タッピング 投稿者:TR 投稿日:2020/03/06(Fri) 07:17 No.949
kowさん、こんにちは。
趣味のNCフライスを使って、
サブプログラムによるタッピングの実践をしました。
M6のねじ切りで、1度目の深さ7mm、2mm戻し、また深さ7mmのねじ切りを行いました。
Mach3ではねじ切りの固定サイクルが無いので、深くねじを切るには、サブプログラムの利用しかないと思いまして、作成したプログラムで試験切削をしました。
無事に成功しました。
この方法なら、ねじ切りをし、切子排出の為に戻し、またねじ切りのプログラムを簡単に作成できます。

Re: タッピング - kow 2020/03/09(Mon) 00:06 No.951
TRさん、投稿ありがとうございます!
いいですねえ、今日ちょうど私はリニアガイド用のねじ穴を手でタップ切ってましたのでこの便利さが良く想像できます^^;
M6のねじが切れるなら、実用性は十分ですね。
いいですねえ、今日ちょうど私はリニアガイド用のねじ穴を手でタップ切ってましたのでこの便利さが良く想像できます^^;
M6のねじが切れるなら、実用性は十分ですね。
Re: タッピング - TR 2020/03/09(Mon) 06:39 No.952
Kowさん、こんにちは。
今、お作りのフライス盤は、全軸サーボですか。
そうであれば、ノイズには注意してください。
問題ないようでしたら、この発言はお許しください。
それから、ねじ切りですが、今回のテスト中に、タップを折りました。
その時、心の中に引っかかっていたヘリカル切削を思い出しました。
YUSAさんに教わりました。
http://yusa.c.ooco.jp/mini_cnc/helical_z.html
ただ、教えて頂いたNCプログラムは、円弧補間を繰り返しています。
これでは、間違えやすいので、覚えたばかりのサブプログラムを利用してみたら、、、、
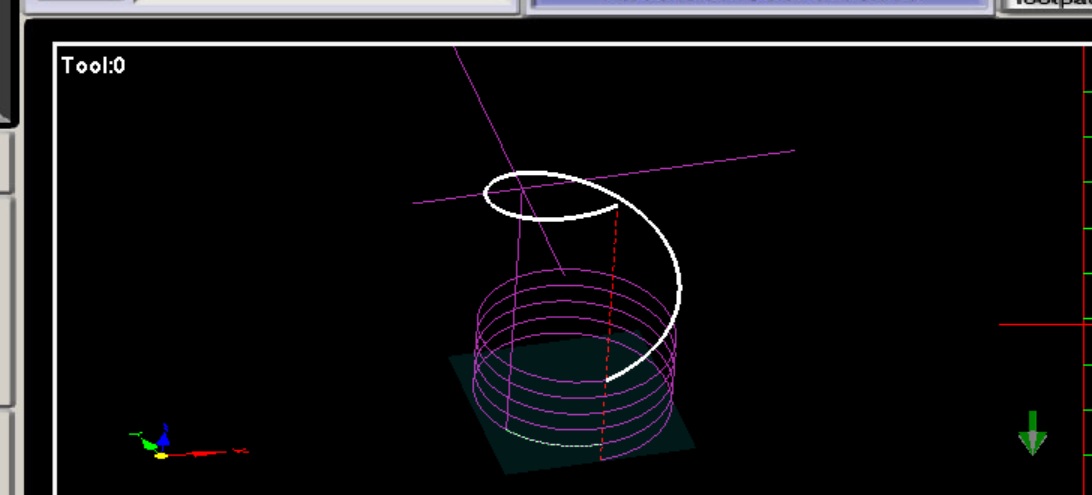
AMCH3の画面で確認したら、上手くいきそうです。
肝心の刃物も、Aliexpressなら、安価です。
やはり、タップの折れという呪縛から解放される点は、魅力です。
その内、買ってみたいと思うようになりました。( ^)o(^ )
今、お作りのフライス盤は、全軸サーボですか。
そうであれば、ノイズには注意してください。
問題ないようでしたら、この発言はお許しください。
それから、ねじ切りですが、今回のテスト中に、タップを折りました。
その時、心の中に引っかかっていたヘリカル切削を思い出しました。
YUSAさんに教わりました。
http://yusa.c.ooco.jp/mini_cnc/helical_z.html
ただ、教えて頂いたNCプログラムは、円弧補間を繰り返しています。
これでは、間違えやすいので、覚えたばかりのサブプログラムを利用してみたら、、、、
AMCH3の画面で確認したら、上手くいきそうです。
肝心の刃物も、Aliexpressなら、安価です。
やはり、タップの折れという呪縛から解放される点は、魅力です。
その内、買ってみたいと思うようになりました。( ^)o(^ )
Re: タッピング - ペッカ 2020/03/14(Sat) 12:24 No.957
自作ネジ切カッター用にGコード作成ソフトを探してみました。
YUSAさんのヘリカル切削に憧れましたが、自分ではまだネジ切削は無理なので
先輩方の意見やアドバイス頂ければと思います。
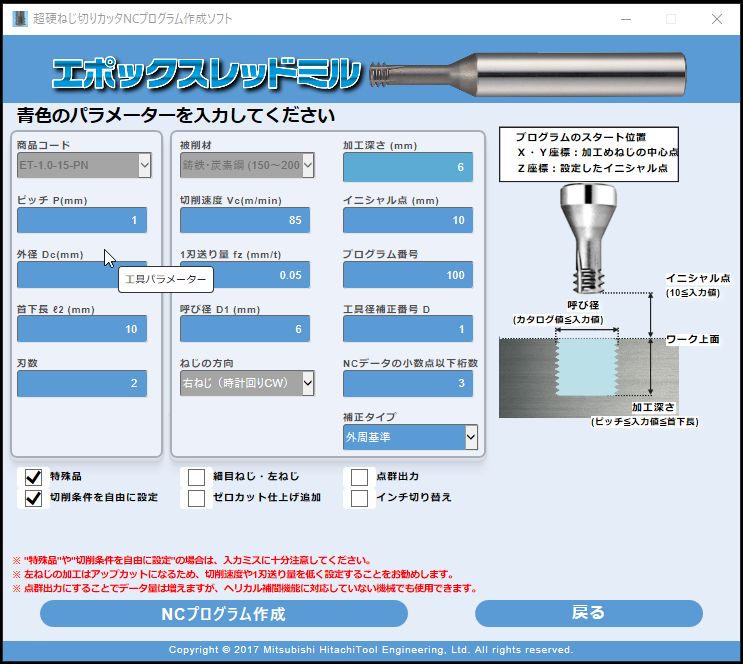
超硬ねじ切りカッタ NCプログラム作成ソフト
http://www.mmc-hitachitool.co.jp/technical/nc-et/
□特殊品と□切削条件を自由に設定にチェックを入れて
条件を変えると自作エンドミルでも使えないですかね。
YUSAさんのヘリカル切削に憧れましたが、自分ではまだネジ切削は無理なので
先輩方の意見やアドバイス頂ければと思います。
超硬ねじ切りカッタ NCプログラム作成ソフト
http://www.mmc-hitachitool.co.jp/technical/nc-et/
□特殊品と□切削条件を自由に設定にチェックを入れて
条件を変えると自作エンドミルでも使えないですかね。
Re: タッピング - TR 2020/03/14(Sat) 16:25 No.958
ベッカさん、初めまして。
自分も、現在ねじ切りに興味がありますので、レスしたいと思います。
CNCでねじ切りが出来たら、大変便利ですもんね。
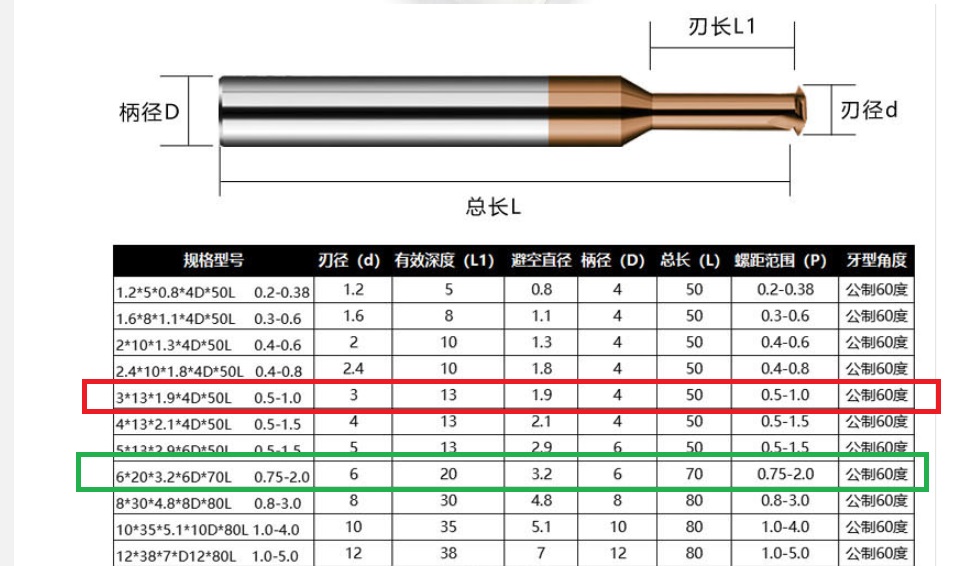
調べると、スレッドミルには、1枚刃とベッカさんの写真にあるスレッドミルは3枚刃のようにに見えますが、
こういった複数刃がありますね。
ただ、複数刃は、タップと同じように、
1種のねじに対し、専用の工具という対応になっているようですので、ねじに合わせるようになるようですね。
自分は、1枚刃を買いました。
1枚刃は、ねじ径とピッチに幅があって、
1つの工具で何タイプのねじに対応しているようです。
購入先では、そのように説明していました。
その内に、到着すると思いますので、試してみたいと思います。
でも、欠点があるんじゃないかと思っています。
複数刃の方がきっと仕上がりは良いですよね。
ベッカさんは、お使いの、CNC用のソフトは何ですか、自分は、Mach3です。
やってみて分かりましたが、Mach3には、使えないGコードがあったりしますので、
その辺も検討したうえで、Gコード作成ソフトは買った方が良いでしょうね。
*************************************************************
現在、やっとヘリカル補間のプログラムが完成しました。
切削をしないで動作確認をしましたが、大丈夫そうです。
でも、本チャン前にテストはしますけど。
自分も、現在ねじ切りに興味がありますので、レスしたいと思います。
CNCでねじ切りが出来たら、大変便利ですもんね。
調べると、スレッドミルには、1枚刃とベッカさんの写真にあるスレッドミルは3枚刃のようにに見えますが、
こういった複数刃がありますね。
ただ、複数刃は、タップと同じように、
1種のねじに対し、専用の工具という対応になっているようですので、ねじに合わせるようになるようですね。
自分は、1枚刃を買いました。
1枚刃は、ねじ径とピッチに幅があって、
1つの工具で何タイプのねじに対応しているようです。
購入先では、そのように説明していました。
その内に、到着すると思いますので、試してみたいと思います。
でも、欠点があるんじゃないかと思っています。
複数刃の方がきっと仕上がりは良いですよね。
ベッカさんは、お使いの、CNC用のソフトは何ですか、自分は、Mach3です。
やってみて分かりましたが、Mach3には、使えないGコードがあったりしますので、
その辺も検討したうえで、Gコード作成ソフトは買った方が良いでしょうね。
*************************************************************
現在、やっとヘリカル補間のプログラムが完成しました。
切削をしないで動作確認をしましたが、大丈夫そうです。
でも、本チャン前にテストはしますけど。
Re: タッピング - ペッカ 2020/03/14(Sat) 21:39 No.959
TR さん よろしくです。
自分はVCarvePro(+イラストレータ)とFusion360で描いてMach3で切削です。
いまだにGコードを知らずに切削しているのが現状です。
ねじ切りNCプログラム作成ソフトはエンドミルメーカーで提供しているフリーソフトです。
他にOSG ThreadProも有りましたが、1枚刃や刃径を変更できThreadMillNCが良さそうでしたが
残念なのは、OSGの様に下から切削するアップカットや複数回に分けて切削がない事です。
他にもエクセル式も見かけますね。
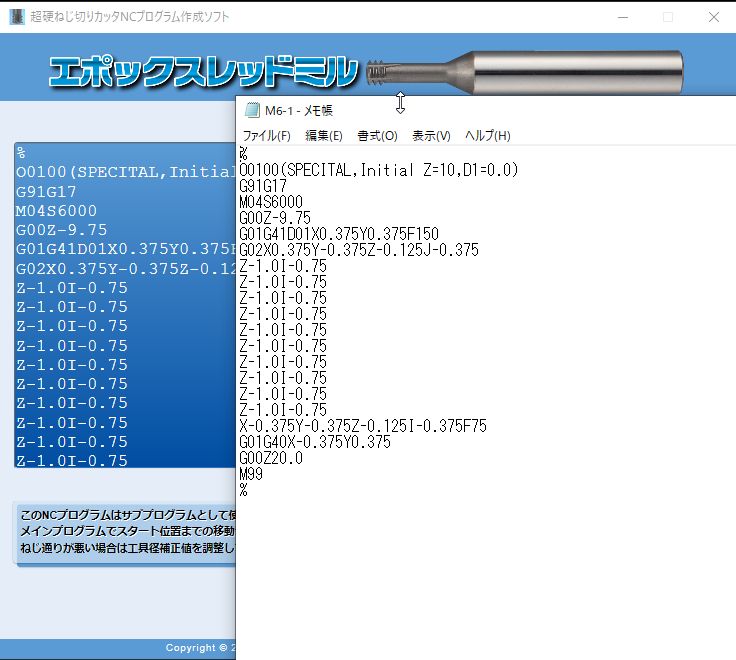
参考に1枚刃と刃径を変更してM6のGコードを作成してみました。
自分はVCarvePro(+イラストレータ)とFusion360で描いてMach3で切削です。
いまだにGコードを知らずに切削しているのが現状です。
ねじ切りNCプログラム作成ソフトはエンドミルメーカーで提供しているフリーソフトです。
他にOSG ThreadProも有りましたが、1枚刃や刃径を変更できThreadMillNCが良さそうでしたが
残念なのは、OSGの様に下から切削するアップカットや複数回に分けて切削がない事です。
他にもエクセル式も見かけますね。
参考に1枚刃と刃径を変更してM6のGコードを作成してみました。
Re: タッピング - TR 2020/03/15(Sun) 07:06 No.960
ちょっとみ、目につくのが、「I」、これなんですかね、
手持ちの本「NC工作機械」には、ありません。 変数なんでしょうか。
FUSION360を使っているとのことですが、CAMとしては利用しないのですか?
自分は、CAD・CAMとして利用しています。
ちなみに FUSIONで作成すると ↓
ねじ切りの固定サイクルを使っていますので、行数が少なく済んでいます。
FUSIONの方が良いのでは?
(1001)
(T9 D=4. CR=0. - ZMIN=-15.8 - RIGHT HAND TAP)
G90 G94 G91.1 G40 G49 G17
G21
G28 G91 Z0.
G90
(4)
M5
M9
T9 M6
S50 M3
G54
M8
G0 X7. Y6.
G43 Z10. H9
Z5.
M29 S50
G98 G84 X7. Y6. Z-15.8 R2.2 F35.
X18.
G80
Z10.
M9
G28 G91 Z0.
G28 X0. Y0.
M30
手持ちの本「NC工作機械」には、ありません。 変数なんでしょうか。
FUSION360を使っているとのことですが、CAMとしては利用しないのですか?
自分は、CAD・CAMとして利用しています。
ちなみに FUSIONで作成すると ↓
ねじ切りの固定サイクルを使っていますので、行数が少なく済んでいます。
FUSIONの方が良いのでは?
(1001)
(T9 D=4. CR=0. - ZMIN=-15.8 - RIGHT HAND TAP)
G90 G94 G91.1 G40 G49 G17
G21
G28 G91 Z0.
G90
(4)
M5
M9
T9 M6
S50 M3
G54
M8
G0 X7. Y6.
G43 Z10. H9
Z5.
M29 S50
G98 G84 X7. Y6. Z-15.8 R2.2 F35.
X18.
G80
Z10.
M9
G28 G91 Z0.
G28 X0. Y0.
M30
Re: タッピング - ペッカ 2020/03/15(Sun) 09:26 No.961
ねじ切りNCプログラム作成ソフトの外形Dcは下穴かも知れないのでダメですね。
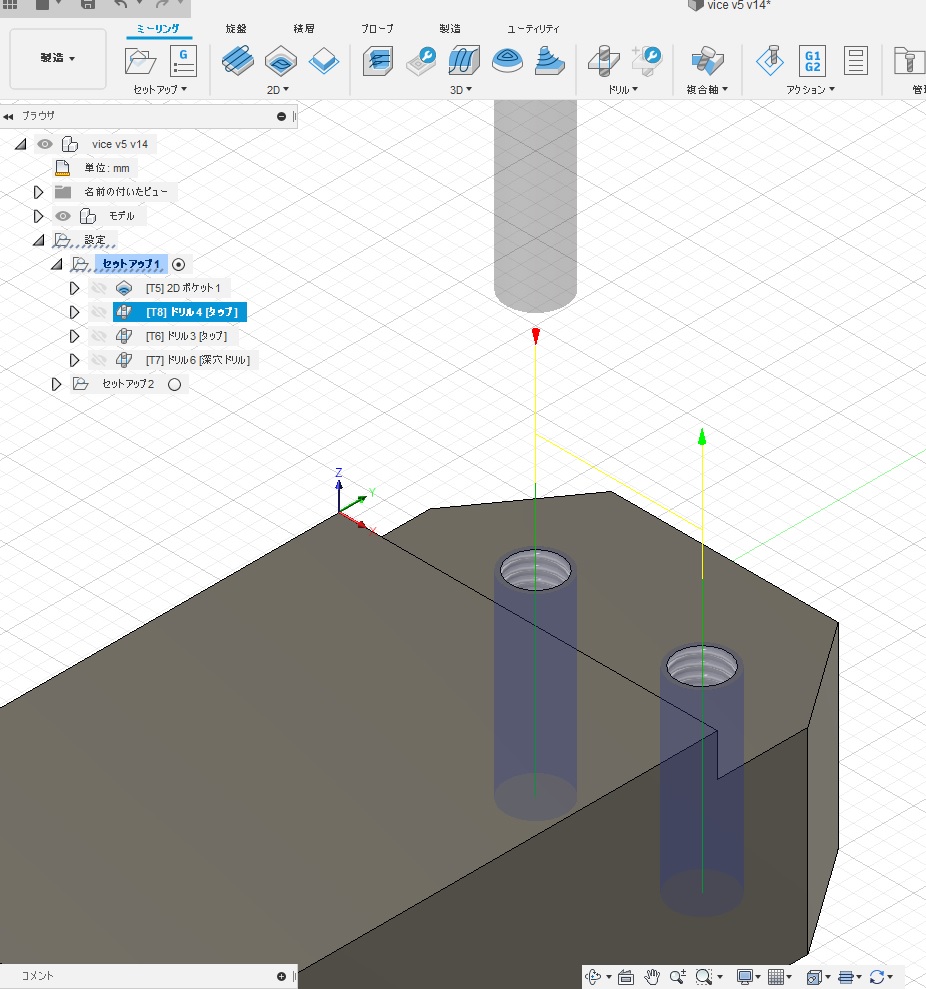
早速Fusion360を見てみました。
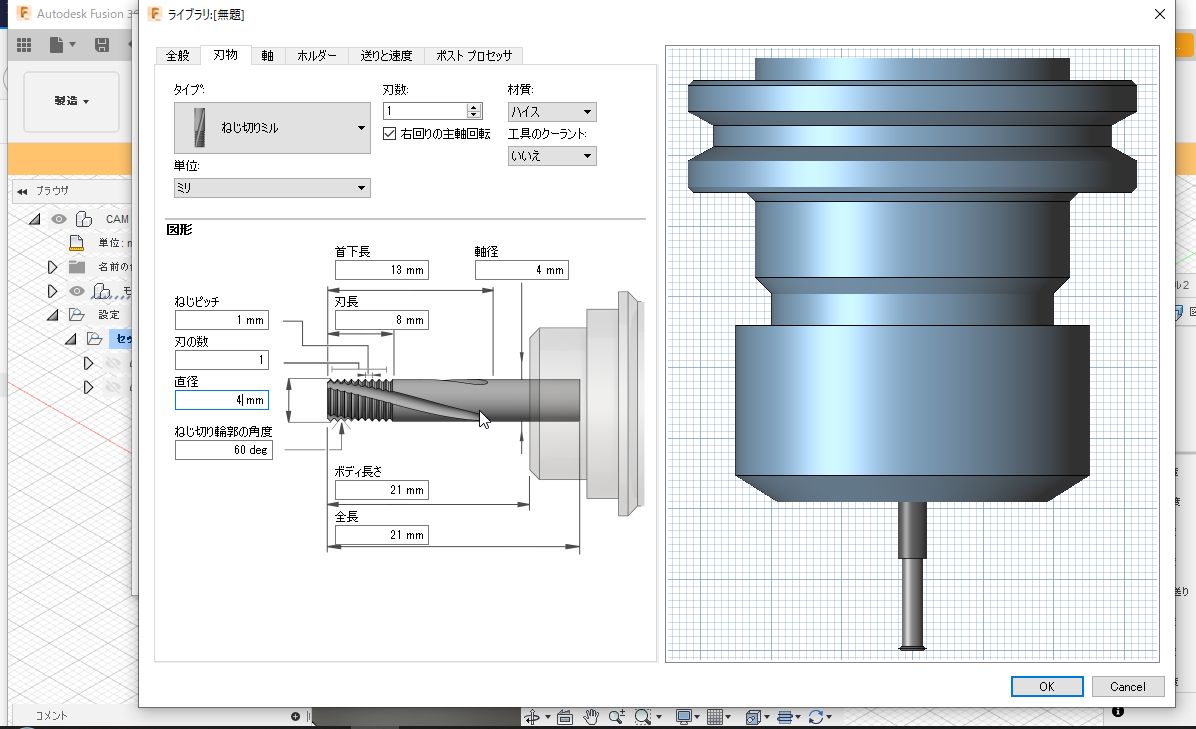
まだ作図が適当ですが、ネジ切ミルが有り刃数や刃径を変更できるので
お勧めです。
TRさんのエンドミルがタップ切削なのでネジ切ミルに変更すると、アップカットや切込み回数も変えれそうです。
これは凄いですね。
出来れば新スレッドでネジ切ミルの使い方や切削レポートを紹介して頂けないでしょうか。
早速Fusion360を見てみました。
まだ作図が適当ですが、ネジ切ミルが有り刃数や刃径を変更できるので
お勧めです。
TRさんのエンドミルがタップ切削なのでネジ切ミルに変更すると、アップカットや切込み回数も変えれそうです。
これは凄いですね。
出来れば新スレッドでネジ切ミルの使い方や切削レポートを紹介して頂けないでしょうか。
Re: タッピング - TR 2020/03/15(Sun) 14:15 No.962
ベッカさん
自分は、スレッドミルを使った事が有りません。
現在、手打ちのヘリカル切削プログラムが出来たばかり。
しかも、工具が無いので、実機で動作を目視しただけです。
fusionでスレッドミルの切削プログラムが出来る事を初めて知りました、有り難う。
今日は、仕事なので、帰宅後、fusionを弄って見ます。
fusionの切削プログラムでmach3が動作したら、良いのでが。
自分は、スレッドミルを使った事が有りません。
現在、手打ちのヘリカル切削プログラムが出来たばかり。
しかも、工具が無いので、実機で動作を目視しただけです。
fusionでスレッドミルの切削プログラムが出来る事を初めて知りました、有り難う。
今日は、仕事なので、帰宅後、fusionを弄って見ます。
fusionの切削プログラムでmach3が動作したら、良いのでが。
Re: タッピング - TR 2020/03/15(Sun) 18:19 No.963
残念
スレッドミルではポスト処理できませんでした。
ただ、Mach3の場合ですけど。
手打ちで行きます。
スレッドミルではポスト処理できませんでした。
ただ、Mach3の場合ですけど。
手打ちで行きます。