マッハでタッピング 投稿者:TR 投稿日:2020/01/15(Wed) 16:32 No.919
Kowさん、こんにちは。
完成しました。
これで、タッピングも自動化です。
といっても、掘削深は、マッハ3にG84や、M29が無いので、特別にNCプログラムを組むのも難しそうだから、
6mm程でしょうけど、これで、満足できました。
有難うございました。
これからも、お邪魔させてください。
怖かったので、アクリル板にねじを切りました。

Re: マッハでタッピング - Kow 2020/01/16(Thu) 17:45 No.921
TRさん、こんにちは。
素晴らしい、これは主軸とZ軸を連動させているのですね・・・
未だに馬鹿でかい200V3相モータを使用している身としては、どんな機材を使用すればこんなことが
実現できるのか・・・ご教授をお願いしたいです。ぜひ。
タップを正確にたくさん立てるのは本当に大変なので、これは生産性・精度向上に威力発揮しそうですね。
良いものを見せて頂きました。ありがとうございます。
素晴らしい、これは主軸とZ軸を連動させているのですね・・・
未だに馬鹿でかい200V3相モータを使用している身としては、どんな機材を使用すればこんなことが
実現できるのか・・・ご教授をお願いしたいです。ぜひ。
タップを正確にたくさん立てるのは本当に大変なので、これは生産性・精度向上に威力発揮しそうですね。
良いものを見せて頂きました。ありがとうございます。
Re: マッハでタッピング - TR 2020/01/17(Fri) 11:16 No.922
禁止ワードの表示が出て書き込めませんでした。
解除してください。
解除してください。
Re: マッハでタッピング - kow 2020/01/18(Sat) 16:08 No.923
お手数をおかけしております。禁止ワード若干緩和しました。
お試しいただけますでしょうか。
もしまだ書き込めないようでしたら、kow_2002@hotmail.com へ、書き込もうとしていた文章をお送りいただければ幸いです。
お試しいただけますでしょうか。
もしまだ書き込めないようでしたら、kow_2002@hotmail.com へ、書き込もうとしていた文章をお送りいただければ幸いです。
Re: マッハでタッピング - TR 2020/01/18(Sat) 21:00 No.924
Kowさん、今晩は。
早速ですが、マッハ3でタッピング(掘削深6mm)の方法です。
自分環境
CAD/CAMは、FUSION360
マッハ3
smoothStepper
SE〇基板(新型 パラレルポート CNCインターフェーと拡張基板)
主軸はPWM制御
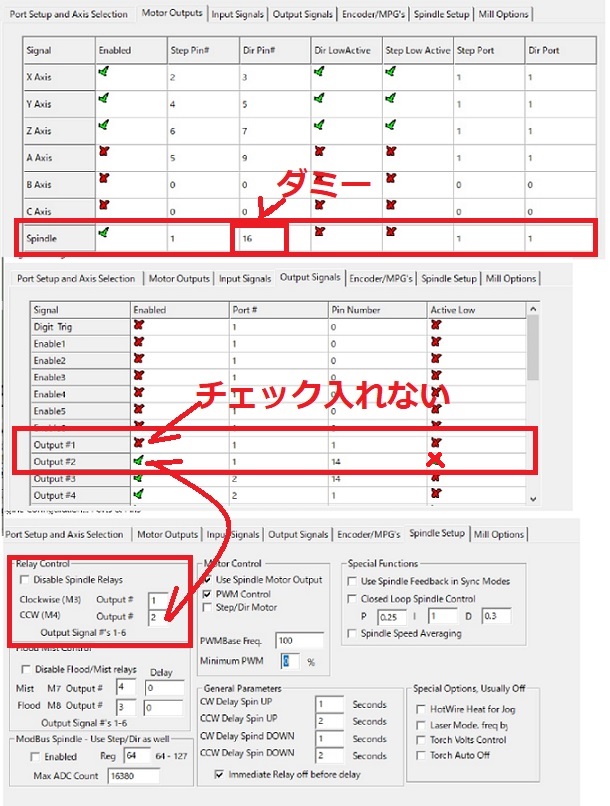
マッハの設定
新型 パラレルポート CNCインターフェーは、Port1に繋いでいます。
写真の中の注意点は、
マッハのMotor Output〜Spindle〜Dir Pinは、ダミーです。実際は繋いでいません。
SmoothStepperの場合、ダミーを入れないと、ピン番号を入れるようにと指示されるからです。
マッハ3には、
タップの固定サイクルが無いので、面倒ですが、自分でGコードを作成します。
テストに使ったGコードは、備考に記載しておきます。
また、
マッハ3には、M29の機能もないので、一度のねじきり(6mm)でおわりです。
後は、
回転を反転させるインターフェースが必要です。
詳しくは、自分のHPにアップしてあります。
http://vfr800.web.fc2.com/machine/milling/cw.html
自分も、まだ完成したばかりで、同時に2か所以上のタッピングはしていませんが、
多分、大丈夫と思います。
備考
M5
T2 M6
S50 M3
G54
G0 X12. Y12.
G43 Z15. H2
Z5.
G1 Z-9 F50.
G4 P1;
M4 S50
G00 Z15.
S20;
M5;
M3;
G28 G91 Z0.
G28 X0. Y0.
M3
早速ですが、マッハ3でタッピング(掘削深6mm)の方法です。
自分環境
CAD/CAMは、FUSION360
マッハ3
smoothStepper
SE〇基板(新型 パラレルポート CNCインターフェーと拡張基板)
主軸はPWM制御
マッハの設定
新型 パラレルポート CNCインターフェーは、Port1に繋いでいます。
写真の中の注意点は、
マッハのMotor Output〜Spindle〜Dir Pinは、ダミーです。実際は繋いでいません。
SmoothStepperの場合、ダミーを入れないと、ピン番号を入れるようにと指示されるからです。
マッハ3には、
タップの固定サイクルが無いので、面倒ですが、自分でGコードを作成します。
テストに使ったGコードは、備考に記載しておきます。
また、
マッハ3には、M29の機能もないので、一度のねじきり(6mm)でおわりです。
後は、
回転を反転させるインターフェースが必要です。
詳しくは、自分のHPにアップしてあります。
http://vfr800.web.fc2.com/machine/milling/cw.html
自分も、まだ完成したばかりで、同時に2か所以上のタッピングはしていませんが、
多分、大丈夫と思います。
備考
M5
T2 M6
S50 M3
G54
G0 X12. Y12.
G43 Z15. H2
Z5.
G1 Z-9 F50.
G4 P1;
M4 S50
G00 Z15.
S20;
M5;
M3;
G28 G91 Z0.
G28 X0. Y0.
M3