�S�����̃A�_�v�^�| ���e�ҁF
JIM ���e���F2017/06/05(Mon) 05:39
No.585
�͂��߂܂���
��͂ȃ��|�^�|�ł̉��H�ł̒���ł���ȉ��H�����Č��܂���
�n�߂͔������̗\��ł�����
�X�N���b�v��4�~���������O�G���h�~���������ā@���H�ɒ���
15�~���܂ł̐؍�ł����@���̏����Ȃ�40�~�����̔ł����H�ł��܂�
����̕ҏW���o�����S�̂��Љ�ł��܂��@���Ԃ͂�����܂�����荇�����͂��������g���܂�
24��13�����|�^�|�@2A�@8600�������@1��̐荞��0.1�~���I�N���ݒ�F600
�T�u�v����150��J��Ԃ�
https://www.youtube.com/watch?v=DnDCi6lEjiY

Re: �S�����̃A�_�v�^�| -
JIM 2017/06/05(Mon) 05:48
No.586
����������ق������C�ł��ˁi���j
�͂��߂��瓊�e��ړI�ɂ��Ή���₷���̂ł���
���Ƃ��͑��ꂪ�D�悵�ā@�Ȃ��Ȃ��X�}�|�g�ɓ��e�ł��܂���@
���|�`���|�u�������Y��Ă����ς�ł������@�ړI�̕��͏o���܂���
Re: �S�����̃A�_�v�^�| -
JIM 2017/06/06(Tue) 09:53
No.587
Re: �S�����̃A�_�v�^�| -
kow 2017/06/07(Wed) 00:49
No.588
JIM����
�悤������������Ⴂ�܂����I��i�̂��Љ�肪�Ƃ��������܂��B
�Y��ɍ��Ă��܂��ˁ`�B4mm�G���h�~���ł����܂ł̐[�a���H���ł���Ȃ�āA�����ł��I
�荞��0.1�������̂��ȁH���̃}�V����������G���h�~���ɐؕ�������ŃG���h�~���܂�Ă܂��˂��B�i���ۂɐ܂�܂�����
�f�ʂ��������ł��ˁB������q���������܂����B
����ҏW��Windows�W���\�t�g�̃��[�r�[���[�J�[�ł����\���낢����܂��A���������������I
���ꂩ�����낵�����肢�������܂��B
Re: �S�����̃A�_�v�^�| -
JIM 2017/06/29(Thu) 13:34
No.593
����ɂ���KOW����
����Windows�W���\�t�g�̃��[�r�[���[�J�[�ł����\���낢����܂��A���������������I
���ł͕W���ɂ͓����ĂȂ��@�T�|�|�g���L��܂���@���낢����@�͗L��݂����ł����@�ǂ�����܂��s���܂���
���|�r�|���|�J�|�͎g���₷���\�t�g�ł���
���|�`���|�u�̕ҏW�͂��܂��g���܂���
����ҏW�ɃG�l���M�|���g���Ɗ̐S�Ȃ��̂��o���Ȃ��̂Ł@������߂܂���
�@
�Ȃ����Ɩ��i�o���j�Ɏg���Ă���PC�̂̓��|�r�|���|�J�|���c���Ă��܂�
Win10��UP�������@������PC�Ǝc����PC���L��݂����Ł@���̔N�ɂȂ�Ƃn�r�Ɂ@������Ă���悤�ȋC�����܂��i���j
����@�̃X�s���h�� ���e�ҁF
Bon ���e���F2017/03/06(Mon) 22:39
No.578
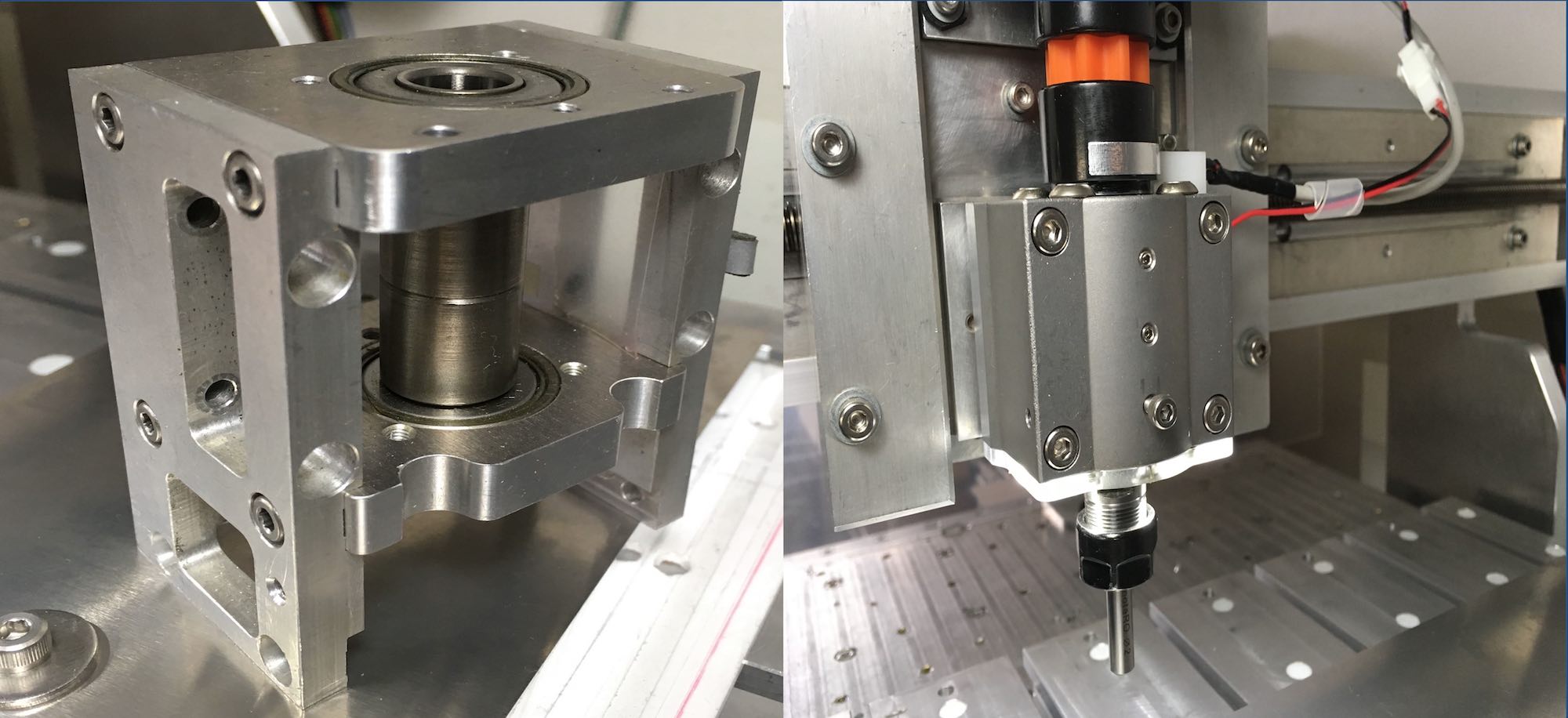
�����O�ł����A����CNC�̃X�s���h�����������܂����B
����܂ł́A10mm�V�����N��ER11�R���b�g���g����(�x�A�����O6000)�A�A���~�ނ����H�������̂őg�ݗ��ĂĂ��܂������A
�ǂ��������s���̊���������A12mm�V�����N�̂��̂ɕς���Ƌ���THK��LM�P�[�X���j�b�gSC16���g�����Ƃ��v�����܂����B
ebay�ŐF�X���Ă������ɁA12mm�V�����N�̂��̂��ʐ^�Ō���ƒ���̂悤�ŁA�_�����Œ���������8mm���炢�̌����ʂ��Ă��܂����B
�V�����N������ɂȂ��Ă���ƁA�����G���h�~����h�����Ȃǂ��g���Ղ��ł��B
LM�P�[�X���j�b�gSC16�͓��a��28mm�ŁA���傤�ǃx�A�����O6001������܂��B
�x�A�����O������M3�^�b�v�ƁA���ʂɂk�d�c�ߍ��ލa��lj��H���Ă���܂��B
����ɕς��Ă���A�x�A�����O���Ȃǂ����H�������ɂ킸���ɘR�l��ɂȂ��Ă����̂��w�ǂȂ��Ȃ�܂����B
�ʐ^�́A�����A���~�ނ�g���̂��̂ŁA�E��LM�P�[�X���j�b�g���g�������̂ł��B
Re: ����@�̃X�s���h�� -
Kow 2017/03/15(Wed) 02:16
No.579
Bon����@����ɂ��́B
�V�X�s���h�����j�b�g�A�悳�����ł��ˁB�������オ���Ă˂��ꂪ�������̂ł��傤���A�x�A�����O���̐��x��������Ƃ͑f���炵���ł��B
LM�P�[�X���j�b�g�Ƃ͂܂��悢���̂ɖڂ�t���܂����ˁE�E�E�X�s���h���Ɏg�p����Ƃ̓A�C�f�B�A�ł��ˁI
������������肪�Ƃ��������܂��B
���낢��g�������肻���ł��ˁE�E�E
Re: ����@�̃X�s���h�� -
���恙 2017/03/27(Mon) 04:36
No.581
���݂�12mm�V�����N�����g���ł�����A�O�`28mm����2�`3mm���x�̃J���[��
�i�X�i�b�v�����O�̍a�Ԋu-24mm+�O���X���p�v�����~2+�g���[�X�����j
�̒�������{�Ɠ��a12�o�A����1.5�`3mm���x�O�`28mm�̃J���[�̒���+0.01
�`0.02mm�̃J���[��p�ӂ��Z�b�g�J���[�����g����7001��6001�̃x�A�����O
�̑g�ݍ��킹�ŃA���M�����ʎ���d�l�̃X�s���h���ɏo���܂��̂Ő���
�����������B
���̏ꍇ��ER16��M�^�C�v�őg�Q�l���x�ɂ����Ȃ�Ȃ����Ǝv���܂����A
�O���X��̓O���X���p�v���Ə����Ă���܂����_�C�\�[��0.3mmPP��
�O�a28mm ���a22mm���ꖇ�Ɠ��a�̃g���[�X��1���@�O�a28mm ���a19.5mm��1��
�O�a21mm ���a12mm��1���@�������a12mm�̕�����ER16�̃V���t�g�ɓ���7001
���a12mm�J���[6001�̏��ɑg�ݕt���@�O�`28mm�̕����g�ݕt���ăX�i�b�v����
�O�Ŏ~�߂�Ε��ʂ̃��`�E���O���X�ł͘R��č���ƌ������ۂ͋N���Ă��܂�
��B
����150mm��ER16M�^�C�v��I�����Ă����ׁASC16�ł͖���SL16UU��I�׃J
���[�̏ڍׂȒ�����SC16�ɍ��킹�Ē�����Ǝv���܂��B
Re: ����@�̃X�s���h�� -
Bon 2017/03/27(Mon) 11:38
No.582
���恙 ����A
���������肪�Ƃ��������܂��B
�����́A�P�[�X�����A�x�A�����O���A�������̃X�L�}�Ȃǂ��������āA���֑��X���[�u�̒�����K���ȗ^����������悤�ɐ��荇�킹�Ă��܂��B
�O�ւ̉������́A�ʐ^�ł͂悭�����Ȃ��ł����A�㉺�Ƃ���3xM3�M�r�X�{���[�[�b�g���b�V���ł��B
�䓊�e�̓��e���悭�����ł��Ȃ��ł����A�������̌Œ�(���^����������)�ɃX�i�b�v�����O���g���Ă���̂ł��傤���H
6000�n�́A��(!)�͒ቿ�i���Ղ̎厲�ȂǂɎg���Ă���A�A�L�V�������ׂɂ������ł��B
�A���M�����^�C�v�͂��낢��l������ł����A�O���X���~�̂��߂̍\������ԂȂ̂Ŏg���Ă��܂���B
�����A7000�n��6000�n��g������Ƃ����͉̂Ǖ��ɂ��đ����܂���ł����B
������7000�n�ɂ��Ȃ��̂́A�����Ӗ�������̂ł��傤���H
�����܂��Ă��߂łƂ��������܂��B ���e�ҁF
Nazou ���e���F2017/01/09(Mon) 23:03
No.562
���N����낵�����肢�v���܂��B
��N�������g��ł����V�����h���C�u��H�ł����A�����C���^�t�F�[�X+�h���C�u��H
�����̂��肪�uRaspberryPi 3�v + �uWindows10 IoT Core�v�Ƃ̑g�ݍ��킹��
�X�^���h�A�������삷��CNC�V�X�e���̗l����悵�Ă��܂����O�O�G
����͎��ۂɎg���o�O�Ƃ肨��юg������̉��P�Ȃ̂ł����A���ׂ�����Ȃ���
��Ƒ��x�����ɒx���ł��E�E�E�����g�����Ȃ��Ăق����ł��O�O�G
Re: �����܂��Ă��߂łƂ��������܂��B -
hiro 2017/01/10(Tue) 08:16
No.563
CNC�v���O�����̎���A�������ł��ˁB
�����Ŏ�ł��g������{����CNC�\�t�g���ł����炳��ɋ@�B�H��̂����삪�L����Ǝv���܂��B
���Ԃ͂�����Ǝv���܂����������������Ă����������̂��ł����Ȃ��ł��傤���B
���e�����̂��y���݂ł��B
���̌�̐��䑕�u -
Nazou 2017/03/05(Sun) 23:17
No.577
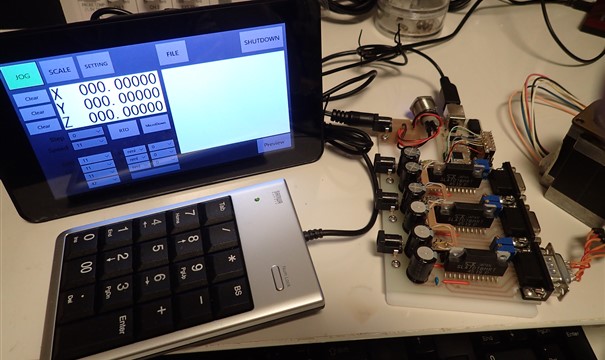
�V�������䑕�u�A���̌�̏ł��B
�P�[�X����ɐ������Ԃ�������܂������A�悤�₭�������ĉғ��ł����ԂɂȂ�܂����B
�����v���O�������ɂ܂��܂��o�O�������̂ƁA���P�_�����X����̂Œn���Ɏg�����݂���
���P���Ă�������ł��B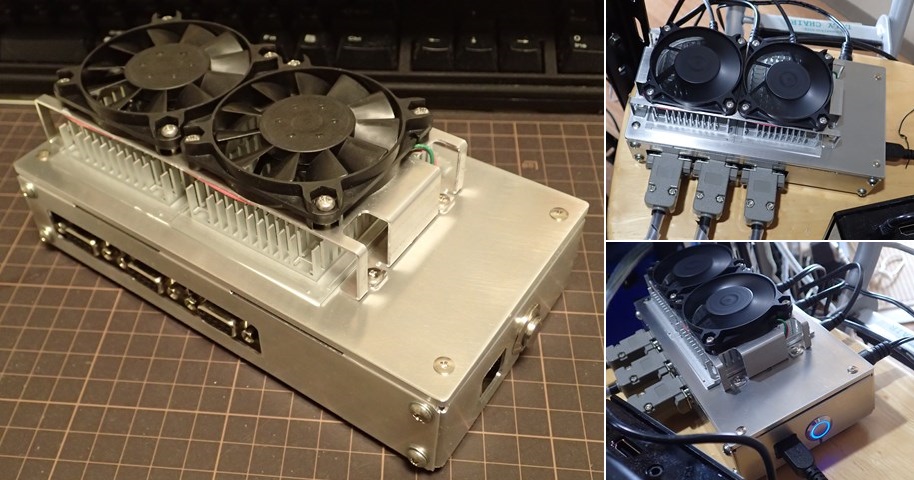
�ʎ�葕�u ���e�ҁF
Bon ���e���F2017/01/26(Thu) 16:04
No.567
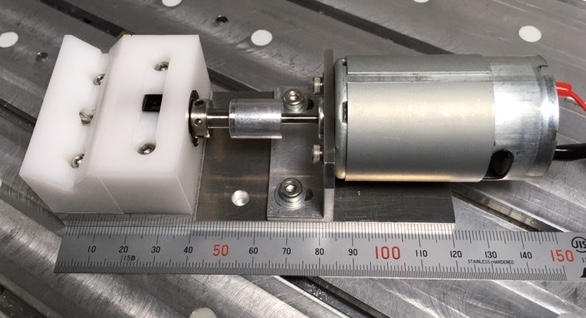
�������i�̖ʎ������邽�߂ɁA�ȒP�ȑ��u������Ă݂܂����B
V�u���b�N�ƃx�A�����O�̕����̓W�����R���ŁA���[�^�͓��{���̃W�����N���Ō������}�u�`RS550(DC24V)�ł��B
�J�b�^�[�́A�G�b�W�̂ւ�����3�~���̃G���h�~�����g���Ă��܂��B
���[�^����1�^8�C���`�ŁA�牮�o�C�e�b�N������ɃJ�b�v�����O���������ƂƂ�ł��Ȃ����i�ɂȂ�̂ŁA���삵�܂����B
V�u���b�N�����͍������ł���悤�ɕʕ��i�ɂ��Ă���AV�u���b�N�������グ���C���@���������Ȃ�܂��B
�������Ȃ���AC0.5���炢�ɂȂ�悤�ɂ��Ă���܂��B
�傫�ȍޗ��Ȃ炱�̑��u�������ăG�b�W�����点��Ζʎ�肪�ł��܂��B
Re: �ʎ�葕�u -
tsuzuki 2017/01/27(Fri) 15:47
No.570
Bon����ɂ���
���̖ʎ��@�悳�����ł��ˁB
�������Ƃ��ꂢ�Ɋ��Ƒ傫�߂ɖʎ�肪����Ă���ƍ�i�̕i�ʂ�����Əオ��܂���ˁB
�傫�߂̖ʎ�肾�ƕs�ψꂾ�Ƃ������ڗ����A�ʎ�肾���̂��߂Ƀt���C�X�ɃZ�b�g����̂���ςł����A
���Ƃ��Z�b�g���Ă��������ƑS�������傫���̖ʎ��͓�����B
�@
�J�b�v�����O�̓G���W�j�A�����O�v���X�`�b�N���ł悯���1/8�C���`�[6�����̂��̂ł�500�~�ȉ��ł��ˁB
https://www.monotaro.com/p/2220/2233/
�����ȑO�K�v�ɂȂ莩�삵�Ă��炱�������̂���̂ɋC���t���܂����B
Re: �ʎ�葕�u -
Bon 2017/01/27(Fri) 22:38
No.572
tsuzuki����A������
�J�b�v�����O�͒m���Ă��܂������AMonotaRo�͖@�l�܂��͌l���Ǝ҂Ƃ��Ă̓o�^���K�v�Ȃ̂ŃA�J�E���g������Ă��܂���B
R���܂ރJ�b�g�������ꍇ�͉��H�I����Ƀ����p�X����Ėʎ������܂����A�����݂̂̏ꍇ�͍H��������ז�������(!)�̂� ....
Re: �ʎ�葕�u -
tsuzuki 2017/01/30(Mon) 09:02
No.573
Bon����A����ɂ���
>MonotaRo�͖@�l�܂��͌l���Ǝ҂Ƃ��Ă̓o�^���K�v�Ȃ̂�
����tsuzuki���@(���[�}�����͊����ɂ��Ă��܂����j�œo�^���܂��������邳��
���Ƃ͉��������܂���ł����B
��}�ւ̂��Z������������ꂽ���̂ł��B
���݂���͌l�œo�^���ĕ��[����Ă��܂��ˁB
���Ȃ݂Ɏ��̐E�Ƃ͍H��@�B�Ƃ͉��̊W���Ȃ��S���ً̈Ǝ�ŁA�������@�͓o�^�ゾ���ł��B
Re: �ʎ�葕�u -
Bon 2017/01/30(Mon) 12:51
No.574
tsuzuki����A����ɂ���
�m���ɁA�ȒP�ɓo�^�ł��܂����B
�V�K�o�^�ŃN�[�|��������A�����K�v�Ȃ��̂��������w�����܂����B
�ȑO�Ƀ~�X�~�œo�^���悤�Ƃ������ɁA�l�ł͖����Ȃ�Œ��߂Ă��܂����B
�~�X�~�͔��Ɍ������݂����ŁA�m���o�^���ɖ@�l�ł��邱�Ƃ̏ؖ����K�v�������Ǝv���܂��B
�Z�p�̐X�Ȃł��A���(?)�̏������݂��������ƋL�����Ă��܂��B
��ӁI
Re: �ʎ�葕�u -
tsuzuki 2017/01/30(Mon) 17:45
No.575
Bon����ɂ���
>�m���ɁA�ȒP�ɓo�^�ł��܂����B
�悩�����ł��ˁB
>�~�X�~�͔��Ɍ������݂�����
�ȑO�͂����������������݂����ł��ˁB�����͂˂��܂����B
�������ŋ߂͂���ł͏����ɂȂ�Ȃ��̂ł��傤�B���ɊȒP�ɂȂ�܂����B
���ł��o�^�ł��܂����B
�~�X�~�̂ق�������������Ƃ������Ƃ����\����܂��B
�����T�C�g���̂����m�^���E�̂ق��������ꂽ�������A�������̂����ȊO�͔�r�����Ȃ��Ń��m�^���E�ɗ���ł��܂��Ă��܂��B
�~�X�~�ɂ͂����ă��m�^���ɂ͂Ȃ��Ƃ��A���̋t�Ƃ�������悤�ł��B
�����ق��ɂ͂Ƃ��Ă��֗��ł���������ɂ͌���������ł��ˁB
���N�ŏ��̍�Ƃ́E�E�E ���e�ҁF
Kow ���e���F2017/01/06(Fri) 02:50
 No.561
No.561
�Ƃ����Ă��A�؍���H�ł͂���܂��B
�m�l���炨�C�ɓ���̃A�N�Z�T���[����ꂿ������̂łȂ�Ƃ��Ȃ�A�Ƃ̑��k�B
�X�e�����X���C���[�̏C���Ȃ̂ł낤�t�������l�����̂ł����A�����Ɂu���j�Ȃ��X�e�����X�͂v�Ɓu�t���b�N�X�v��
�X�e�����X�̂͂t���������Ă݂܂����B
���߂Ɂi�Ƃ����Ă���H���x�j�t���b�N�X�����ď\���ɔM�����R�e�Ă�ƃW���b�Ƃ������ƂƂ��ɏ�������t���b�N�X�B
�i�����̂�����ŁH�j
�X�e�����X�̂͂t���͂͂�����ɂ����ƕ����Ă��܂������A�ӊO�ɂ����������Ƃ͊������܂����B
�d�������͂̋��x���\���ł���͂��낢��g�������ł��B
�Ƃ����A���C�g�ȁH���샌�|�[�g�ł����B
�E�E�E�y�[�W�N�����قǂ��Ⴀ����܂���ˁB



