雑談、挨拶、なんでもありの掲示板



[トップに戻る] [掲示板トップに戻る] [スレッド表示] [トピック表示] [アルバム] [留意事項] [ワード検索] [管理用]
|
Kowさん、みなさんこんにちは。
そろそろ、行楽シーズンですね。
ML4のCNC化も一段落して、あれこれ考える時間が多くなってきましたので、久々にちょいツーを計画。
ツーに備えて、チェーン清掃をしました。
チェーン清掃のメンテ記録を見ると昨年の12月実施、走行距離67000kmでした。
約9か月で1500kmしか走っていません。
しかし乗っていません(笑
ま〜、それでも、手放せないのがバイクです。
写真は、清掃の記録です。
走っていないけど、埃を吸っているせいでしょうか、結構、真っ黒です。
チェーン君の他にも、ステップやサイドスタンドの軸受け部分もついでに、グリスアップをしてやりました。
エアーも見ると、、、、
なんと、前輪は、2kを切っています。適正値2.5kですから、
ツーに行っても、良いことはなかったでしょうね。
以上軽くメンテを済ませました。
これで、準備万端です。

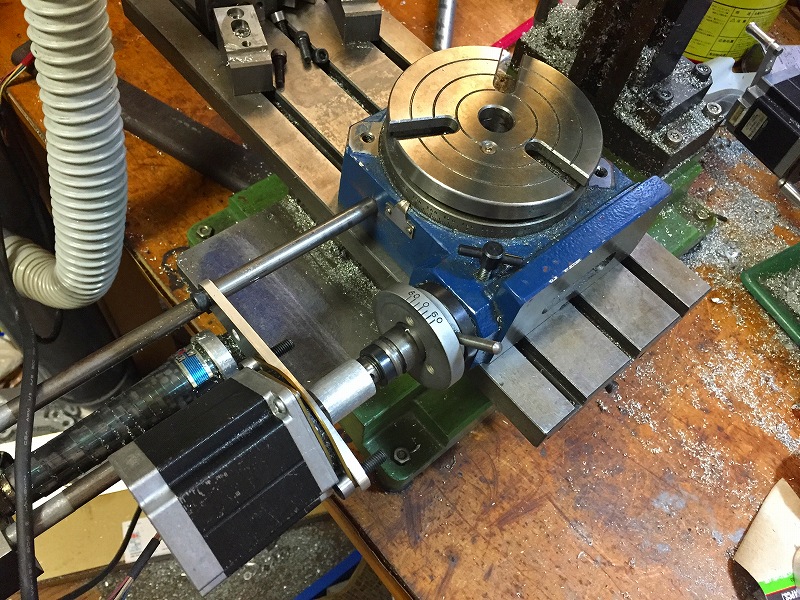
FL350Eを手に入れて10ン年。
強引にチャックの芯穴を中繰りしてセンター穴径を20mmにして使用していましたが、作成したC軸にチャックを取られましたので
ヤフオクで100mmチャック(5000円台、格安!)を手に入れました。
ベースプレートを作成して取り付け、芯は何とか出ているようです。コレを作るのにもC軸が大活躍しました。
なかなかの大きさ、これでどう生産性が変わるでしょうか?

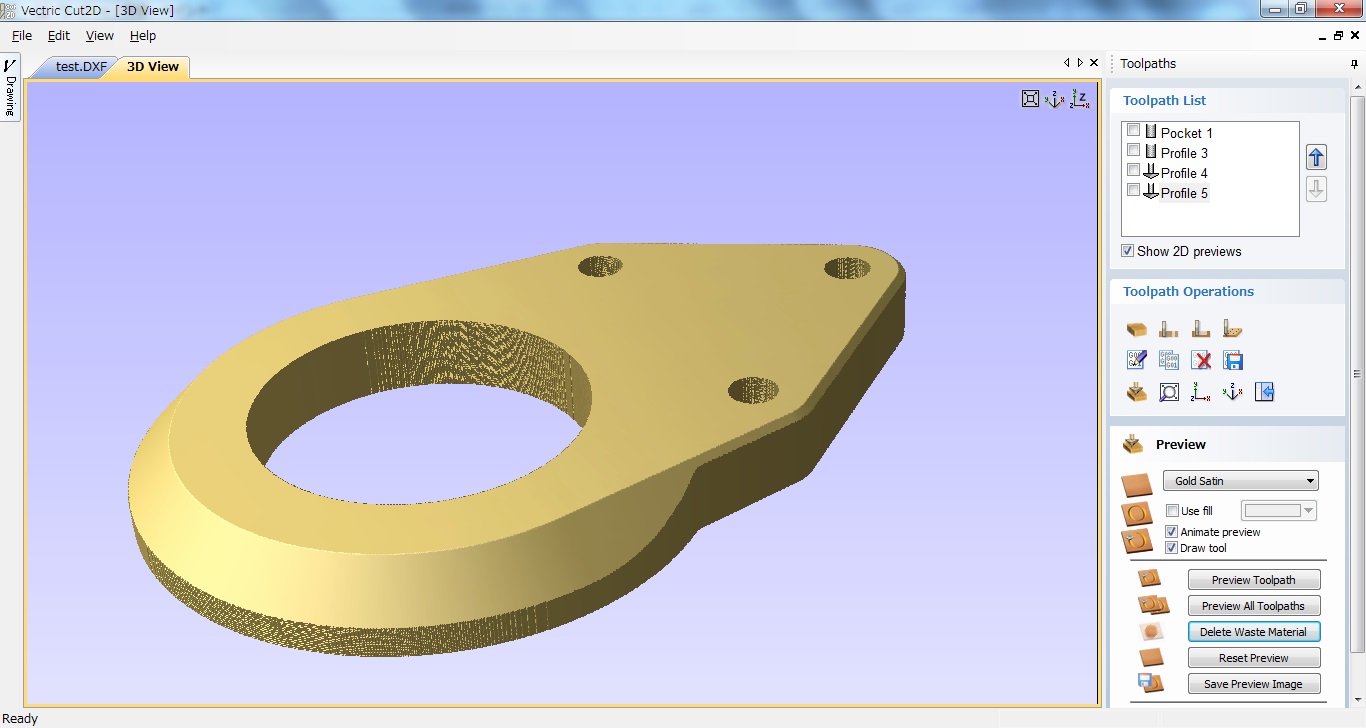
CNC本体をオリジナルで作っていろいろ削っています。
ここでは機械本体の話が多いですが、作ったものの話もあってもいいかと思い、投稿してみます。
写真は、最近試作してたiPhone5のケースです。
最初は単なるケースでしたが、取出さないと操作できないということに身内からツッコミがあり、改良してみました。
iPhoneが入っている状態をiPhoneで撮れず(!)、おまけに透明アクリルなので見にくいと思いますが、話しのタネに ...
ストラップは、NIKONのコンデジ用のものです(Amazon)。

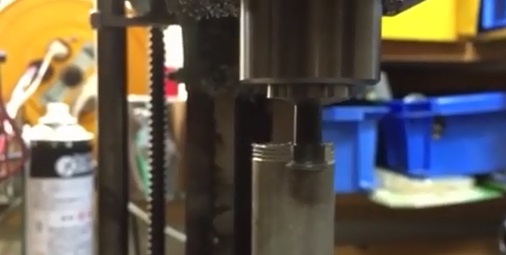
完成したC軸に自作カッター(キャップボルト改)を使用しましたが・・・。
カッターさえまともなら、それなりのねじが切れる予感。しかしそのカッターが高い・・・。
http://www.monotaro.com/p/4886/4961/
これでよいのでしょうか?切れ味はよいのでしょうか?
最後の一山まで切りたいので、専用工具でないと厳しそう。こんなリードゼロのタップのような代物が、タップの100倍の値段とは!
今回の仕事は赤字だなあ。


ご依頼品の難易度がどんどん上がってきて、嬉しくも頭が痛いKowです。
ベアリング穴など真円度が高度に要求される場合、やはり3軸まわして穴を掘るよりA軸を用意して
ロータリーテーブルを回しながら座ぐるほうがいいのでしょうかね?
どうやっても転造ボールねじではバックラッシュゼロなんて夢のまた夢ですし。
最後はXないしY軸はダイヤルゲージ取り付けて手で制御すればいいわけですから。
全自動切削からは逆行しますが、要求精度を考えるとそのほうがいいのかも。


- Joyful Note -
