タッチポイントセンサー 投稿者:
TR 投稿日:2015/11/12(Thu) 20:55
No.279
最近、某オク製のタッチポイントセンサーをゲット。
定価だと恐ろしい値段でして、某オク製じゃないと買えません。
昨日、品が来たので、
試しに、Z軸でも使っていました。
手動の場合ですが、
そろりそろりと下げていけば、問題なく使えました。
CNC化の状態でも問題ないかもしれません。
で、なんですが、
こういった使い方をしていても大丈夫でしょうか??

Re: タッチポイントセンサー -
Bon 2015/11/13(Fri) 19:05
No.280
タッチセンサーって使ったことが無いんですが、Zも使うんですか?
電気式(?)でも機械式でも、ワークのX、Yのエッジ検出だと思っていました。
Re: タッチポイントセンサー -
TR 2015/11/13(Fri) 21:53
No.281
Bonさん、こんばんは。
タッチポイントセンサーは、本来、X/Y軸と思います。
でも、Z軸をそろりそろりとおろしたら、ランプが付きました。
ということは、
MACH3の、Auto Tool Zeroでも、使えるだろうと推察しました。
ところが、今、自分のCNCフライスは、故障中で試せません。
そこで、先達者の方々にお聞きしたわけです。
Re: タッチポイントセンサー -
oldman 2015/11/14(Sat) 11:53
No.282
TRさん、こんにちは。
怖いことを考えますね^^;
CNCで同じ事をしたら、圧縮方向の力が働いて、透明な樹脂部分にクラックが入りそうです。
( 人間だと押下げる時の手応えで 停止させられますが、機械に「あと0.1mm」と指示したら素直に押し下げます.. )
また、この位置を光で判断できたとして、エンドミルでの実際の切削での位置とは関連させられませんよね?
http://lmscnc.com/2892を参考にしてタッチポイントセンサーを取付ければ、エンドミルを取り付けたままでもZ軸の位置決めにも使えるとは思います。
でも今度は切削中にタッチポイントセンサーが被切削物と干渉する危険性があるので、位置決め後に簡単に取り外せる(精度の良い)機構が必須になると思います。
ここまでやると素晴らしいですが、費やした労力に見合うかどうかは 個々人の感性ですね(私はイヤ^^;)。
...でも 見てみたいなぁ...
Re: タッチポイントセンサー -
TR 2015/11/14(Sat) 17:10
No.283
MACH3の、Auto Tool Zeroでの、送りなんですが。
物凄く遅い感じだし〜
駄目ですかね〜。~~;
Re: タッチポイントセンサー -
Bon 2015/11/14(Sat) 20:43
No.284
TRさん、
Z軸のゼロ点を出したとして、実際に削る時はタッチセンサーをエンドミルに替えますよね。
付け替えたエンドミルの先端位置はどうなるのでしょう?
エンドミルの先端をセンサーと同じ場所に当てても、コレットを締め上げればズレますよ。
私は、エンドミルを下げてワークとの間にスキミ(シックネスゲージ)を挟み、厚さを入力します。
原始的ですが、慣れればけっこう早くできるし、趣味の作業なのでOKです。
加工を仕事にしている方々には通用しませんが ...
ちなみに、Y軸はレファレンスポイントからテーブルのTスロットとの位置関係で出しています。
Tスロット幅が5mmなので、φ5のピンを立ててワークのエッジを当てて固定します。
X軸は、テーブル面にφ5の穴を明けてピンを立て、同様に合わせます。
YまたはXのピンのどちらかが2本入あれば、直角が出ます(四角いワークなら)。
適当に位置を合わせる時は、ベアリングを打ち込んだ長めのピン(折れたエンドミル[泣;]の残り)を
スピンドルにつかんで回し、外輪がワークに当たった時点でベアリング半径を入力します(+/-注意)。
これをタッチセンサーと呼んでいるのは私だけです!
Re: タッチポイントセンサー -
TR 2015/11/14(Sat) 21:29
No.285
Bonさんこんばんは。
>エンドミルの先端をセンサーと同じ場所に当てても、コレットを締め上げればズレますよ。
Mach3のAuto Tool Zeroを使えば、そういった必要はありません。
X/Yは、Mach3のHome スイッチを利用すれば、X/Y軸をMach3のDROを0にセット出来ます。
Re: タッチポイントセンサー -
Bon 2015/11/14(Sat) 23:52
No.286
TRさん、
Mach3のAuto Tool Zeroは、エンドミルの先端(機械側)が基準面と接触した時の導通を検出して
DROをリセットするものと理解しています。
このタッチセンサーは、接触したのを内部の回路で検出してLEDを点けているだけではないでしょうか?
信号が取り出せたとしても、X,Yにしか使えないでしょう。
Auto Tool Zeroには、オーバーストロークに対応した基準面が必要と思います。
なお、X/Yに関していろいろ書きましたのは、機械の絶対ゼロ(Homeスイッチ)から実測することなく
ワークのレファレンスポイントを合わせる私なりの方法です。
Re: タッチポイントセンサー -
アシリン 2015/11/15(Sun) 09:53
No.288
みなさん色々なゼロ点設定のやり方があるんですね。
勉強になります。
私のCNCは位置精度が適当なので、
中心や角点の測定は専ら電気テスターの抵抗値で見ています。
導通しない樹脂なんかの場合はケガキ線で合わせるしかないですが・・・。
Re: タッチポイントセンサー -
tsuzuki 2015/11/16(Mon) 16:39
No.289
TRさんこんにちは
日研のタッチポイントセンサーの説明書を見るとストレートタイプにはフロート機構は組み込まれていないようですね。
http://www.nikken-kosakusho.co.jp/catalogue_pdf/NcTooling_302I_125.pdf
ということは無理な力がかかると壊れるのではないでしょうか。
安い測定器ではないので冒険は避けたほうがいいと思うのですが。
もったいない!
さらにoldmanさんも書かれていますがセンサーをはずして刃物に変えたら高さは判らなくなってしまうと思います。
コレットホルダーごと刃物を交換でき刃先高さが管理されているプロ用に機械なら別ですが。
刃先高さ位置(zの値)を検出するのにはこんなのがあります。
http://big-daishowa.co.jp/product_page/data_15_base-master.php
めちゃくちゃ高いですが・・・・(清水の舞台から私はダイブしてしまっています)
厚さが判った紙(0.06から0.08くらいが多いです)を5mm角くらいに切ってさらっとした油でぬらし被削物の上に貼り付け、
回転した刃物をそっと下ろして行き、紙が回転始めたところを0.06とか0.08にセットするという簡便法もありますね。
結構精度高いです。
難点は球面とか斜め面ではできませんが、こう言うところではここまでの精度を要求されることはほとんどないように感じます。
団子針と油浸し紙、ローテクですが結構いけます。
数千円で買える機械式エッジファインダーもすぐれものです。
Re: タッチポイントセンサー -
TR 2015/11/16(Mon) 18:23
No.290
tsuzukiさん、そして、皆様方、レス有難うございます。
>さらにoldmanさんも書かれていますがセンサーをはずして刃物に変えたら高さは判らなくなってしまうと思います。
コレットホルダーごと刃物を交換でき刃先高さが管理されているプロ用に機械なら別ですが。
自分としては、何かいい方法がないか、また、自分の投稿をきっかけに
発展した方法がないかと思って、投稿しました。
やはり、高価な、ベースマスターがあれば一番ですね。
皆様方有難うございました。
それから、某オク製の、タッチポイントセンサーですが、
精度がよくて、手動で、タッチを繰り返しても、
同じ位置で、停止することができました。
5/1000mmのDRPOでも分かりませんでした。
ま〜、中華製のDROだからもしれませんけど。
手パ 投稿者:
tsuzuki 投稿日:2015/10/20(Tue) 16:24
No.274
たぬきさん、こんにちは
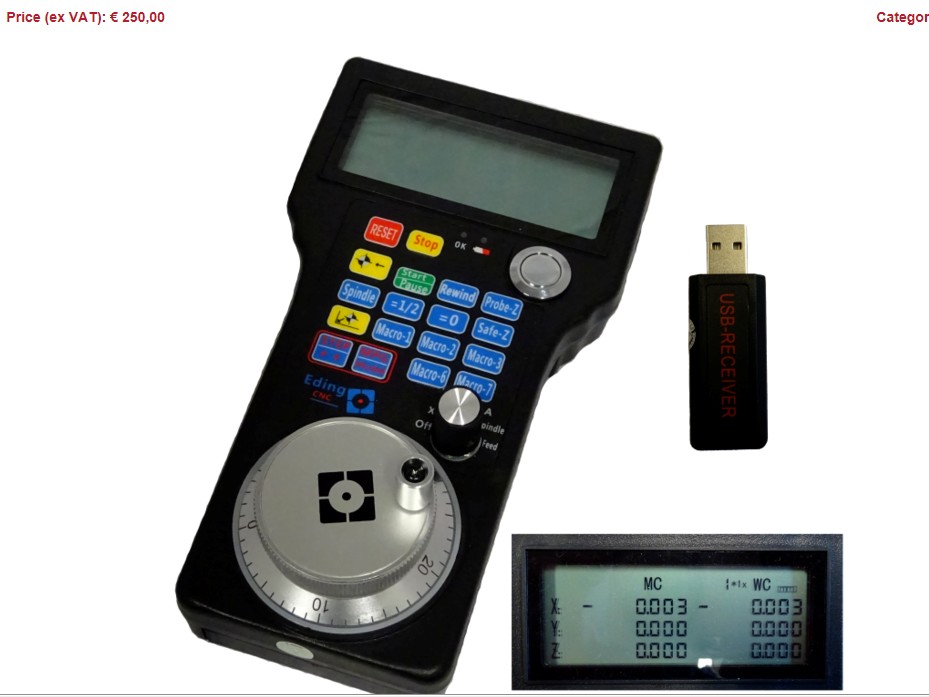
Eding CNC のサイトを見ていたら、USBCNC用の無線で動く手パを見つけてしまいました。
http://www.edingcnc.com/products.php?productid=104
250ユーロなので35000円近くしますね。
これってUSBコネクターに受信部分を差し込めば動くのでしょうか。
レポート、首を長くして待っています。ぜひ近日中に。
良さそうなら注文しようと思います。
よく見るとたぬきさんが注文したのとは少し違うのかな?
(ダイアルの真ん中に文字が入っているかどうか位)
Re: 手パ -
たぬき 2015/10/20(Tue) 19:37
No.275
tsuzukiさんこんばんは。
私が注文したものとほぼ同じですね。
しかし値段は送料入れても12000円でした。
中華発送なので危ない橋ではありますがそれも含めての人柱になるつもりです笑
USBにつなげば動くはずですが、ひょっとするとmachのPluginを介しての動作になるかもしれません。
もう発送の連絡はありましたので近いうちに報告します。
今日はボードを入れ替えしていました。
スピンドルの回転制御も以前よりうまくいき思わぬ収穫でした。
例のエアーブローの信号もスピンドル用のリレーがありますのでうまく取れそうです。
間欠運転の為の基盤も1980円だったので買ってみました。
これで10秒に1回1秒吹きつけとか設定できるようになる予定です。
が、本日は時間切れで明日に持ち越しです。
Re: 手パ -
たぬき 2015/10/23(Fri) 11:52
No.276
手パはまだ届いていませんが
エアーブローはできあがりました。
実はインターバルタイマーの基板が飛んでしまい
些細な不注意で無駄な出費をしてしまいました。
tsuzukiさん良いテーマをいただきありがとうございました。
自らアイデアを生むのが苦手なので
こうやってテーマをいただけるのはありがたいのです。
と言いましてもエンジンを作るのは私には荷が重すぎて不可能ですが笑
また何か作ったら投稿お願いします。
手パの報告はもう少しお待ち下さい。
Re: 手パ -
たぬき 2015/10/23(Fri) 19:17
No.277
Re: 手パ -
tsuzuki 2015/10/24(Sat) 10:10
No.278
たぬきさん、情報ありがとうございます。
>私が手に入れたものはMACHのみでしたがUSBCNC用のCDも存在するようです。
教えていただいたサイトを見るとUSBCNC用とはなっていますね。
もう少し情報を集めてみたいと思います。
「突っ切りバイト」と「突切りバイト」...^^; 投稿者:
oldman 投稿日:2015/10/02(Fri) 15:21
No.256
ヤフオクで「突っ切りバイト」と「突切りバイト」の検索結果が(当り前ですが)全く違うことに気付きました。
・突切りバイトでの検索結果
(1) ◆《ミニ旋盤》外形突切り、溝入れバイト10mm新品 チップ付属 ----- 出品者:ct_ar_atさん
オークションID:k198199118 開始価格:3,500円(税 0円) 追加チップ:1,200円、1,300円
・突っ切りバイトでの検索結果
(2) スローアウェイバイト 突っ切りバイト 12mm 刃幅2mm J39 ----- 出品者:modernworks_ltdさん
オークションID:v418328438 開始価格:1,300円(税込 1,404円) チップ:480円(別売)
(3) スローアウェイバイト 突っ切りバイト 12mm MGEHR1212-2 旋盤用 ----- 出品者:catsai2015さん
オークションID:k198199118 開始価格:1,370円(税 0円) チップ:※刃はついていませんのでご了承ください。
Googleもそうですが、検索キーワードの設定は難しいですね。
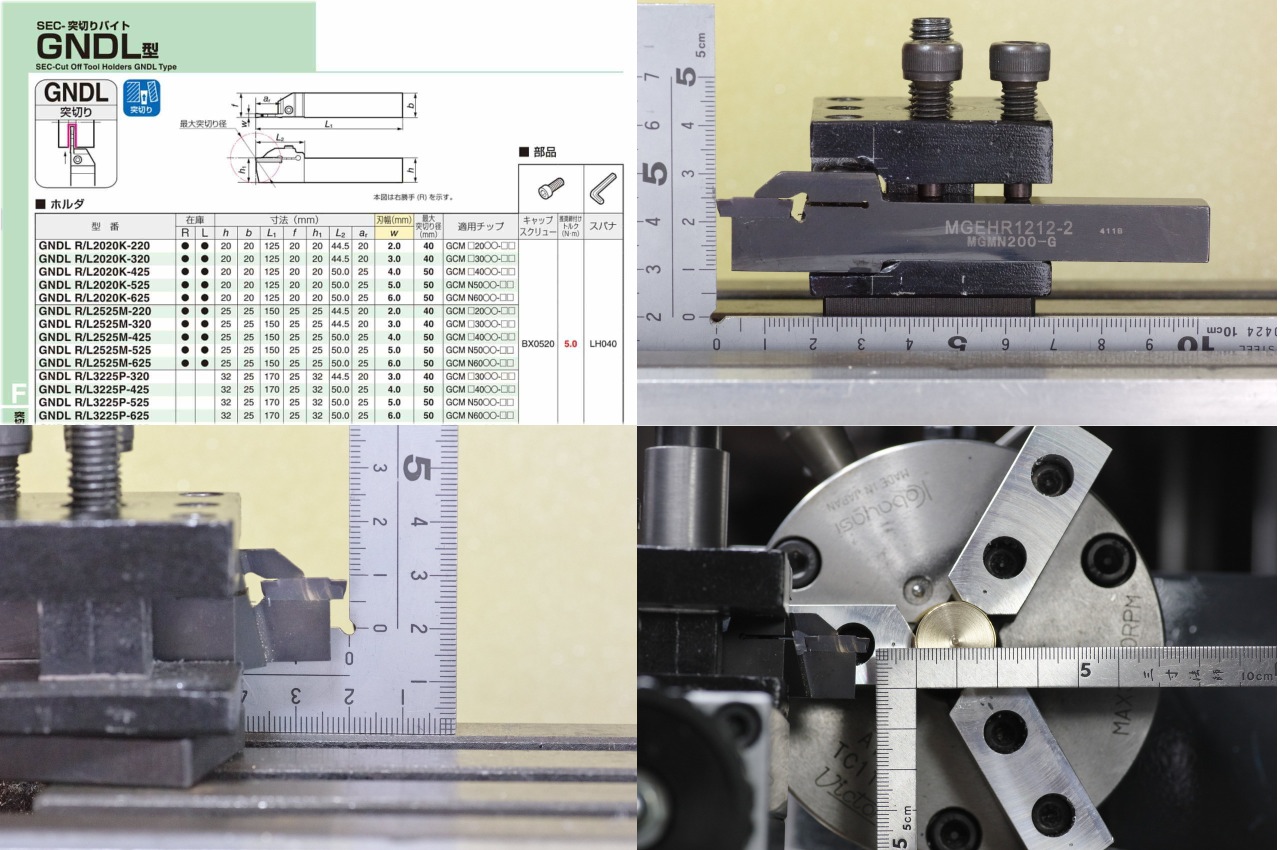
という前書きが 挨拶雑談掲示板 向きの内容なので、刃物台を削って「突っ切りバイト」を使えるようにした事例をこちらにアップします。
(Kowさんの国産メーカー品の紹介の後で、購入時期が早いとはいえ 中華製品の紹介するのも多少気が引けますが)
ちなみに私は (2)の商品を ホームページを訪問して、MGMN200-G NC3030チップと一緒に(内税で)購入してます。
>1 x MGMN200-MLDA チップ (J12) = 480円
>1 x MGMN200-G NC3030 チップ (J28) = 780円
>1 x スローアウェイバイト 突っ切りバイト 12mm 刃幅2mm (J39) = 1,300円
>小計: 2,560円 佐川急便(離島は1000円プラス): 500円 合計: 3,060円
ショップモダンワークス( ttp://modernworks-ltd.com/shop/ )で商品名後半の括弧内の Jxx で商品検索するとダイレクトジャンプ出来ます。
写真左上:Kowさんの突切りバイト(10mm×10mm)で下側がフラットですね。
写真右上:12mm×12mmの突切りバイトを 刃物台を削って約16mm手前に引いています。
写真左下:刃物台の裏側から見ても 目一杯後退させているのが判ります。
写真右下:刃物台を一番手前に引いています。直径40mm+の材料にも溝入れが出来ます。
Re: 「突っ切りバイト」と「突切りバイト」...^^; -
だいちゃん 2015/10/06(Tue) 09:55
No.257
oldmanさん、こんにちは。モダンワークスは私も以前から気になっていたのですが、10mmが欠品なんですよね。同じものを3500円で売っているところは買う気に
なれないので、12mmタイプを注文しました。刃物台を加工するかは検討中です。
Re: 「突っ切りバイト」と「突切りバイト」...^^; -
oldman 2015/10/07(Wed) 18:43
No.258
だいちゃん、こんにちは。
私のC2互換マシンでは 右下の写真のように刃物台を加工しないと 10mmの丸棒までしか加工できません。
( 21mm - 16mm = 5mm ... 中心からチップ先端までの距離 )
刃物台加工で やっと21mmの距離を稼いでいる状況です。
Extended Cross Slide Travel Kit( ttp://lmscnc.com/4450 )等をお使いなのか 大きな旋盤をお持ちなのですね。
羨ましいかぎりです。
Re: 「突っ切りバイト」と「突切りバイト」...^^; -
Kow 2015/10/08(Thu) 03:57
 No.259
No.259
oldmanさん、だいちゃんさんこんばんは。
>写真左上:Kowさんの突切りバイト(10mm×10mm)で下側がフラットですね。
はい、このシャンクサイズはC2系旋盤と愛称抜群でした。キレもよく重宝しています。
調子にのってガンガン突っ切っていたら噛み付いて(バイトのせいではなく使い方のせい)、ベルトが切れたわけです(笑
Re: 「突っ切りバイト」と「突切りバイト」...^^; -
だいちゃん 2015/10/11(Sun) 10:22
No.260
oldmanさん、こんにちは。私の旋盤もc2?系だと思います。なぜか,kowさんと同じように、チャックはアダプタープレートを作成し
100mmのものに付け替えています。そして、やはり20mmのシャフトが通るように中ぐりしてあります。バイクを弄る人は同じような作業に
なるのでしょうね。例のバイトは写真のように加工して使用しています。永尾研究所のホルダーです。厳密に言えばすくい角と逃げ角が変わるので
しょうが手軽な方法で気に入っています。
Re: 「突っ切りバイト」と「突切りバイト」...^^; -
oldman 2015/10/11(Sun) 17:02
No.261
だいちゃん、こんにちは。
永尾研究所のホルダーで刃物台の左側に逃がすのですか...
考えつきませんでした(コロンブスの卵ですね)。
私は QCTP( ttp://lmscnc.com/3112 )に交換して余ってしまった刃物台の有効活用とばかり
バイトを手前に引く以外の事は考えもしませんでした。
おかげで、突っ切りの時には刃物台を交換するという一手間が増えてしまいました。
... そのうち、QCTPで使えるようにしたいなとは考えているのですが、いつになるやら。
私もチャックを110mmの爪交換可能なものに変えています。
ジュラルミンの生爪を自作し、センター合わせは 軽く爪を磨くという猫派の作業環境^^;を楽しんでます。
はじめまして 投稿者:
ミヤウチ 投稿日:2015/09/28(Mon) 21:35
No.254
はじめまして、宮内と申します、加工依頼、質問メール
から、連絡をしようと試みましたが、
上手くいかないのでこちらから連絡させて頂きました
よろしくお願いします。
Re: はじめまして -
Kow 2015/09/29(Tue) 01:00
No.255
ミヤウチ様
お書き込みありがとうございます!
どのような加工をご依頼でしょうか?大変申し訳ありませんが、現在多数のご依頼を頂いており、おそらく半年単位でお待ち頂く
ことになってしまいます。それでもよろしければ、その旨お書き込み頂けますでしょうか。
メールアドレスをお伝えいたします。
なにとぞよろしくお願いいたします。
シルバーウイークも終了(自分的には) 投稿者:
TR 投稿日:2015/09/23(Wed) 07:05
No.252
Kowさん、みなさんこんにちは。
カレンダー的には、お休みということもあって、昨日、軽く走ってきました。
久々の走りでした。
他にも、休みが続いたので、ML4のチューニングをやりました。
初めてのことで、大変でした。
具体的には、マッハ3のMotor Tunig とバックラッシュの補正値設定です。
ここに来る、先達者の中に大変親切なお方がおられまして、一時は落ち込んでいましたが、
無事に設定が完了した感じです。
やってみて思いましたが、
バックラッシュ補正を掛けないで、済む方法があったら、いいな〜と感じました。
画像ですが、
AL板から、3mm円形(半径21mm)に掘り下げました。
切削面は、旋盤にかないませんが、
それでも、ノギスで、十字に計測したら、差が分かりませんでした。
まだまだ、調整が続くと思いますが、今のところ、良しという感があります。
Kowさんも、たまに、円形を切削することがあろうかと思いますが、
ノギスで分からない程度であれば、素人的には、良しでしょうか?
宜しくお願いします。

Re: シルバーウイークも終了(自分的には) -
Kow 2015/09/24(Thu) 00:48
No.253
TRさん
こんにちは、ご投稿ありがとうございます。
真円度合いについては、自分が満足できればOK!ですよ。
ただ、斜めも計測したほうがよいように思えます。画像の問題かもしれませんが、ややゆがんでいるような?
切削物の外形が円を描いている、というのであれば多少ゆがんでいてもかまいません、意外と目立たないものです。
ただ、ベアリングを入れる圧入穴を開けるような場合は厳しいですよね。。。ですから私はボーリングバーやC軸に手を出した、
というわけなのでした。



