返しますが、マシニングセンタの曾孫以下の自作機ですので、あくまでもご参考に)
マシニングセンタで回転が出せるなら、100m/min以上が望ましいと思います。
ちなみに、ABSは削り難くないですか?
チンタラ削っていて、どろどろになった覚えがあります。切り込みを少なくして思い切り送りを上げると何とかなりましたが。
Re: アルミ加工について -
まさし 2016/01/24(Sun) 19:19
No.460
>Bonさん
早速のレスありがとうございます。
材料はA5052ですね。エンドミルなどを買っているミスミの材料サイトにもありました。
門真メタルも近いので、材料のことなど教えてもらうには一度行ってみるのがいいかもしれません。
エンドミルはやはりアルミ用なんですね。
とはいえ、私が普段樹脂に使ってるのもメーカーサイト見たらアルミに◎付いてました。(汗)
http://jp.misumi-ec.com/vona2/detail/110600000420/?
F7000 Z0.2~0.3 ですか!?やっぱりそんなちょっとずつ削るんですね。
工作機械の展示会など行くと、Φ10でZ10くらいケミウッドかって勢いで削ってるデモ見ますが、あれ一体どうなってるんでしょうね。
うちのロボドリルは8000rpmまで回せます。
エアブローだけですし樹脂は溶けると面倒なので普段4000rpm、早く送るときで6000rpmですね。
とはいえ、溶けて困るということは狭い領域を深彫りするとかでなければめったにありません。
今はジュラコンを加工してますが、荒加工はR3.0ボールでZ2.5 サイドステップ4.0 F1200、仕上げはφ4.0/R0.2ラジアスでF1200です。Sは4000。
樹脂は煮えつきよりも、切粉が主軸周囲に静電気で付着するので、ツールチェンジで噛みこまないか、そっちが心配になります。
アルミ加工は趣味の範疇なのでトライ&エラーで挑戦してみます。
ありがとうございました。
Re: アルミ加工について -
Bon 2016/01/24(Sun) 20:03
No.461
まさしさん、
ご参考になれば幸いですが、切削データは当方のショボい自作機のもので、マシニングセンタなら切込み、送り共にもっと上げられると思います。
門真メタルは、私も近くなので行ってみようとしましたが、無店舗です。
ご紹介したURLを見てもらえば、アルミの材種について説明があります。
私もマシニングが欲しいですが、マンションの小部屋には入りません!!
Re: アルミ加工について -
Kow 2016/01/24(Sun) 23:24
No.462
まさしさん、はじめまして!
本サイトの管理者のKowと申します。サイトご覧頂き、また掲示板のご利用ありがとうございます。
すでにBonさんの回答がありますが、私からも炎熱ながら回答させて頂きます。
>①アルミはホムセンで売ってる板材を試してみたらエアブローだけでは煮えついて難儀しました。(切削油装置はありません)
> 加工性のよい材料ありましたら番手を教えていただきたいです。
2017、いわゆるジュラルミンがかなり切削性がよいです。
板材、丸棒とそろっておりますしmonotaroなどで入手も比較的容易です。
腐食性が高いということですが、私はバイクのパーツなどに利用していますが時折磨けば
問題になるほどほ腐食はありません。
>②エンドミルはやはりアルミ用のダイヤモンドコーティングが必要でしょうか?
> 通常は廉価な超硬を使っています。
私はmonotaroの汎用の超硬エンドミルを使用しています。
確かにアルミ専用エンドミルはきれいに仕上がりますが、そうでなくとも最後に0.1mm、仕上げ切削をすることで
きれいに仕上げることができるようです。
(素人レベルですけど)
>③φ4.0フラットでポケット加工をする場合、回転数、切り込み深さ、送りはどのくらいにされますでしょうか?
> ちなみにABS樹脂だと、S4000、Z2.0、F800~1000 というところです。
私のマシンはおもちゃのようなマイクロフライスを使用していますのでご参考にはならないと思いますが、たいていは
・6mmエンドミル(monotaro超硬ギャッシュタイプ)
・材料は2017
・ドライ切削
で、
・回転数:1800回転/分
・切り込み:0.5mm
・送り:F300
とかなり控えめな数値で作業をしております。
なにぶん機械が違いすぎますから参考にもならないと思いますが、、、
Re: アルミ加工について -
通行人 2016/01/25(Mon) 07:54
No.463
まさしさんこんにちは
失礼ですが プロがここで質問してはいけませんよ
みんな遊びでやっている方たちで 基本が違います
ポリアセタ-ル4000rpmは結構遅いですね
アルミは言われるようにA2017がベストです
樹脂の条件で刃物も送りも其のまま
回転数は出来れば8000rpmで加工できます(送りは半分になる)
Re: アルミ加工について -
Kow 2016/01/25(Mon) 09:51
No.464
管理者のkowです。
まさしさんも「アルミ加工は趣味の範疇」とのことなので、いいんじゃないすかね?
有効な回答が得られるかは存じませんが!^_^



