Re: USBCNC4�̐ݒ�ɂ��� -
Kow 2015/04/23(Thu) 15:02
 No.153
No.153
Re: USBCNC4�̐ݒ�ɂ��� -
calo 2015/04/23(Thu) 23:23
No.154
Kow����A���ԐM���肪�Ƃ��������܂��I
�Z�b�g�A�b�v�y�[�W2�Ƃ����܂��ƁA�Y�t�̉摜�Ǝv����̂ł���
�ǂ̃{�^�����ꎞ��~���͂Ȃ̂ł��傤���H
�|�Ă݂����̂́A�p�ꂪ����s���ł��āA�A
������̕������Ē����܂��Ɗ������ł��A�X�������肢�v���܂��B
Re: USBCNC4�̐ݒ�ɂ��� -
tsuzuki 2015/04/24(Fri) 09:48
No.156
calo����ɂ���
����USBCNC���g���Ă��܂��B
�����\���͏o�����Ƃ���܂��AUSBCNC���J���Đݒ�̃y�[�W�����܂���
�Ԗ���pouse�Ƀ`�F�b�N�������Ă��܂��B(�������ꂽ�킯�ł͂Ȃ����߂�������Ă����悤�ł�)
calo����̃A�b�v���ꂽ�ʐ^�ł͂��̃`�F�b�N�������ĂȂ��悤�ł��̂ł���ł͂Ȃ��ł��傤���B
���Ȃ݂Ɏ��͌������{��ɐݒ肵�Ȃ����܂����̂ł��Ȃ�̕��������{��\���ɂȂ��Ă��܂��B
����ł��܂��s�����ǂ����͕�����܂��Ƃ肠�����g���C���鉿�l�͂���Ǝv���̂ł����E�E�E�E
����manual��Eding CNC �T�C�g����_�E�����[�h���ĒT���܂�����������܂���ł����B
Kow�������Ă��ꂽ���͂������ł��ˁB
Re: USBCNC4�̐ݒ�ɂ��� -
tsuzuki 2015/04/24(Fri) 09:59
No.158
�ǐL�ł��B
USBCNC�̃o�[�W�������Ⴂ�܂����ˁB
calo����̂�4.01�@�����������̂�4.02�̎ʐ^�ł����B
4.01���ƐԖ��̂Ƃ���ł��ˁB
���Ȃ݂Ɏ���ver3�i�͎g���Ă��܂��B
(�I���W�i���}�C���h����@�B���w�����āA����ɂ��Ă����̂����̂܂g���Ă��邾���ł��B�j
Re: USBCNC4�̐ݒ�ɂ��� -
calo 2015/04/24(Fri) 12:34
No.159
Kow����Atsuzuki����A���肪�Ƃ��������܂��I
�������삵�܂����I�{���ɂ��肪�Ƃ��������܂��B
�����Ē������ʂ���{��ϊ��������u�_�����]�v�Ƃ������t�ɂȂ�AKow����ɋ����Ē������y�[�W�̃I�����_��́u���]�v�̌��t��
�Ȃ�قǁI�ƂȂ�܂����B�I�����_��̃T�C�g�܂Ō�������Ƃ́A�������ł��ˁB
tsuzuki����A�����J��4.01�o�[�W�����̉摜�܂ł��肪�Ƃ��������܂��B
��ς킩��₷���A�ƂĂ�������܂����B
���������ق��Ƃ����Ƃ����1�_�A��肪����܂��Đ�q�Ő^�J���Ă���Ɛ\�����̂ł���
����2D�̕��ʓI�Ȑ}�Ă�Ȑ^�J��0.6mm�̐[���Œ���A�Ƃ������Ƃ����Ă��܂��B
VcarvePRO���g�p��NC�f�[�^���A����NC�f�[�^�ɁuN125g92Z10�v���P�s�lj�(������10mm����A�Ƃ������e�ł���)��
�^�J���Z�b�e�B���O�A���肽���ӏ���10mm��̈ʒu�ɃG���h�~���̐悪����悤�ɒ��߂����������Ă��܂����B
�ȑO�ɂ������ݒ�Œ�������NC�f�[�^�Œ������X�^�[�g�������A���݂̃G���h�~���̍����Œ������n�܂��Ă��܂��܂����B
�����炭USBCNC�̐ݒ��10mm���̈ʒu�Œ�������A�Ƃ����ݒ肪�Ȃ���Ă����̂��H�Ǝv���܂��B
�x�X���₪�������k�ł���
�AUSBCNC�ւ̐ݒ�ɂ��Ă����������܂��ƍK���ł��B
Re: USBCNC4�̐ݒ�ɂ��� -
Kow 2015/04/24(Fri) 14:08
No.161
tsuzuki����A�҂��Ă܂����IUSBCNC���o���҂̋M�d�ȏ�肪�Ƃ��������܂��B
���̃T�C�g�́uPlease deactivate pause first�v�ŊO���ꌟ���|�����炷��������܂����O�O
calo����
�����ĂȂɂ��ł��B
��VcarvePRO���g�p��NC�f�[�^���A����NC�f�[�^�ɁuN125g92Z10�v���P�s�lj�(������10mm����A�Ƃ������e�ł���)��
���^�J���Z�b�e�B���O�A���肽���ӏ���10mm��̈ʒu�ɃG���h�~���̐悪����悤�ɒ��߂����������Ă��܂����B
���A�A�u�\�����[�g�w�߁I
�����肽���ӏ���10mm��̈ʒu�ɃG���h�~���̐悪����悤�ɒ��߂�
���Ƃ��AUSBCNC��Z���W�͂ǂ�Ȓl�������Ă��܂����H
�܂��A�u�uN125g92Z10�v���P�s�lj��v�������NC�f�[�^�́A�擪20�s���x�������ɓ\��t���Ē����܂����H
����炪����A�Ȃɂ�����A�h�o�C�X�ł��邩������܂���B
Re: USBCNC4�̐ݒ�ɂ��� -
calo 2015/04/24(Fri) 17:16
No.163
Kow����A�����̂��Ԏ����肪�Ƃ��������܂��B
�A�u�\�����[�g�w�߁A�����������̂Ȃ�ł��ˁB
>���肽���ӏ���10mm��̈ʒu�ɃG���h�~���̐悪����悤�ɒ��߂����Ƃ�USBCNC��Z���W�͂ǂ�Ȓl�������Ă��܂����H
10mm��̈ʒu�ɍ��킹�����Ƃ́AXYZ���ׂ�0�ɂ��Ē��������Ă��܂����B
>�܂��A�uN125g92Z10�v���P�s�lj��v�������NC�f�[�^�́A�擪20�s���x�������ɓ\��t���Ē����܂����H
�����uN110G80�v��1�s����N125g92Z10�����Ă����̂ŁA�ꉞ�uN110G80�v��艺�̖�20�s���͂���܂����B
N110G80
N125G92Z10
N120 (End Mill {0.3mm})
N130G00G43Z10.000H1
N140S12000M03
N150(Toolpath:- �|�P�b�g 1)
N160()
N170G94
N180X0.000Y0.000F635.0
N190G00X1.103Y0.259Z6.000
N200G00Z1.000
N210G1Z-0.450F127.0
N220G1X0.713Y0.282F635.0
N230G1X0.043Y0.374
N240G1X-0.288Y0.451
N250G1X-0.727Y0.583
N260G1X-1.214Y0.770
N270G1X-1.689Y1.010
N280G1X-2.046Y1.263
N290G1X-2.467Y1.649
N300G1X-2.689Y1.952
N310G1X-2.782Y2.122
N320G1X-2.844Y2.282
N330G1X-2.859Y2.396
��ς��萔�ł����A�F�l�̂��m�b�����݂��������܂��B�B
�X�������肢�v���܂��B
Re: USBCNC4�̐ݒ�ɂ��� -
�ҋ����b�N 2015/04/24(Fri) 21:35
No.164
������
�R�[�h��2�s�����݂Ă��܂��ǁA�P���ɓ_���������������B
�uZ10.�v�ł͂ǂ��ł����H
Re: USBCNC4�̐ݒ�ɂ��� -
calo 2015/04/25(Sat) 00:00
No.165
�ҋ����b�N����
�����́B
�u.�v�ł����A�A�ȑO������NC�f�[�^�Ŗ��Ȃ������ł��Ă����̂ł����B�B
�{��.���K�v�������̂ł��傤���H
.�𑫂��Ė������������Ă݂悤�Ǝv���܂��A���肪�Ƃ��������܂��B
Re: USBCNC4�̐ݒ�ɂ��� -
Kow 2015/04/25(Sat) 08:20
No.166
�ҋ����b�N����
�����肪�Ƃ��������܂��I������܂��I�����܂�G�R�[�h�ڂ����Ȃ��āE�E�E�B
calo����
G�R�[�h�@�����_�@�K�v�@�ȂǂŌ�������Ƃ��낢��o�Ă��܂��B
http://mc.go4la.com/category/3671111-1.html
�i������͎��̒m�l�ł͂���܂���j
�Ȃǂ���ʂ�ǂ܂��Ƃ悢��������܂���ˁB
���������_��t���Ă��_���ȏꍇ�́A�uN125g92Z10�v��lj��u�����v�A
�� ���肽���ӏ���10mm��̈ʒu�ɃG���h�~���̐悪����悤�ɒ���
�ł͂Ȃ��A
�u�@�肽���ӏ��̍ޗ��\�ʂ̈ʒu�ɃG���h�~���̐悪����悤�ɒ��߁v
����������܂��B���̏ꍇ�A�ޗ��\�ʂɒ��߂����G���h�~���͂�������10mm�܂ŏオ��A���ꂩ��؍퓮��ɓ���͂��ł��B
�i�G���h�~����܂�Ȃ��悤�ɁA�ŏ��̓G���h�~���ł͂Ȃ��Ȃɂ��ۖ_�Ȃǂ�����Ŏ����Ă��������ˁj
Re: USBCNC4�̐ݒ�ɂ��� -
�ҋ����b�N 2015/04/25(Sat) 10:52
No.167
�}�V���̎d�l����̎w�W�ɂȂ�킯�ł����ANC�ł͈�ʁH�ɍ��W�l��1000=1.0�ł��B
�܂�A�����_��t����ƒP�ʂ�mm�A�����ƃ�m�ł��B�������A
> �ȑO������NC�f�[�^�Ŗ��Ȃ�
�Ƃ������ƂȂ̂ŊO���Ă���\����ł��B������calo����̃}�V���ł�1=1.0�Ȃ̂ł��傤�B
�ꍇ�ɂ���Ắu�ݒ�v�ɐ�ւ��鍀�ڂ�����̂�������܂���B
���G43�ōH���l�����������͂���Ă��Ȃ����A�Ⴄ�H��No�ɂȂ��Ă��Ȃ����H�Ƃ��������ł��傤���B
��s�����s���Ċm�F����̂�������������܂���B
0.3�̃G���h�~����F635��������̂ł����B�������ł��ˁB�܂��̂��|���ĂƂĂ�����ȃX�s�[�h�͏o���܂���B
Re: USBCNC4�̐ݒ�ɂ��� -
calo 2015/04/26(Sun) 18:51
No.175
�ҋ����b�N����A���킵�����������肪�Ƃ��������܂��B
�܂�100%�͗����o���Ă��Ȃ��̂ł����A�����������Ă��܂����B
�u.�v��t���čēx���������A������Ԃ������̂�
���x��Kow����ɃA�h�o�C�X�������u�@�肽���ӏ��̍ޗ��\�ʂ̈ʒu�ɃG���h�~���̐悪����悤�ɒ��߁v�킵�Ă݂悤�A
�Ƃ��������Ƃ���ŋC�Â�����������܂����B
�u.�v��lj�����O�̈ȑO�̂܂܂�NC�f�[�^�Łu10mm��ŃZ�b�e�B���O�������v�ł͂Ȃ�
�u��3.5mm��ŃZ�b�e�B���O�������v�������Ƃ��뒤�鎖���ł����̂ł����A�o���オ�������̂�2/3�̑傫���ł����B
(��15mm�̌`�̐^�J�ɍ��킹���f�[�^�������̂ł����A���ۂ̓�10mm���̑傫���ɒ�������Ă��܂����B)
�ȑO�̏������݂Łu���݂̃G���h�~���̍����Œ������n�܂��Ă��܂��܂����v�Ə����Ă��܂������A���ۂ�3.5mm�������Ă����l�ł��B
���e�Ɍ�肪���肷�݂܂���B�B
�G���h�~�����10mm�ړ���������Z���̐��l��24�H�Ƃ��ɂȂ��Ă���A(�ȑO�܂ł�10mm�ړ������Ƃ���10�ł����B)
��͂�USBCNC�̐ݒ�̖��Ȃ̂�������Ȃ��Ƃ������܂����B
�O�₳���Ē����Ă���USBCNC�̃Z�b�g�A�b�v�y�[�W�ɃC���`�ƃ~���̐�ւ������������̂�
���̕ӂ�̐ݒ肪���������̂��ȁH�Ǝv�����̂ōĊm�F�����Ƃ���A����mm�̐ݒ�ɂ͂Ȃ��Ă����ł����A�A
�������F�����������Ǝv����ݒ�̉ӏ�������܂����狳���Ē�����ƍK���ł��B
�G���h�~�����̂͑����̂ł����A��[��0.3mm�̂��̂��g�p���Ă��܂��B
�؍���͎g���Ă��܂��A���̏��傫�ȃ_���[�W�͖����ł��B
�e�[�p�[30���Ȃ̂Œ����f�[�^�ɂ���Ă͖��Ղ���̂ŁA�s�x�������Ă�����Ă��܂��B
NC�f�[�^���C�����̃f�[�^��Vcarve PRO�œǂݍ���ō���Ă���̂ŁA�\�t�g�ɂ����܂���Ԃł��B�B
G�R�[�h�������Ȃ��Ă͂����܂���ˁB(��)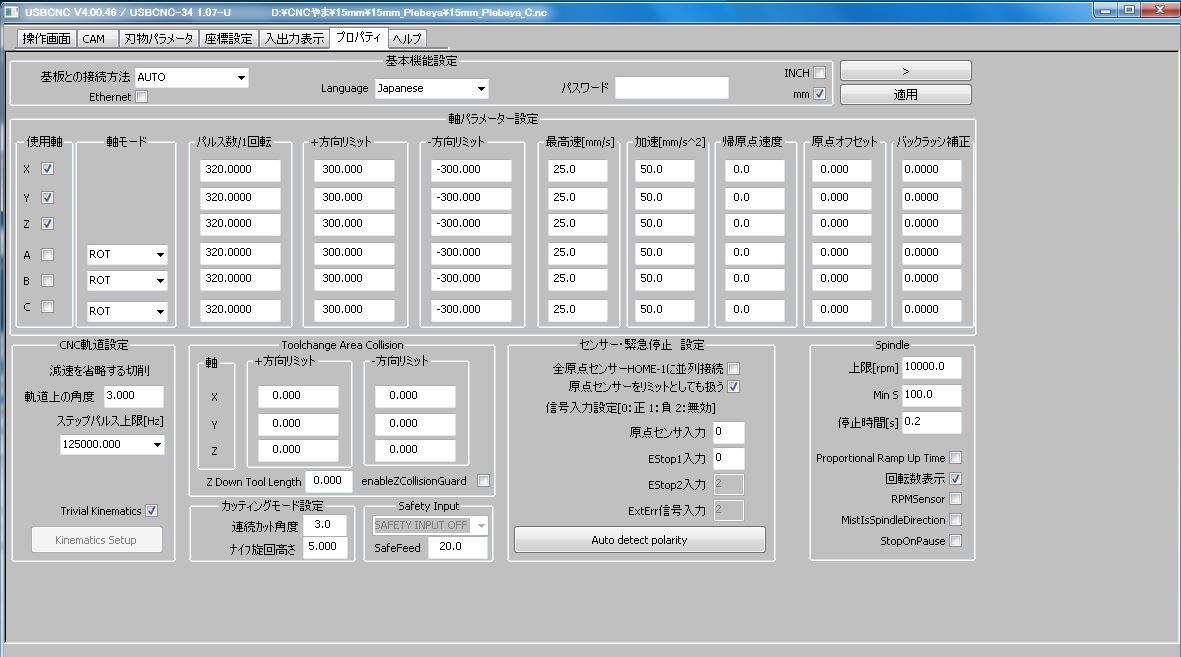
Re: USBCNC4�̐ݒ�ɂ��� -
�ҋ����b�N 2015/04/26(Sun) 23:37
No.178
�v���p�e�B�^�u���ꌩ����Ɖ����ݒ肵�Ă��Ȃ��悤�Ɍ�����̂ł����E�E�E
�g�p�l�W��1��]�ʼn��p���X�K�v���H�����́H�ō����x�́H�E�E�E�Ȃǂ̎��p�����[�^�ݒ�͊e�}�V���ɍ��킹��
�ݒ肵�Ȃ���Ȃ�܂���B
������ō����Ȃǂ͌v�Z�ł͂Ȃ��A�g�p���čœK�l�i�E�����Ȃ��l�j�����߂�K�v������܂��B
Re: USBCNC4�̐ݒ�ɂ��� -
calo 2015/04/28(Tue) 01:14
No.179
Kow����
���[�������Ē������̂ł����Ƃǂ��Ă��܂��ł��傤���H
�����͂��Ă��Ȃ�������Ē����܂����H
�ҋ����b�N����
���������ʂ�A�ݒ�͂��Ă��܂���B
�ݒ�ɂ��Ă����ׂĂ݂܂������@�B���̂ɂ����M�����������_�ŐG��̂��|���A�Ƃ����̂������ȏ��ł��A�A
�@�B�ɂ��Ēm���Ă��Ȃ���ł��܂���ˁB�B
���q����̒����������Ă��đ啪�ł��Ă��܂�����
�悭�悭�����VcarvePRO�������ʼnp���\�L�ɂȂ��Ă��܂��ݒ���������A�A
��������グ�I�Ƃ����S��ł����A��xPC�����ɖ߂����@�������Ă݂悤�Ǝv���܂��B
�F�l�A�h�o�C�X�{���ɂ��肪�Ƃ��������܂��B
Re: USBCNC4�̐ݒ�ɂ��� -
Kow 2015/04/28(Tue) 09:38
No.180
calo����
�͂��Ă��Ȃ��悤�ł��A���f���[���Ƃ��Ĉ����Ă���̂��ȁH�Ƃ��v���܂������A������̃t�H���_�ɂ�����܂���ł����B
�������A
���ҋ����b�N����
�����������ʂ�A�ݒ�͂��Ă��܂���B
�Ƃ������Ƃł���A���������H����Ă��܂�������G�R�[�h�ł͂Ȃ��u�ݒ�����ĂȂ����Ɓv�ɂ��܂��B
��͐ݒ肷��A��������܂���B
����xPC�����ɖ߂����@�������Ă݂悤�Ǝv���܂��B
�Ƃ������Ƃ͋�PC�͂܂��茳�ɂ���̂ł��傤���H�iOS���㏑�������̂��Ǝv���Ă��܂����j
�����ł���A��PC���g�����A��PC����S�ݒ���ڐA���Ă݂邱�Ƃ������߂��܂��B
Re: USBCNC4�̐ݒ�ɂ��� -
�ҋ����b�N 2015/04/28(Tue) 12:39
No.181
> WIN�������I�ɃA�b�v�f�[�g����Ă��܂�
�Ƃ������Ƃ�windows update�Ƃ������Ƃł��傤���ǁA���ʁA���̒��x�̃A�b�v�f�C�g�Ȃ���v�Ȃ��Ƃ�
�傢�ł����ǁB
���̂Ƃ���A�u�V�X�e���̕����v����ԊȒP�ȉ����@��������܂���B
�܂��Acalo����̃}�V���̍w���悪�I���W�i���}�C���h�̂悤�ȏ��Ȃ�ݒ�@�i�t�@�C���j������\��������܂���B
������USBCNC���C���X�g�[�����Ă݂��̂ł����A�uCNC4.02�v�t�H���_�Ɏ����ŃC���X�g�[������܂����B
�����㏑���C���X�g�[���͂���Ȃ��悤�Ȃ̂ŋ��o�[�W�����̃C���X�g�[���t�H���_���c���Ă���\������ł��B
�����ɓ����Ă���ݒ�t�@�C���iCNC4.02�ł�cnc.ini�j���R�s�[���邩�A���e���e�L�X�g�Ȃ̂ŊJ���Đ�̃v���p�e�B�^�u�Ȃǂ�
�ЂƂ����͂��Ă����Ή��Ƃ��Ȃ�Ǝv���܂��B
Re: USBCNC4�̐ݒ�ɂ��� -
tsuzuki 2015/04/28(Tue) 16:00
No.182
USBCNC���S�҂�tsuzuki�ł��B
���͑O�ɂ������܂������I���W�i���}�C���h����w������USBCNCver3�i�g���Ă��܂��B(�@�B�ɂ��Ă���)
�����ē����p�\�R����ver4.01�@4.02�������Ă��܂��B
�����Ăǂ�ł��D���ȂƂ��ɂ����͋N���ł��܂�(���݂��\�ł��B���������ɓ�͋N���ł��܂���B
������win7�ȍ~��OS�ł͊Ǘ��҂Ƃ��Ď��s���Ȃ��ƊJ���܂���)
�傫����2/3���炢�ɂȂ��Ă��܂��A10mm�������ƃp�\�R����ł�24�ɂȂ��Ă��܂��̂�
�F�������Ă���悤�Ƀp���X��/��]�̐ݒ肪����Ă���̂��Ǝv���܂��B
�傫����2/3�ɂȂ�Ƃ������Ƃ�z���̓�����2/3�ɂȂ��Ă��܂��Ă���͂��ł�����A
10mm�~��Ȃ�����nc�R�[�h�Ŏw�߂��o�Ă�4.2mm�ʂ����ړ����Ȃ��̂Ŕ�함�\�ʂ܂ō~��Ȃ��ŁA�����Ă��܂��̂ł́E�E�E�E
Kow��������Ă���悤�ɑO��USBCNC���J���ăp���X��/��]�̐��l��������肻������V����USBCNC�̃v���p�e�B�ɏ������ނ����Ȃ��悤�Ɏv���܂�
��ł�����ł�������̂ł��������͉̂����댯�͂Ȃ��Ǝv���܂��B
�Ԗ��̗��ł��B
�����n�������Ă����Ȃ蓮�����Ȃ��ŁE�E�E�E�\�����Ȃ�������
���邱�Ƃ�����܂��B���͂���ŗ�⊾�����x�������܂����B�n������ɂ����ܗk�}���܂�Ĕ�т܂����I
���Ȃ݂̃I���W�i���}�C���h�̐������ɂ͂��̒l�̌��ߕ�����������Ă��܂��B
�X�e�b�s���O���[�^�[��1��]������̃X�e�b�v���FN
�}�C�N���X�e�b�v�������F��
����˂��̃s�b�`�F��
�Ƃ����
���̐��l��N�En/p�ɂȂ邻���ł��B
�����̐��l����������Ȃ炷�łɕύX����Ă���ł��傤�B
�����łȂ��̂Ȃ�O��USBCNC����ʂ����̂������葁���ł��ˁB
���������F��܂��B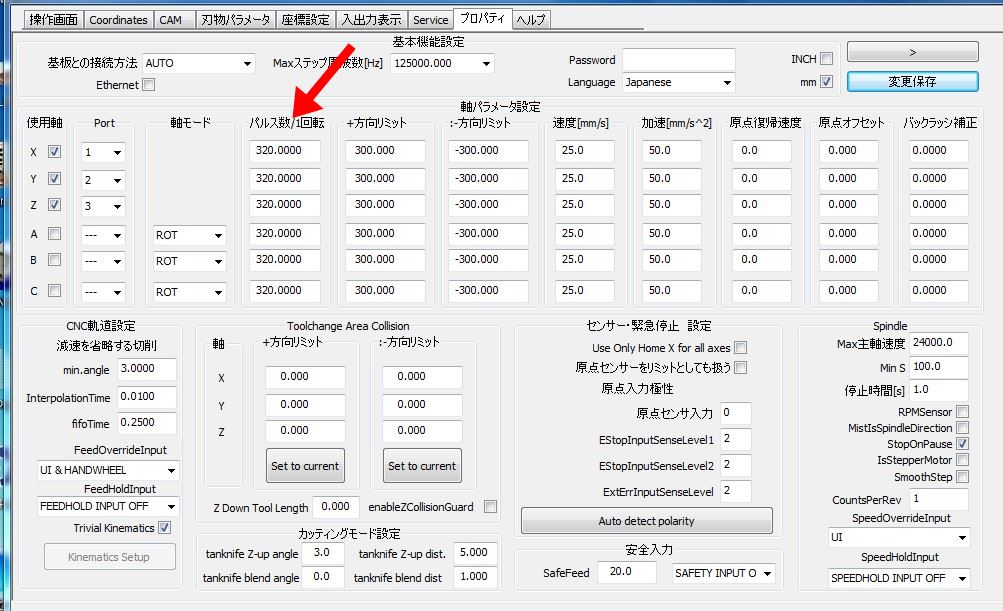
Re: USBCNC4�̐ݒ�ɂ��� -
�ҋ����b�N 2015/04/28(Tue) 22:35
No.183
�قƂ�ǎ֑��Ȃ̂ł����A���́u�p���X��/1��]�v�Ƃ����̂͌�Ǝv���Ă��܂�
�p���ŁuSteps/AppUnit�v�Ƃ̎������A���Ƀl�W�s�b�`����͂���Ƃ������������Ȃ��̂�
�u�X�e�b�v��/�A�v���Őݒ肵���P�ʁv�܂�A�w�p���X��/�����x���Ǝv���܂��B
�v�Z���I�ɂ�tsuzuki�搶�̋L�q�����ʂ�ł��B
���̐��l���}�V���ƃ\�t�g���q����Ԋ̐S�Ȃ��̂ł��ˁB
Re: USBCNC4�̐ݒ�ɂ��� -
calo 2015/04/29(Wed) 14:46
No.184
�F�l�A�e�g�ɂ��Ԏ��������肠�肪�Ƃ��������܂��B
�V�X�e��
�̕����Ɏ��݂�����s�A���낢��Ƃ���ׂĂ݂��̂ł���PC���Ƃ��Ƃ��N���o���Ȃ��Ȃ��Ă��܂��܂����B�B
�Ȃ��Ȃ����ȃG���[�������悤�ŁAUSBCNC���g���Ȃ��Ȃ��Ă��܂��������͂���ł͂Ȃ����H�Ǝv���܂��B
�ЂƂ܂�������PC�͏C���ɏo���Ă݂܂��B
����ł����ɈȑO�̃f�[�^���m�F���Ă݂�A�Ƃ������Ƃ��o���Ȃ��Ȃ������܂��܂����B�B
�ʂ�PC��USBCNC�͂���Ă����͂��Ȃ̂ŁA���߂čĐݒ�������Ă݂����Ǝv���܂��B
�p���X��/��]�̐��l�A�ł��ˁB�B���܂莑�����c���ĂȂ��̂ł����Ȃɂ������������ׂĂ݂����Ǝv���܂��B
Kow����A�ҋ����b�N����Atsuzuki���� ���肪�Ƃ��������܂��I
Re: USBCNC4�̐ݒ�ɂ��� -
calo 2015/05/16(Sat) 23:19
No.208
���������������܂����B
����PC���C��������ɏo���Ă���Œ��ł��B
���XUSBCNC���g�p���Ă���C�h���C�u�����Ă��܂��Ă��āA�����ucnc.ini�v�̃f�[�^���J�����Ƃ��ł���̂��H
�Ƃ��������C���Ǝ҂���ɒ��ׂĂ�����Ă��܂��B
�������f�[�^�����o�������ǂ��炵���A��r�I�����Ƀf�[�^�����o�������ŗL������A�Ȃ̂ł���
�ucnc.ini�v�̃f�[�^�����Ă���\��������A�p���X�ݒ�ɂ��Ē��ׂĂ���̂ł����A
�l�X�ȃT�C�g�����Ď����Ȃ�ɒ��ׂ��̂ł����A�A�������o�������ɂ���܂���B(��
�p���X�����̓}�V���ɍ��킹���ݒ肪�K�v�Ƌ����Ē������̂ł����A��̃}�V���̉��̏�������
�ݒ���s���Ηǂ��̂ł��傤���H
USBCNC�̓I���W�i���}�C���h�ōw���������̂ł͂Ȃ��炵��������������܂���ł����B
CNC���̂ǂȂ������g�ݗ��Ă����̂炵���A���̑��̐������ƂȂ���̂��S���Ȃ������قڎc���Ă��܂���ł����B�B
��ƂȂ肻���Ȃ��̂���ꂽPC�̒��A�A
�o�b�N�A�b�v���ǂꂾ���厖�Ȃ̂��A�g�ɂ��݂Ď������܂����B
>���Ȃ݂̃I���W�i���}�C���h�̐������ɂ͂��̒l�̌��ߕ�����������Ă��܂��B
>�X�e�b�s���O���[�^�[��1��]������̃X�e�b�v���FN
>�}�C�N���X�e�b�v�������F��
>����˂��̃s�b�`�F��
>�Ƃ����
>���̐��l��N�En/p�ɂȂ邻���ł��B
tsuzuki����ɋ����Ă��������܂�����L�̐ݒ�ł���
USBCNC�ł���ǂ̃}�V���ł��ꓯ���H�Ƃ������ƂȂ̂ł��傤��
����Ƃ���͂�I���W�i���}�C���h�̃}�V���ɍ��킹���d�l�A�Ƃ������Ƃł��傤���B
���x�̐ݒ�̓}�V�������Ȃ���e�X�g����Ε������Ă���̂��ȁH�Ƃ������܂�����
���@������Ă���̂́u�p���X��/��]�v�̐ݒ�ł���A�Ƃ������Ƃł���ˁB
���̌v�Z���@�ɂ��āA�����q���g�������Ē�����ƍK���ł��B
��낵�����肢���܂��B
Re: USBCNC4�̐ݒ�ɂ��� -
kenbo 2015/05/17(Sun) 09:28
No.209
calo����ɂ��́B
��J����Ă���悤�ł��ˁB
��tsuzuki����ɋ����Ă��������܂�����L�̐ݒ�ł���
��USBCNC�ł���ǂ̃}�V���ł��ꓯ���H�Ƃ������ƂȂ̂ł��傤��
������Ƃ���͂�I���W�i���}�C���h�̃}�V���ɍ��킹���d�l�A�Ƃ������Ƃł��傤���B
USBCNC�Ƃ��I���W�i���}�C���h�Ƃ�PC�̃X�y�b�N�͂͊W�Ȃ��ł��B
������CNC���H�@���ǂ̂悤�Ȏd�l���Ō��܂��Ă��܂��B
�����x�̐ݒ�̓}�V�������Ȃ���e�X�g����Ε������Ă���̂��ȁH�Ƃ������܂�����
�����@������Ă���̂́u�p���X��/��]�v�̐ݒ�ł���A�Ƃ������Ƃł���ˁB
�����̌v�Z���@�ɂ��āA�����q���g�������Ē�����ƍK���ł��B
���@��2/3�T�C�Y�ɂȂ�Ȃ�3/2�p���X���𑝂₹���������Ȃ̂Ńe�X�g����킩��܂���B
����2/3�T�C�Y���ǂ̒��x���m��2/3�Ȃ̂��킩��Ȃ��̂Ŋ�{��tsuzuki��������Ă���v�Z�ɏ]���ĎZ�o�������̂��g�p���܂��B
�������̒萔�̒��ו����킩��Ȃ��Ƃ������Ƃł��傤����A�U�b�N�������Ă����܂��B
>�X�e�b�s���O���[�^�[��1��]������̃X�e�b�v���FN
�P�D�e���̃X�e�b�s���O���[�^�[�́wX��/step�x��ǂށB��F1.8��/step
�Q�D1��]������̃X�e�b�v��N=360/X�ŎZ�o�B��FN=360/1.8=200
>�}�C�N���X�e�b�v�������F��
�R�D�e���̃��[�^�[�̃h���C�o�[�̐ݒ������B��F8��16��32���炢�ł��B
>����˂��̃s�b�`�F��
�S�D�e���̑���˂��̃s�b�`���v��B��F2mm����16mm���炢�ł��B
>�Ƃ����
>���̐��l��N�En/p�ɂȂ邻���ł��B
�T�D���l�����ĎZ�o
��F
N=200�An=8�Ap=2�Ƃ����
N�En/p��200�E8/2=1600[�p���X/mm]
���炭�������炷��ɁAX����Y���͋��ʂ̒l�AZ���͕ʂ̒l�ɂȂ�Ǝv���܂��B
�킩��Ȃ���A�e���̃��[�^�[�ƃh���C�o�[�Ƒ���˂��̎ʐ^��^�����ڂ��Ă݂�Ȃɋ����Ă��炤�̂������ł�(��)
Re: USBCNC4�̐ݒ�ɂ��� -
�ҋ����b�N 2015/05/17(Sun) 10:08
No.210
���e���悤�Ǝv�����炋������������ɏ�����܂����ˁB
�ł��A���������Ȃ��̂ōڂ��Ă����܂��i�f�ցf�j�m
��肠��������͈́H�ŏ����Ă����܂����B�Q�l�ɂ��ĉ������B
�l�����X�e�b�v���g��
�t�r�a�b�m�b���̂̃p���X�����\�́B�g�p���Ă���t�r�a�b�m�b��̃o�[�W�����ɂ���Ă͈Ⴄ��������܂���
�����P�Q�T�������ő��v���Ǝv���܂�
�p���X���^�P��]�@���|�|�|�@���Ŗ{���̓p���X���^�P�ʁi�����j
���[�^�[�̃p���X���^�P��]���m
���[�^�[�h���C�o�̐ݒ�}�C�N���X�e�b�v���P�^��
����˂��̃s�b�`�����^�P��]����
�Ȃ�A�m�����^���ɂȂ�܂��B
�i����͂t�r�a�b�m�b�Ƃ͊W�Ȃ��g�p���Ă��郂�[�^�[�A���[�^�[�h���C�o�A����˂�����Z�o�����l�ł��j
�e���l�����߂��Ȃ��̂Ȃ�A�ݒ�l�Ǝ�������̕�ł����v�ł��B
���ۂ̓������f�R�[�h�̂��{�Ȃ�ݒ�l���P�^���ɂ��Ă��������B
�����̐��l�̋t���i���^�i�m�����j�j�@�����^�p���X�͂��̃}�V���̓���P�ʂł��B�������ꂪ�O�D�O�P�Ȃ炢����f�R�[�h���
�@�u�f�O�P�@�w�Q�D�R�Q�P�@�x�P�D�O�Q�S�v�ȂǂƑł��Ă����ۂɓ����̂͂O�D�O�P�P�ʂł��������܂���B�t�ɂO�D�O�O�O�P�ƍׂ����Ȃ��
�@�ړ��̊Ԃ����ׂ̍����P�ʂŐ��䂳��܂��̂ł�芊�炩�ȍׂ�������ɂȂ�܂��B
�@���Ƃ����āA���܂�ׂ�������ƁA�ō������E���ł͂Ȃ��A��L�́u�l�����X�e�b�v���g���v���琧������邱�Ƃ�
�@�Ȃ����肵�܂��B
���x�m�����^���n
�}�V���i�e���j�̍ō����x�̎����Ǝv���܂��B�f�O�O���߂��o�����Ƃ��ɂ��̑��x����ɂȂ��ē����܂��B
�f�O�O�Ƃ͐؍�Ƃ͊W�Ȃ��A�ړ������鎞�̖��߂ł��B���̐��l���グ�߂���ƃ��[�^�[���E�����Ă��܂��܂�
��{�A�A�o�E�g�Ȑ��l�ł����̂ł����A���l��K���ɏグ�Ă����āA�ǂ̒��x�ŒE������̂��}�V���̔\�͂�
�c�����邱�Ƃ��d�v�ł��B�E�����������x�̂V���H�Ƃ��������Ō��߂ē���Ă��������B
�P�������ƂQ�T�����^���łe�P�T�O�O�D�ł��B�R���Ƃ��Q�T�����^���ɐݒ肷��ƍō��e�Q�T�X�W�ƂȂ�܂��B
���E���Ƃ͉�]���߁i�p���X�j�Ɏ��ۂ̉�]���ǂ��t���Ȃ��Ȃ錻�ۂł��B
�@���v�̕b�j�����Ɉ��������ĉ�]���Ă���悤�ɃC���[�W���Ă��������B���ۂɓ����͎̂��j�ł��B
�@���̎��͂��ꎩ�̂���]���Ă���̂ł͂Ȃ��P�Q�����R�����U�����X�����ƂX�O�x�����̈ʒu���܂��Ă���
�@���Ɉ�������ʒu���p���X�̓x�ɐ�ւ���ĉ�]�����܂��B�����Ƃ��Ă͍ŏ��̒�~�ʒu�|���ɂP�Q���̈ʒu����
�@�����ɉ����ĂR�����X���Ɏ��̈ʒu������܂��B����Ɛj�����������Ď��̈ʒu�܂ŗ��Ē�~���܂��B
�@���ɂX���̈ʒu�Ɏ������Ĉ�������܂��B�����Đj�����������ĂX���̈ʒu�ɗ��Ē�~���܂��B
�@���X�ɐ�ւ�邱�ƂŐj���������Ă��������ɉ�肾���܂��B
�@�������A�X�s�[�h���ǂ�ǂ�グ�Ă����Ǝ��̈ʒu�ɐj���͂��Ȃ����Ɏ��̈ʒu�ɂ����Ă��܂��܂��B
�@�P�p���X�i�X�O�x�j�x�ꂽ�����ł����̎��̈ʒu�͂P�W�O�x�����̂őS����������Ȃ��Ȃ�܂��B����ǂ��납
�@���̏u�Ԃɂ͌�납���������o���Ă���܂ł̐������ƍ���Ă��܂��A��~�����܂��B���ꂪ�E���ł��B
�@�܂�A�����x�ꂾ���A�Ƃ������Ƃł͂Ȃ����炩�ɓ��������������Ȃ�̂Ō����ڂŃn�b�L���킩��܂��B
�@�܂��A�}�C�N���X�e�b�v�Ƃ͎��̈ʒu�����܂��B�P�T�����Ȃ�p���X�̓x�ɂP�b�i�̈ʒu�j���i�݂܂��B
�@��������x�N�g�����i�ޕ����ɂ��߂��̂ŏ����͗ǂ��Ȃ�A�����̃X���[�Y�ɂȂ�E���ɂ��L���ł��B
����
�ϑ����ɂ͂��̉����x�ŕϑ����܂��B���ɍׂ����؍�i�����s�̃R�[�h�j�ɂ͑傫�ȈӖ��������܂��B
���̒l���}�V���̌��E���炠����x�̗]�T���������l�����܂��B���̒l���傫������Ɠ����o���܂���B
�X�^�[�g���̈�u�Ŕ���܂��B
�ׂ������̂����̂Ŗ�����i���S�s���x�̃R�[�h�ł́j�Ⴗ���Ă��قƂ�NJ����Ȃ��ł��B
�o�b�N���b�V�
�}�V���̂����т̋������\�t�g��ŕ���܂��B
�e���A�������ς��ۂɔ������������Ȃ����ۂ��N����܂��B���̋�������͂��Ă��������B
�y���͂O�ł����Ǝv���܂��B�w�C�x�͕K�v�ɉ����ē���Ă��������B
���ȉ��ɂ��Ă͎��M����܂���\�z�ł���
���_���A���x
�z�[���X�C�b�`��t���Ă���ꍇ�ɐݒ肵�܂��B�t���Ă��Ȃ��ꍇ�͊W����܂���B
���܂葁�����x�Ō��o����ƕs���m�ɂȂ邩�Ǝv���܂��B�X�C�b�`�̈ʒu�ɉ����āA�|�����ɐi�ނȂ�|��
�t�����������B
���_�I�t�Z�b�g
������z�[���X�C�b�`��������ΊW����܂���B
���ɂ��̍��ڂ͔���Ȃ��̂ł����A��́u���_���A���x�v�ł̌��_���A�ʒu����̋����ł��B
���̈ʒu���@�B���_�ɂ���̂��A�P�ɋ@�B���_�����߂���Ɉړ����邾���Ȃ̂����̕ӂ��
�s���ł��B���ۂɊm���߂Ă��������B
Re: USBCNC4�̐ݒ�ɂ��� -
calo 2015/05/18(Mon) 17:40
No.214
kenbo����A�ҋ����b�N���� ���킵�����������肪�Ƃ��������܂��B
�v�Z�����A�ق�̂������ł����킩��܂����B
���[�^�[��1.8��/step�Ƃ���̂�N��200�A���[�^�[�̃h���C�o�[�́A�A�ǂ����݂���悢�̂ł��傤���H
�e���̑���˂��̃s�b�`�A�A�ǂ��𑪂�悢�̂ł��傤���H
����l�W�ƃ��[�^�[�̎ʐ^��Y�t���܂����A�����ɂ̂��Ă��܂����H
Max�X�e�b�v���g����125000.000�A���x�͈�x25.0�ƂȂ��Ă����̂ł����炭���v�������̂��Ǝv���܂��B
������50.0�ł����A�O����Ȃ��X�^�[�g���Ă����̂ő��v���ȁA��
�o�b�N���b�V��͕K�v���ǂ����A���㓮�����Ă������Ō��Ă݂܂��B
���_���A���x�E���_�I�t�Z�b�g�͐ݒ肹���ɓ������Ă����Ȃ������H�ł��ˁB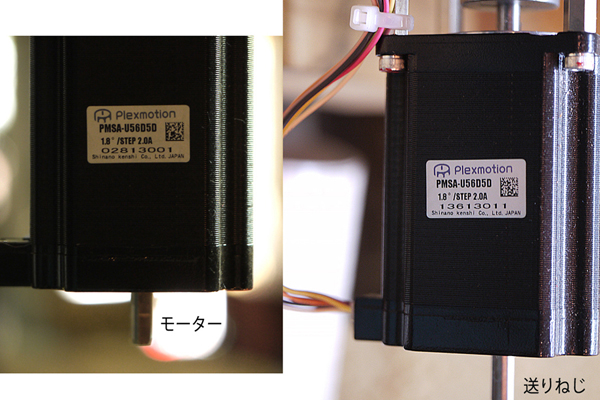
Re: USBCNC4�̐ݒ�ɂ��� -
calo 2015/05/18(Mon) 17:42
No.215
�����ăh���C�o�[�̎ʐ^�ł��B
���̎ʐ^����킩��܂����H
�F�l�e�ɂ�������������{���ɂ��肪�Ƃ��������܂��B
����̂��Ƃł��������ΐ��w�͋�肾�����A�Ǝv���o���܂����B(��)
����ł������Ă���������@������������Ċ������ł��B�BKow���肪�Ƃ��������܂��B
�F�l�̂悤�ɁA������CNC�����p�ł���悤�ɂȂ肽���ł��B
Re: USBCNC4�̐ݒ�ɂ��� -
kenbo 2015/05/18(Mon) 21:50
No.216
calo����A�����́B
�Ȃ���ςȂ��ƂɂȂ��Ă��܂����ˁ`�B
�ʐ^�������������炷��Ǝ��芴���_�Ȃ̂Ŏ���ł����ˁB
�킽����CNC�͎�ł����A�d�C�͂Ǒf�l�ł��̂ł݂Ȃ���Ƀt�H���[���Ă���������悤�Ɋ撣���Ă��������B
�Ƃ肠�����A�P�����ł��B
N=360/1.8=200
------------------------���̋쓮���i�Q�l�j---------------------
�����F2�����j�|�[���X�e�b�s���O���[�^�[
�^���FP-PMSA-U56D5
���[�J�[�F�V�i�m�P���V
��/�X�e�b�v�F1.8��/STEP
---------------------------------------------------------------
�����[�^�[�̃h���C�o�[�́A�A�ǂ����݂���悢�̂ł��傤���H
�ʐ^�ɂ̓h���C�o�[���ʂ��Ă��܂���(��)
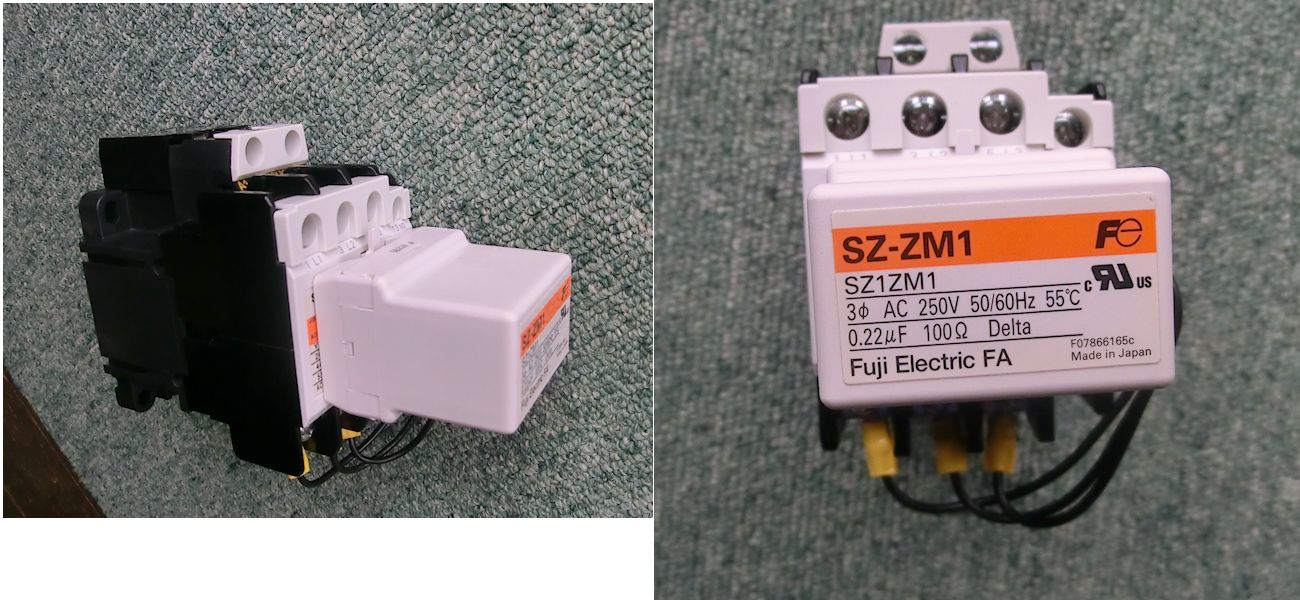
2���ڂ̎ʐ^LS�Y�d�̃C���o�[�^�[�Ȃ�ŃX�s���h���p�ł����ˁ`�B
�h���C�o�[�̓X�e�b�s���O���[�^�[��6���i���ԂE���E��E�ԁE���E���j�̐ڑ���̊�ł��B
���e���̑���˂��̃s�b�`�A�A�ǂ��𑪂�悢�̂ł��傤���H
������l�W�ƃ��[�^�[�̎ʐ^��Y�t���܂����A�����ɂ̂��Ă��܂����H
����܂��ʐ^�ɑ���˂����ʂ��Ă��Ȃ��ł�(��)
���߂āw����˂��x�w�˂��̃s�b�`�x�������google�搶�ɕ����Ă���������Ə�����̂ł����E�E�E(^_^;)
����˂��E�E�E�X�e�b�s���O���[�^�[�ŋ쓮���Ă��钷���˂��̂��Ƃł��B
�s�b�`�E�E�E�˂��̎R�ƎR�i�J�ƒJ�j�̋����ł��B
���������Ċe���̒����˂��̎R�ƎR�̋����𑪂��Ă��������B�Q�`�P�U�����̊Ԃ��炢���Ǝv���܂��B
1���ڂ̎ʐ^�Ō����Ǝʐ^�E�゠����ɂ���͂��ł��B
�{�[���˂����g�p���Ă���l�ł�����A�i�b�g�Ɍ^���������Ă���Ǝv���̂ł��ꂩ��ǂ��Ă�OK�ł��B
�S�Ăɂ����Ă����ł����A�e���ňႤ�\��������̂Œ��ӂ��Ă��������B
Re: USBCNC4�̐ݒ�ɂ��� -
�ҋ����b�N 2015/05/19(Tue) 00:50
No.217
calo����A����ɂ���
�c�O�Ȃ���ʐ^�ɂ͂˂��s�b�`�y�уh���C�o��͎ʂ��Ă��܂���B
�l�W�͎���Е��Ɋ�Ώo�Ă��邩������܂���B
�h���C�o�͎ʐ^���̍��̃C���o�[�^�[�̉��������Ƃ������Ǝv���܂��B
�i3�����̃P�[�u�����o�Ă���悤�ł��j
�����A�����Ƃ��ʐ^�ł͔��ʏo���Ȃ��\����ł��B
�i����ł����������x�̌����͕t���܂����ǁj
����܂ł̔�������A�y�̐��l��800�ł��傤�B
�����AXY���ɂ��Ă͕s���ł��B
> ��15mm�̌`�̐^�J�ɍ��킹���f�[�^�������̂ł����A���ۂ̓�10mm���̑傫����
����A320*15/10�Ŗ{����480���x�ɂȂ�͂��Ȃ̂ł����A���̕ӂ�̂悭���鐔�l��
533.33�E�E�E��400�ł��B�O�҂���15�~����9�~���A��҂���15�~����12�~���ɂȂ�܂��B
���Ƀ��j�|�[���Ȃ̂ŁA���̂ǂ��炩�̂悤�ȋC������̂ł����E�E�E
Re: USBCNC4�̐ݒ�ɂ��� -
calo 2015/06/05(Fri) 17:29
No.248
kenbo����A�ҋ����b�N���肪�Ƃ��������܂��B
���X�ɂ��Ԏ��������̂ɂ��炪�x���Ȃ��Ă��܂��\����Ȃ��ł��B
����l�W�A�킩��܂����B16mm�ł����B�Y�t�ʐ^�̉ӏ��ō����Ă���ł��傤���B
�܂�XYZ�͑S�ē������̂ł����B
Re: USBCNC4�̐ݒ�ɂ��� -
calo 2015/06/05(Fri) 17:43
No.249
�h���C�o��͓Y�t�̎ʐ^�ō����Ă��܂����H
���̒��ł�����ǂ̉ӏ����݂�Ηǂ��ł��傤���B
XYZ���q�����Ă���͍̂��̎ʐ^�ł����B
����Ǝd������������CNC�ғ��Ɏ��Ԃ���鎖���o���܂����B�B
�x�X�̎��⋰�k�ł����A�������̒����肢�v���܂��B
����l�W�̃s�b�` -- Re: USBCNC4�̐ݒ�ɂ��� -
oldman 2015/06/05(Fri) 18:40
No.250
calo����A����ɂ��́B
���܂���(?)calo����̑���l�W�Ɠ����T�C�Y�炵���e�l�W�̐�[���茳�ɂ���܂��B
( �@�B�H��̐��앨�ɂ��Ă� �ʓr�A�b�v�����Ă��������܂��B)
�ʐ^�̍����̃m�M�X�ő��肵�Ă���16.00mm�́A���̃l�W�̒��a�ł��B
�㑤�̃m�M�X�ő��肵�Ă���1.50mm�̓l�W�̎R�ƎR�̊Ԋu�ł��B������w�l�W�̃s�b�`�x�ƌ����܂��B
���̗Ⴞ�ƁA����l�W�� 1��]����ƃi�b�g�Ɍq�����Ă��镨��1.5mm�ړ����鎖�ɂȂ�܂��B
���ۂɂ˂��s�b�`�𑪒肷��ꍇ�ɂ́A�Ⴆ�l�W�R��10���̊Ԋu�𑪒肷��Ȃǂ��āA����덷��
���Ȃ�����e�N�j�b�N���g���܂��B
���Ԃ� calo����̋@�B�̑���l�W�̃s�b�`�� 1.5mm���Ǝv���܂����A���茋�ʂ������Ă��������B
Re: USBCNC4�̐ݒ�ɂ��� -
�ҋ����b�N 2015/06/06(Sat) 09:45
No.253
����ɂ��́B
> oldman����
�ʐ^�̃s�b�`�͌��\�ׂ����i�����ča���j�ł��ˁB�p�l�W�̂悤�ɂ�������̂ł����B
calo����̎ʐ^�͑�`�˂��̂悤�Ɍ����܂��B
�� calo����
��`�˂���16�ӂ̃s�b�`��3���W����2���׃s�b�`���ł��B
�S���A�W���i��3mm�s�b�`�Ȃ�\�z���O�������ɂȂ�܂�(*_*;
�Y�t�\�̉��w�i��XY���A���F�w�i��Z�����ƍl���Ă��܂����B
���ƁA�h���C�o�̃}�C�N���X�e�b�v�������Ȃ̂��A�ʐ^�ł̔��ʂ͓�����ł��B
�ʐ^�����h���C�o�Ȃ̂ł����A����̂悤�ł����A�����ƁA��ւ��X�C�b�`���t���Ă���
�\���������̂ł����A�W�����p�[��DIP�X�C�b�`�ł́A���ꂪ����\���Ă��邩�͔���܂���B
�X�C�b�`�̉���X,Y,Z��2,4,8,16���Ə������܂�Ă��Ȃ����薳���ł��傤�B�i����Ȃ畷���K�v��
�Ȃ��ł���ˁj
���݂̃}�C�N���X�e�b�v�������Ȃ̂��͂���ȊO�i�˂��s�b�`�j����������ɓ���ł��܂��B
���j�|�[���Ȃ�4,8,16,32�̉��ꂩ�ł��傤�������Ă����2�{��4�{�Ⴄ�̂Ń}�V��������
�����ɔ��ʂł��܂��B�i�o�C�|�[���Ȃ�h���C�o�̎�ނ�������10,20��32�ȏ�̍�����������܂��j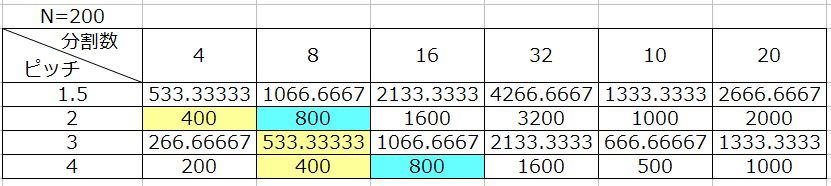
Re: USBCNC4�̐ݒ�ɂ��� -
oldman 2015/06/07(Sun) 16:58
No.254
�ҋ����b�N����A����ɂ��́B
������ƌ�������������ł����ˁB�\����܂���B
�����A�b�v�����ʐ^�́A���^������C2/C3�N���X�̐e�l�W��ؒf�����c��ł��B
( �a��16.0mm�������������̂�... ���̂� http://lmscnc.com/2026 �ł� )
�g�債�Č���ƁAcalo����̑���l�W�� 2.0mm�s�b�`�̑�`�˂��Ɍ����܂��ˁB
( 3.0mm����Ȃ������ł� )
Re: USBCNC4�̐ݒ�ɂ��� -
P 2015/06/08(Mon) 13:32
No.255
��Ձ@���[�^�[����@�����
�قс`�܂���̂b�m�b�ł���
�₢���킹�Ă݂��炢�����ł��傤���H
Re: USBCNC4�̐ݒ�ɂ��� -
calo 2015/06/08(Mon) 22:34
No.256
�s�b�`�A���̉ӏ���������ł��ˁB�B���p��������������ł��B
�R�ƎR�̊Ԋu���v�����Ă݂��Ƃ���1.5�`1.7������H�ƂȂ�܂����B
2mm���Ȃ������̂ŁA�����炭1.5mm�Ǝv���܂��B
P����
>��Ձ@���[�^�[����@�����
>�قс`�܂���̂b�m�b�ł���
>�₢���킹�Ă݂��炢�����ł��傤���H
�͂��A�قс`�܂���ōw�������悤�ł��B
�w�����S���҂��ς��ƈ�̃A�t�^�[�P�A���ł��Ȃ��Ƃ��������������悤�ŁA
�ȑO�ɕʌ��Ŗ₢���킹����������̂ł����c�O�Ȃ���ԐM�͒����܂���ł����B
�Ȃ�Ƃ��F����̂��m�b�Ղ��ă}�V���������Ƃ��ł���A�A�Ǝv���Ă��܂��B
�ǂ����݂Ȃ��܁A�X�������肢�v���܂��Bm( _ _ )m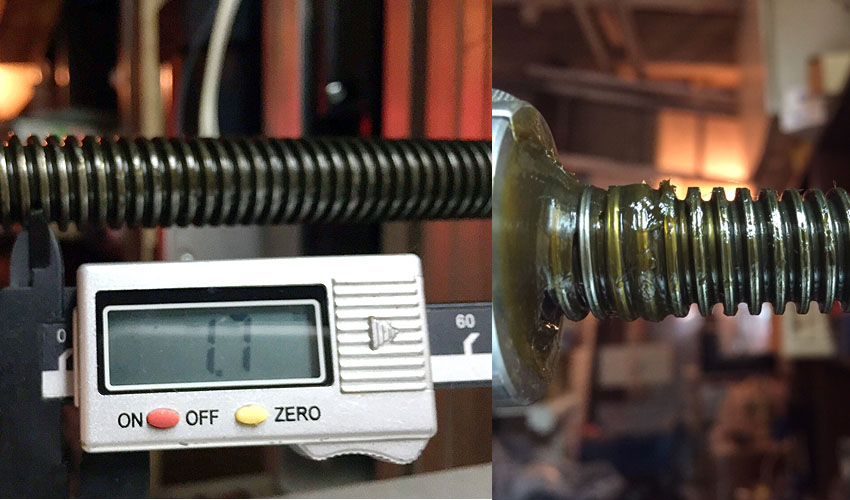
Re: USBCNC4�̐ݒ�ɂ��� -
�ҋ����b�N 2015/06/08(Mon) 23:10
No.257
> �R�ƎR�̊Ԋu���v��
����A���̈Ӗ��̎R�ƎR���J�ł͂���܂���B�R�Ǝ��̎R�A�܂�1��]�Ői�ދ����ł��B
���ʂ͎R����������Čv�����܂��B
�e�Ɋp�A���̃l�W�i�ʐ^�E�j�Ɋւ��Ă�3�o�s�b�`�ł��B�i�a��16�ӂ��O��ł����j
XY����Z���̌a������Ă���Ƃ��͂���܂��H
Re: USBCNC4�̐ݒ�ɂ��� -
tsuzuki 2015/06/09(Tue) 11:12
No.258
calo����ɂ���
����˂��̃s�b�`�ŋ�J����Ă���悤�ł��ˁB
����̌v����
����̂��߂̃n���h��������n���h�����A�Ȃ�����[�^�[�Ƒ���˂���ڑ�����J�b�v�����O(�Y�t�ʐ^�̐Ԗ��)
�𐳊m��10��]�Ƃ�20��]�܂킵�܂��B���̂Ƃ��e�[�u�����邢�̓��[�^�[�w�b�h�������~�������������v������Ε�����܂��B
�J�b�v�����O�Ƃ��n���h���Ƀ}�W�b�N�C���L�Ȃǂł��邵������Ή���܂킵�����͂��Ȃ萳�m�Ɍ����܂��B
�����ق����ǂ����Ɉ���������Ȃ��Ƃ���ɒ�K��\����v������Ώ��Ȃ��Ƃ�1mm�P�ʂ݂͂��܂��B
20��]��30mm�����s�b�`��1.5�@40mm�����s�b�`��2�ł��B
1mm���炢����Ă���ʓI�ɂƂ�ł��Ȃ��[���̏o��s�b�`�͂���܂���30mm�ߕӂȂ�1.5�A40mm�ߕӂȂ�2�Ƃ��ėǂ��Ǝv���܂��B
����Ńs�b�`��������X�e�b�v/��]����200�ƕ������Ă��܂������̓}�C�N���X�e�b�v���ł��ˁB
����̓X�e�b�s���O���[�^�[������ɐ�ւ��X�C�b�`�Ƃ��W�����p�[����t���ւ��镔��������͂��ł����A
��Ղ�������l���邢�̓��[�J�[�̃}�j���A�����Ȃ��ƕ�����Ȃ��Ǝv���܂��B
�i�I���W�i���}�C���h�̂̓}�j���A���Ɏʐ^�ƕ\���g���ċL�ڂ���Ă��܂����悭������悤�Ɂ�������ɂ����ꏊ�ɂ���j
�}�C�N���X�e�b�v���͒��ڂ킩��Ȃ��Ă���肠��܂���B
�ŏI�I�Ƀp���X��/��](�p���X��/mm)�����܂�����̂ł�����E�E�E
�����ă}�C�N���X�e�b�v����8�Ƃ�16�Ƃ�32�Ȃ̂Ŕ{�A�{�ŕω����܂��B
�ł�������ۂɋ@�B�����Ă݂�����킩��܂��B
10mm�����w�߂��o���Ă݂܂��B
USBCNC�Ȃ����͂ł���͉\�ł��B(�ʐ^���ꖇ�����Y�t�ł��Ȃ��̂ł����ɂ͓Y�t���܂�����������Ȃ���Εʂ̋L���ɂ��܂�)
�܂����_���A�{�^��(home sequence) �{�^�����邢�͂�11�ʼnE���̐��l��S���[���Ƀ��Z�b�g���܂��B
�^�������home complete�ƕ\������܂��B
�����Ŏ���͉�ʂ�G0 X10�Ɠ��͂����^�[���L�[�������܂��B����Ɓ@x����Ńe�[�u�����邢�̓��[�^�[�w�b�h�͑S���͂ʼn��zX=10�n�_�Ɉړ����܂��B
(USBCNC�͏����_�Ȃ��ňړ����܂�)
�ݒ肪�����Ă����10���������܂��B
�X�e�b�v��������Ă����5mm�Ƃ�20mm�����܂��B
5mm���������Ȃ��Ȃ�v���p�e�B�̃p���X/��]�̗�(�{���̓p���X/mm�������ł���)�̐��l�����̒l�̔����ɂ��Ă�������
20mm�����Ă��܂��Ȃ�{�ɂ����OK�Ȃ͂��ł��B(���̔{�Ɣ����͂���������Ƌt�H)
����Ȋ����łǂ��ł��傤�B
�֑��ɂȂ�܂���
��̓o�b�N���b�V������ł�������̓_�C�A���Q�[�W���Ȃ��ƌ������̂ł͂Ȃ��ł��傤���B
�܂��p���X��/�����͎��ۂ̓_�C�A���Q�[�W��DRO���g���Čv�����Ă݂�Ɣ��������K�v�̂悤�ł��B
����˂��̃s�b�`���т�����2mm�Ƃ�3mm�ł͂Ȃ������Ȃ�ł��傤�ˁB
(���Ղ����邵�{�[���l�W�A��`�l�W�͂���͈͓��̌������\�L����Ă��܂�)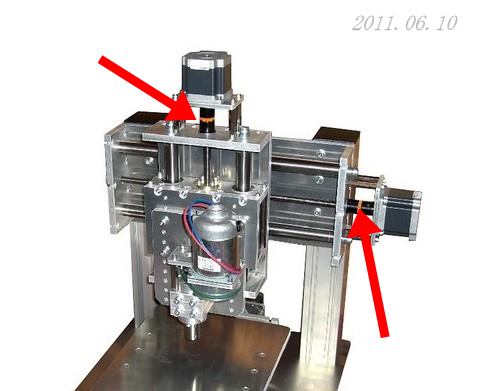
Re: USBCNC4�̐ݒ�ɂ��� -
calo 2015/06/09(Tue) 23:41
No.259
�ҋ����b�N����
>XY����Z���̌a������Ă���Ƃ��͂���܂��H
�͂��A��������XY����Z���͂��ƂȂ�܂����B
Z���̂݃m�M�X�����炸���邱�Ƃ��ł��Ȃ������̂ł���XY�������s�b�`���ׂ��ł��B
tsuzuki����
���H�I�A�h�o�C�X�A���肪�Ƃ��������܂��B
�����͎��Ԃ����邩���m��Ȃ��̂ŁA���������Ă݂����Ǝv���܂��B
Re: USBCNC4�̐ݒ�ɂ��� -
�ҋ����b�N 2015/06/10(Wed) 15:21
No.260
calo����B���ς�炸��������ԈႦ�Ă��܂��B
�܂��A�ʐ^����䗦���킩��܂��̂ŁA�u�S�Ă̎���16�ӂȂ�v�s�b�`�͂w�x��3.0�o�y����2.5�o
�̂悤�ł��B�����A�y����2.5�o�͂�����Ɖ������C������̂�tsuzuki����̎�@�Ōv�����ꂽ�ق���
�ǂ��Ǝv���܂��B
Re: USBCNC4�̐ݒ�ɂ��� -
Kow 2015/06/10(Wed) 17:59
No.261
Re: USBCNC4�̐ݒ�ɂ��� -
calo 2015/06/10(Wed) 20:38
No.262
�ҋ����b�N����
>�R�Ǝ��̎R�A�܂�1��]�Ői�ދ����ł��B
���݂܂���A���̃��X���O�ɑ����ĎB�e���Ă��܂����B
�������炽�߂�X��Y�̃s�b�`�A�R�Ǝ��̎R�ő������Ƃ���3mm�ł����B
Z����12�ӂł����B�s�b�`�̓m�M�X�ő���Ȃ������̂ł����Y�t�̐��@�ł���
�����炭2mm���Ǝv���܂��B
tsuzuki����
>����̂��߂̃n���h��������n���h�����A�Ȃ�����[�^�[�Ƒ���˂���ڑ�����J�b�v�����O(�Y�t�ʐ^�̐Ԗ��)
>�𐳊m��10��]�Ƃ�20��]�܂킵�܂��B���̂Ƃ��e�[�u�����邢�̓��[�^�[�w�b�h�������~�������������v������Ε�����܂��B
>�J�b�v�����O�Ƃ��n���h���Ƀ}�W�b�N�C���L�Ȃǂł��邵������Ή���܂킵�����͂��Ȃ萳�m�Ɍ����܂��B
>�����ق����ǂ����Ɉ���������Ȃ��Ƃ���ɒ�K��\����v������Ώ��Ȃ��Ƃ�1mm�P�ʂ݂͂��܂��B
�}�V����O�ɂ��ċC�t���܂����A��������ŋ��k�ł����u���m��10��]�Ƃ�20��]�܂킷�v�̂͂ǂ�����悢�ł����H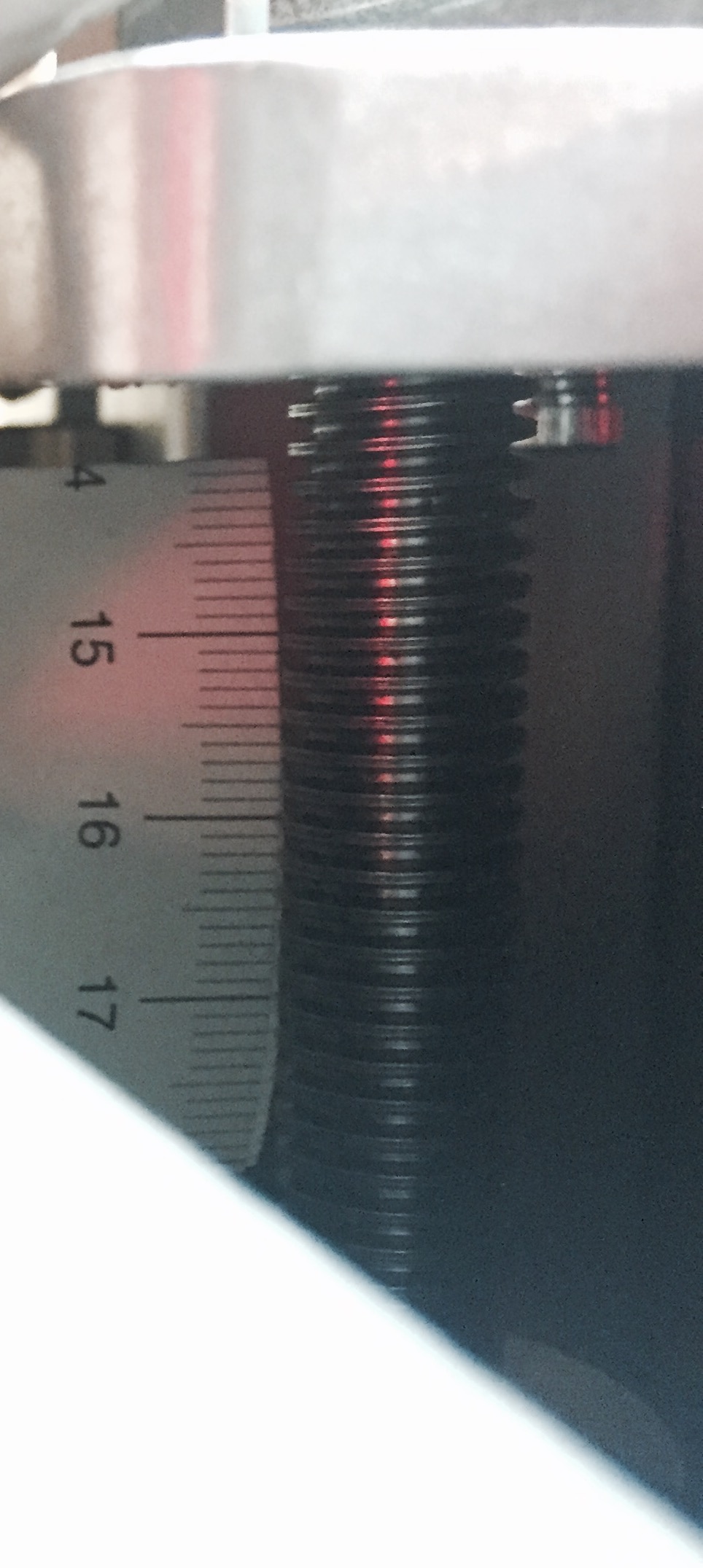
Re: USBCNC4�̐ݒ�ɂ��� -
�ҋ����b�N 2015/06/11(Thu) 07:52
No.263
> ���̃��X���O�ɑ����ĎB�e���Ă��܂����B
�����ł������B����́A�����炱�����炵�܂����B
> �����炭2mm���Ǝv���܂��B
����̎ʐ^�܂��āA����܂ł̏�������Ɣ[���̃s�b�`�ł�
���ʓI�ɂ�XYZ���S�ă}�C�N���X�e�b�v�i�h���C�o�ł̕������j��8�A�l�W�s�b�`��XY���͂��R�����A
Z���͂Q�����Ȃ̂Łu�p���X/1��]�v�Ə����Ă��闓�ɂ͂w�Ƃx�́u533.33...�v�AZ���́u800�v�ł��B
> ���m��10��]�Ƃ�20��]�܂킷
��{�A�ڎ���z�肵�����X���Ǝv���܂��B�u���m�Ɂv�́u�����v�Ƃ����Ӗ����������u�����ԈႦ���Ɂv�Ƃ���
�u�����v�Ƒ����Ă��������B
�Ԉ�̃J�b�v�����O�Əꏊ���w�肵���̂́A��������]�������邤���ŏ�ɘI�o���Ă��Đ����₷������ł��B
��������ꍇ�́u�����ʁv�́uJOG PAD�v���o���āA��ԍ����́uCONT�v��I���B���̏�̃X���C�h�o�[��
�����̒ᑬ�ɐݒ�i�E�ɂ����قǍ����Ȃ̂œK�X�������Ă��������j
��̓J�b�v�����O�����Ȃ����̖��������Ă��������B
�L�[�{�[�h����̏ꍇ�i�w���������L�[�AY���������L�[�A�y�����uPageUp�v�uPageDown�v�L�[�́AG00�i�ō����j
�œ����悤�Ȃ̂Łi�ݒ�̖�肩������܂��ǁj�A���̏ꍇ�A�u�v���p�e�B�[�v�̑��x�ɒႢ�����i���s�b�`��
�����Ζ{��1��]/�r�j������Ύ�肠�������x�͕ς����܂��B�i��Ŗ߂��Ȃ��Ă͂Ȃ�܂���j
USBCNC�͎g�������Ƃ������̂ŏڂ����͔���܂���B���ɗǂ����������肻���ȋC�����܂��B