�蕲�J�o�[����Ă݂܂��� ���e�ҁF
kow ���e���F2020/05/09(Sat) 21:31
No.1020
�悭�悭�l����Ȃ�ō��܂ł��������̂����Ȃ������̂��낤�H
����������p�ނ�A�]�����Ă����S�iS50C�������̂ōd���ċ�J���܂����j���g�p���āA���O�����蕲�J�o�[������Ă݂܂����B
�����A�v���Ԃ�ɃW���������̂ł����Ŏ��͂������Ă݂܂��B���\����Ȃ̂ł��蕲�̎U����h�~�ł���Ɗ��҂��Ă���̂ł����B

Re: �蕲�J�o�[����Ă݂܂��� -
tsuzuki 2020/05/11(Mon) 11:04
No.1021
Kow����ɂ���
���̏ꍇ�A���Ƃ������̂łł��邾���ȕւŁA�Ԃ����Ă����܂�Ȃ��Ƃ����R���Z�v�g�i�����P�ɕs���Ȃ��������H�j����ʐ^�̂悤�ȃ_���{�E�[���ō�����h��ǂ�u���Ă��܂��B��q�̔�U�����S�ɂ͖h��ł��܂����Ȃ茸�点�܂��B�y�Ȃ����܂����炢�����H�z
�i�{�[�����z�b�g�{���h�Őڒ����������ł��B
Re: �蕲�J�o�[����Ă݂܂��� -
tsuzuki 2020/05/11(Mon) 11:10
No.1022
�O���̐�q�K�[�h�ł��B1�o�������炢�̃r�j�[�����ł��B
�ʂ̖ړI�ōw���������̂̒[�ނł��Ŗ{�̂Ɏ��ŌŒ肵�Ă��邾���ł��B
����͂��Ȃ���ʂ���܂��B�L���R���͂˂Ď�̎�����₯�ǂ����肷�邱�Ƃ��Ȃ��Ȃ�܂����B
�i���ݍ�Ƃ��Ă����ԂŎʐ^���B��܂����̂œ����U���ɂȂ��Ă��܂��܂����B�j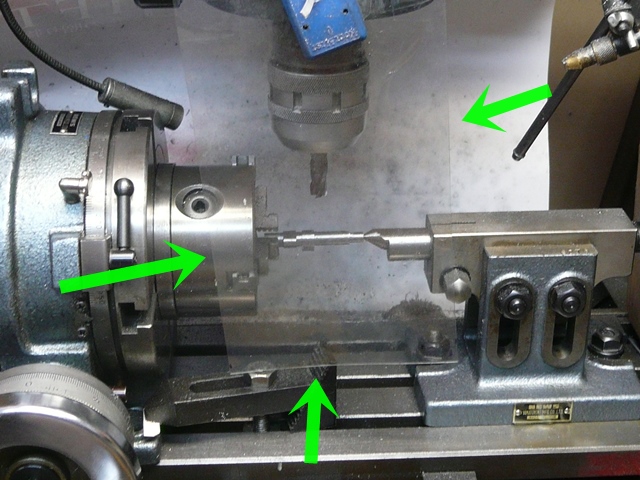
Re: �蕲�J�o�[����Ă݂܂��� -
tsuzuki 2020/05/11(Mon) 11:17
No.1023
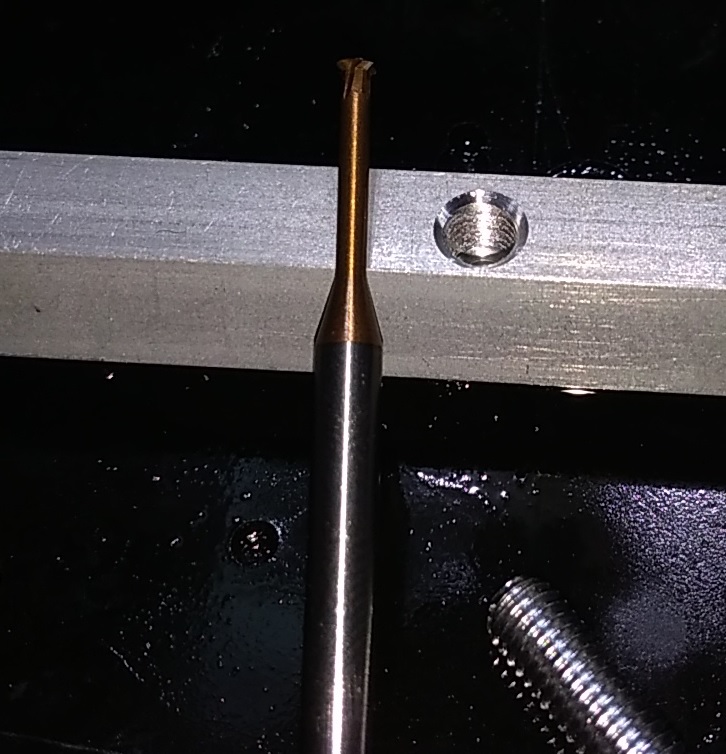
���Ȃ݂Ɏ��̊�̒���2���ԑ؍݂��Ă����A���~�̐�q�̌������ʐ^�ł��B�i�傫�����킩��悤�ɉ��M�̐c���f������ł���܂��j
�h��ዾ�������č�Ƃ��Ă��܂������O���ɂ����L���R�������Ėڂɓ���܂����B
�K�����Ȃ����o���܂������A�����̊댯��������܂��ˁB
�O���̐�q�K�[�h�����Ă��炱�̊댯���͂��Ȃ�ጸ����܂����B
Re: �蕲�J�o�[����Ă݂܂��� -
Kow 2020/05/12(Tue) 00:31
No.1024
tsuzuki����ɂ��́B
��͂肢�낢��H�v����Ă��܂��ˁB�ȑO�͔�юU��蕲�㓙�I�������̂ł�����ƕ����������̈�Ŏ����x����Ȃ���E�E�E�ł��B
����͂�tsuzuki����Ɠ��l�A���S�Ȗh��ɂ͎��炸����Ɉ�K�w�lj����Ă��܂��B�܂�ŏ�����́u������v�݂����ɂȂ��Ă��܂��B
�ڂɔ�э��蕲�A�u���O�Ŕq�����܂����I�|���ł��E�E�E�厖�Ɏ��炸�悩�����ł��B
Re: �蕲�J�o�[����Ă݂܂��� -
tsuzuki 2020/05/12(Tue) 16:07
No.1025
>�ڂɔ�э��蕲�A�u���O�Ŕq�����܂����I�|���ł��E�E�E�厖�Ɏ��炸�悩�����ł��B
���͂���ȑO�ɂ���q���ڂɓ����Ă��܂������Ƃ�����A����͊�Ȃ���f���Ď���Ă��炢�܂����B
�i�G�A�[�u���[���������ɒ��˔�A���~�Ђ�����܂����B�ɂ��Ėڂ������Ă����Ȃ��Ă��̓��̂����Ɋ�Ȃɍs���܂����j
����̂��͔̂�r�I�傫���悭�������̂ʼnƓ��Ƀe�B�V���Ŏ���Ă��炢�܂����B
�����̎l�p���ۂ��A���~�Ђ��Ǝv���Ă����̂ł����������Ō��Ăт�����B�悭�h����Ȃ��������̂ł��B
��̍�ƒ��ɓ���A�Ȃ��낲�낷��ň�Ӊ߂����܂����B�����ڂ͐^���ԂɂȂ��Ă��܂����B
�S�Ђ��Ǝ����̊댯��������܂��B
���ꂮ������ӂ��܂��傤�I
�O���ɓ����Ȑ��ꖋ����Ԍ��ʂ��肻���ȋC�����܂��B
Re: �蕲�J�o�[����Ă݂܂��� -
TR 2020/05/18(Mon) 20:16
No.1026
Kow����Atsuzuki����A�����́B
�؎q�K�[�h�́A����������������ł��ˁA
�������A����Ă��܂��B
�t���C�X�Ղ�3�������͂ޏ��ƁA�e�[�u����4�������͂ޏ��̍\���ł��B
�e�[�u���̏��́A�G�v�����͎�O���|���悤�ɂȂ��Ă��܂��B�p�x��C�ӂ̈ʒu�Ŕ��Œ�ł��܂��B
����ƁA��ƒ��͖ʓ|�ł��S�[�O��������Ă��܂��B
�����̓L���R���ڂɓ��������Ƃ͂���܂��A���Ȃ�ɂ����ł��ˁA�A�u�i�C�A�u�i�C�B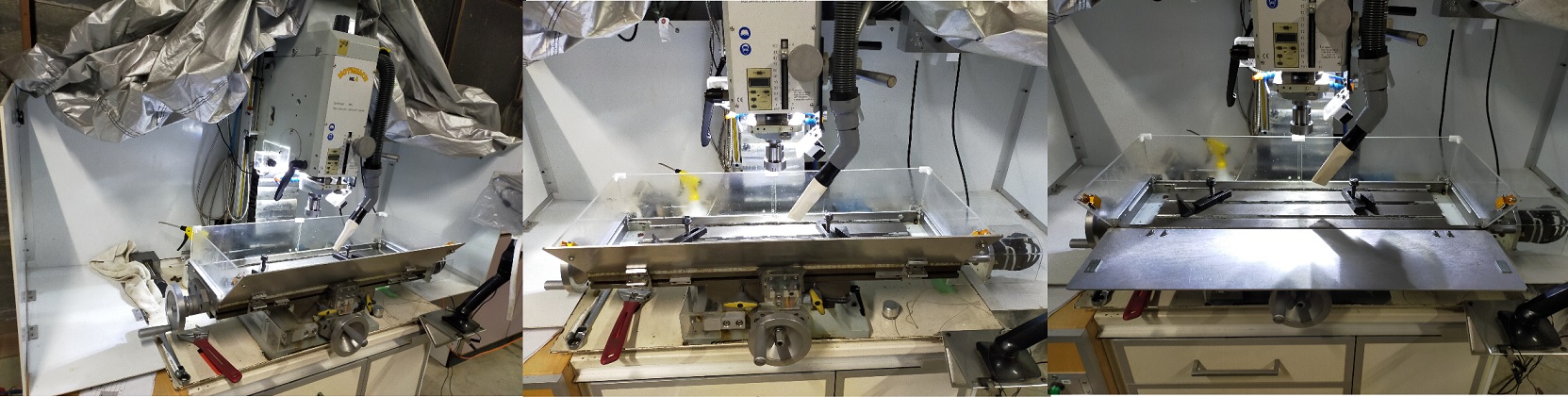
Re: �蕲�J�o�[����Ă݂܂��� -
Kow 2020/05/19(Tue) 17:34
No.1027
TR����A����ɂ��́B
�R���R���A���������̂���肽��������ł���I�Ȃ̂ɂȂ�Ŏ��̂͒��ؗ����̏�����݂����Ȍ`��ɂȂ��Ă��܂����̂ł��傤�E�E�E�B
��O�����߂ɂ��Ă���Ƃ���Ȃ�āA����������ł�����悤�ŗ��ł��ˁB����͎������̂悤�ɃJ�b�R�����̂���肽���ł��B
��Ђ������[�g���[�N�ɂȂ����̂� ���e�ҁF
Kow ���e���F2020/04/25(Sat) 19:18
No.1002
�V�^�R���i�����A�F���܂��������߂����ł��傤���B
���̉�Ђ�100%�����[�g���[�N�ɂȂ����̂�3���ԋ߂��ʋΎ��Ԃ��Ȃ��Ȃ�A��̎��Ԃ�����悤�ɂȂ�܂����B
�����Ńf�B�X�J�o���[�`�����l���́u�K���[�W���n�u�v�����K���āA��Ə�̉��P��}���Ă��܂��B
�c�[�o�C�t�H�[�̊p�ނ�g�ݍ��킹�ă��[�N�e�[�u�������܂����B���r���O����20m�A�J�e�S��6�̃X�����C�[�T�l�b�g�P�[�u�������p�\�R����c������ň���ғ��I
���̊��̍����ɁA���Ձ{�t���C�X�p���[�N�e�[�u��������܂��B��������ꂢ�ɕۂ������ł��B�i�ł��邩�Ȃ�

Re: ��Ђ������[�g���[�N�ɂȂ����̂� -
tsuzuki 2020/04/27(Mon) 09:49
No.1003
Kow����ɂ���
���[�N�e�[�u���A�f�G�ł��ˁ`�B
���͊��̏オ�ǂ�ǂň�t�ɂȂ�A��Ƃ��ł��Ȃ��Ȃ����܂��B
���Ԃ�����̂Ŗ{���Ȃ炱��������Ƃ���������̂ł��傤���A�N��������������낲�낵�Ă���ł��B
�����h���ɂȂ�܂����B
Re: ��Ђ������[�g���[�N�ɂȂ����̂� -
tsuzuki 2020/04/27(Mon) 09:56
No.1004
>�f�B�X�J�o���[�`�����l���́u�K���[�W���n�u�v
���̃T�C�g��URL���Ă킩��܂��H
Re: ��Ђ������[�g���[�N�ɂȂ����̂� -
Kow 2020/04/27(Mon) 16:38
No.1005
https://www.dplay.jp/show/garage-rehab
������ł��B�J�[�J�X�^�}�C�Y�V���b�v�ƃ��X�g�����̃I�[�i�[�̃��`���[�h���A�X�ׂ̒ꂻ���ȃJ�[�V���b�v�𗧂ĂȂ����ԑg�ł��B�����Ă����������X��
�E�Â����̂��̂Ă�ꂸ���ߍ���ł�
�E��Əꂪ�ɂ߂ĉ���
�E���g�����킩��Ȃ��p�[�c���R�ς�
�E��ƌ����̈����z�u�ɂȂ��Ă�
�Ƃ������ʓ_������A�����v��������_�A���A���ł��B�ŁA���`���[�h�����郊�n�u�`�[������荞��ł���Ȃ����̂���؍��؎̂Ă����āi���̎��̖��Z���t���uIt's garbage, it's garbage, it's all garbage!�v�j�A�����d�C�n�������������ŐV�̃}�V���i���`���[�h�H���uMake money machines�v�j�����ă��n�u�����A�Ƃ����ԑg�ł��B
���S�ɂ��̔ԑg�ɉe�����āA��ʂ̌Â�������o�C�N�̃p�[�c���������܂����B�������AIt's garbage, it's garbage, it's all garbage!�Ƌ��тȂ���i��
Re: ��Ђ������[�g���[�N�ɂȂ����̂� -
tsuzuki 2020/04/28(Tue) 17:15
No.1006
�E�Â����̂��̂Ă�ꂸ���ߍ���ł�
�E��Əꂪ�ɂ߂ĉ���
�E���g�����킩��Ȃ��p�[�c���R�ς�
�E��ƌ����̈����z�u�ɂȂ��Ă�
����S�����Ă͂܂�܂��B
�܂��̂Ă邱�Ƃ��l���Ȃ��ƃ_���ł��ˁB����I�I
Re: ��Ђ������[�g���[�N�ɂȂ����̂� -
OKA 2020/04/28(Tue) 18:58
No.1007
kow����
����ɂ��́B�f�G�ł��ˁI�H��ɋl�ߋl�߂ŁA�����NJ|���ɂ��悤�Ǝv�����u���Ă���܂��i��
�l���������Ă݂悤���ȁ[�B�ԈႢ�Ȃ���ƌ�����UP�ł��ˁI
Re: ��Ђ������[�g���[�N�ɂȂ����̂� -
Kow 2020/04/28(Tue) 21:44
No.1009
������S�����Ă͂܂�܂��B
���܂��̂Ă邱�Ƃ��l���Ȃ��ƃ_���ł��ˁB����I�I
�͂��A�قړ��Ă͂܂�܂���ˁi��
�ŁA���܂Ɂu���N�O�ɔ��������́��������傤�ǎg�����I�v�ĂȂ邱�Ƃ�����̂ł܂�����I
�̂ł����A
�E��������̂ł����g��Ȃ����͎̂̂Ă�
�E����ɂ���ē������ƌ����͂��̎̂Ă����̂̎��Y���l�ɏ���
�Ȃ̂��Ȃ��A�Ǝv���܂��B��X�͏����ł���Ă���킯�ł͂���܂��A����ł��g���鎞�Ԃ������Ă��܂�����E�E�E�B�Ȃ̂ŁAIt's garbage, it's garbage, it's all garbage!�ƌ����������Ȃ���̂Ă�킯�ł��I
�������NJ|���ɂ��悤�Ǝv�����u���Ă���܂��i��
���ЁI����͂��Ȃ�ȗ͉����܂����B�c�[�o�C�t�H�[�ނ͐��@�����܂��Ă��܂�����A��CAD�Ő}�ʈ����ĕ��i�}�N�����ăJ�b�g�˗��\������Ēu���ăz�[���Z���^�ɍs���ĂقƂ�ǂ̃J�b�g�����肢���Ă��܂����B���Ƃ͑g�ݗ��Ă邾���I�ł��B
����S���ł�1.5���~���x�łł��܂����B�p���`���O�v���[�g����ԍ��������E�E�E
�p���`���O�v���[�g�������i�ɐ��Ղƃt���C�X�Ղ�����j�ɋ߂��Ƃ���ɂ��̎�̓�����A�E���ɂ��̑������z�u���Ă��܂��B�ʐ^�ɂ͂���܂����삵���W�o�@��z�u����3m�̃z�[�X���A��ƌ�Ƀe�[�u����|�����Ă��̓�1���̍�Ƃ��I���E�E�E�\��ł��O�O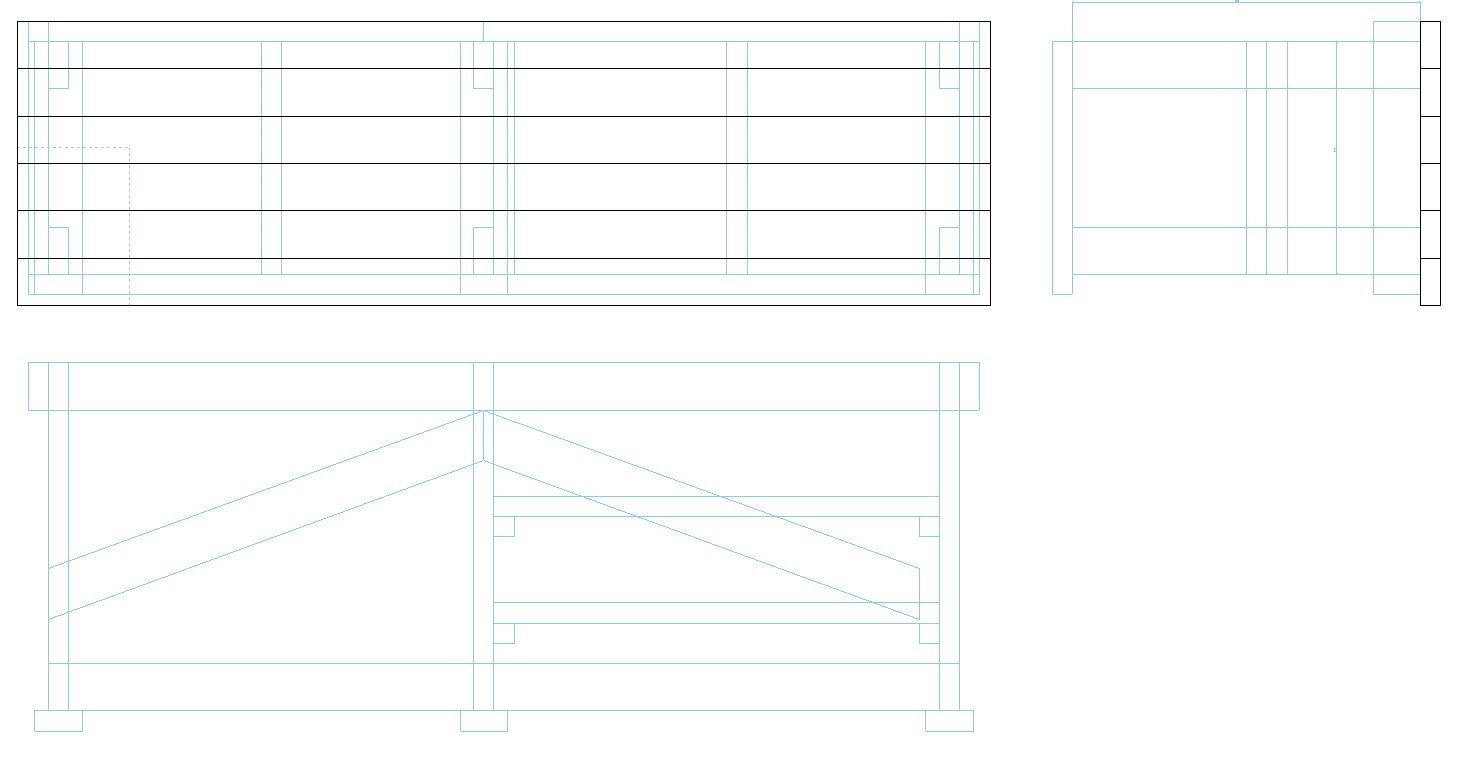
Re: ��Ђ������[�g���[�N�ɂȂ����̂� -
Kow 2020/04/28(Tue) 21:48
No.1010
���Ƃ����߂̓e�v���I����~�Ŕ����܂��B100�~�V���b�v�Ŕ�������������Ƒg�ݍ��킹��E�E�E����A�g���܂��I
Re: ��Ђ������[�g���[�N�ɂȂ����̂� -
tsuzuki 2020/04/30(Thu) 11:26
No.1011
�E��������̂ł����g��Ȃ����͎̂̂Ă�
�E����ɂ���ē������ƌ����͂��̎̂Ă����̂̎��Y���l�ɏ���
������������I
>�ŁA���܂Ɂu���N�O�ɔ��������́��������傤�ǎg�����I�v�ĂȂ邱�Ƃ�����̂ł܂�����I
�u���̊Ԏ̂Ă��`�v�̃C���p�N�g�i�g���E�}�j���傫���āA�̂Ă��Ȃ��B
��������ƌ������l������A�S�R���ɑ���Ȃ����ł��ˁB
���܂Ő����Ă��āu���̂��������Ă��`�v�Ȃ�Ă��Ƃ͐����Ȃ��B
�������Еt���Ȃ��ŃC���C�����邱�Ƃ͂�������イ�ł��B
�̂Ă�ꂻ���ȋC�����Ă��܂����B
Re: ��Ђ������[�g���[�N�ɂȂ����̂� -
Tomo 2020/05/06(Wed) 20:04
No.1017
�ǂ��ł��ˁA�Q�l�ɂȂ�܂��A����������Ȃ��̂Łi�j
�@�ނ�����ւ�邽�тɃp�j�b�N�ɂȂ��Ă���܂�
Re: ��Ђ������[�g���[�N�ɂȂ����̂� -
kow 2020/05/06(Wed) 20:52
No.1019
�A�x���قڔ�₵�Ă����܂ŗ��܂����E�E�E
�t���C�X���Ճe�[�u���̑|���Ɛ����A���łɃo�b�N���b�V�������܂ōς܂����Ⴂ�܂����B����T�C�N�����W�o�|�b�h�������ɔz�u�A����ő|�������Ă��������I��点�邱�Ƃ��ł������ł��B
���Ȃ݂ɂ��̍����ɂ͋���ȕ��i�I�A�E���ɂ�CNC����PC�ꎮ���z�u����Ă���A���Ȃ���v�ǂ̗l���ƂȂ��Ă܂���܂����E�E�E
Tomo����A�V�����@�B�͎������ł��B�Ȃ̂�CNC�\�t�g��CAD��CAM�����[�[�[�[���Ɠ����̎g���Ă܂��E�E�E
���[�^�[���H���� ���e�ҁF
�L�m�J�O ���e���F2020/03/24(Tue) 10:02
 No.976
No.976
4�����X�s���h���̉��H������B��܂����̂ŃA�b�v�v���܂��B
https://www.youtube.com/watch?v=j_OlpoyTNMk
�G���L�M�^�[�̃J�^�`�̃v���[�g�ŁA�{���̃M�^�[��2/3���炢�̃T�C�Y�ł��B
�X�g���[�g��18�@F4500�@S15000�@�؍��݂�7.5-8�����ł��B
���炩�ɁA2.2��������4�����ɃA�b�v�������ʂ�����܂����B
�؍�����I�ɂ́A���������]�T�����肻���ł��B
�}�V���I�ɂ͂���Ă݂Ȃ��Ƃ킩��܂��A
�ŋ߂�USBCNC��LAF�̐ݒ�ő����������Ȃ��悤�ɂ��Ă��܂��B
�ق�F4500�L�[�v�ł��B
�����̃t�@�i�b�N�����H���x�͏o����悤�ȋC�����܂��B
����ł����V�����v���O�����̐؍�ْ͋����܂��ˁA
Z�̐ݒ�͂����Ă邩�I�H�@�؍��ݕ��ׂ͖��Ȃ����A
�{���ɕ|���ł��[�[
����͌g�ѓd�b�Ńe�L�g�[�ɎB�����̂ŁA�G�������ł��E�E�E
�B�蒼�����A���̂����ɍ폜���邩������܂���`
Re: ���[�^�[���H���� -
kow 2020/03/24(Tue) 22:55
No.977
�L�m�J�O����A�����́B
���₠�O���O���Ɨ͋��������Ղ�ł��ˁB�̂悤�ɔ�юU��蕲�I
�唗�͂ł��B���̃X�s���h�����[�^�[�͍ŋ��ł��ˁBF4500�A�A�A���̂悤�ȑ��x�ł��B
�������̎���@���d�グ�Ȃ��ẮI�ǂ��h�����܂����B
Re: ���[�^�[���H���� -
OKA 2020/03/25(Wed) 10:01
No.978
�����[�[�f�G�ł��I
�������ł��ˁB�p���t��������܂��B�ق�Ƃɗǂ��h���ł��ˁB
��������悤�ɂ������ł��I
���̓�����܂��ˁB����̂����܂���������A�}�l���č���Ă݂����ł��B
Re: ���[�^�[���H���� -
�L�m�J�O 2020/03/26(Thu) 17:42
No.980
Kow����@OKA����
���肪�Ƃ��������܂��B
����̐n���Ƃ͕ʂɁA�؍H�p�ł����A�X���[�A�E�F�C�̃��[�^�[�r�b�g���J�����ł��B
�n���𑝂₵�؍��ݗʂ𑝂₵�����Ƃ���ł��B
�����Ƃ������悪�B��܂�����A�A�b�v�v���܂��ˁB
Re: ���[�^�[���H���� -
tsuzuki 2020/03/27(Fri) 15:47
No.981
�L�m�K�N����
���挩���Ă��������܂����B���͂���܂��ˁ`�B
�W�������~����|�����܂��܂ƍ���Ă���̂Ƃ͎������Ⴄ�B
���Q�O�O�@�荞��0.2�o�Ƃَ͈����ł����B
Re: ���[�^�[���H���� -
tsuzuki 2020/03/27(Fri) 15:49
No.982
���́�����ɂ��͂ł����B�����������܂��B
Re: ���[�^�[���H���� -
�L�m�J�O 2020/03/30(Mon) 19:04
No.987
tsuzuki ����@����ɂ��́B
�؍ނ̓o���o������Ă܂����A�����͍�������Ƃ��Ȃ��ł��E�E�E
�z�r�[�t���C�X�ŋ����͍���Ă܂����ANC�ł͕|���ł��ˁB
�؍ޗp�ɓ��������v�Ȃ̂Ńt�g�R���傫�ځ������_�E���ł��B
Re: ���[�^�[���H���� -
OKA 2020/03/31(Tue) 15:58
No.990
�L�m�J�O����
����ɂ��́B�@�F�X�q�������Ē����āA�M�^�[�̌`���@�铮������������܂������ǁA�M�^�[������Ă�����̂ł����E�E�E�H
�����M�^�[����ł������Ă܂��āA���Ăă��N���N���܂��i��
Re: ���[�^�[���H���� -
�L�m�J�O 2020/03/31(Tue) 20:17
No.991
OKA ����
�̂ɃG���L�M�^�[�̐���ƃ��y�A�����Ă���܂������A�H�ׂčs���Ȃ������̂�
����20�N�͉Ƌ������Ă��܂��B
�M�^�[����肽���~�����ANC�ŃM�^�[�̗֊s���ĕ���킹�Ă܂���E�E�E
http://kinokaguya.com/
�ȑO�͂ЂƗl��NC�@�B����Ă����̂ł����A
����2�N���炢�͎���@�Ŗw�ǂ̉��H��d����悤�ɂȂ�܂����B
Rhinoceros�Ǝ���@��3D���H���o���o�����Ȃ��Ă܂��`
Re: ���[�^�[���H���� -
OKA 2020/04/02(Thu) 09:24
No.994
�L�m�J�O����
�������f�G�ȉƋ�ł��ˁI����̃}�V���Ő��삵�Ă��ł��ˁI�RD�ł��@����ł��ˁB�X�s�[�J�[�Ƃ��A���ꂢ�Ȋۂ݂ł��ˁ[�B
����M�^�[����Ă݂����Ȃ��[�n�[�h�������B��x�A�J�z�[���Ƀg���C���Ă݂悤���A�Ǝv���Ă܂�����
Re: ���[�^�[���H���� -
�L�m�J�O 2020/04/03(Fri) 10:45
No.995
OKA ����
���肪�Ƃ��������܂��B
���߂��ւ��z���̍ۂ́A��������肭�������B
����A�v���Ԃ�ɑ��l�̋@�B����ɍs���Ă����̂ł����A
��͂葁����̉��������������ł��B
50�������x�̋����ł�F15000�o�Ă������ł��B�iZ���d��500�����ȏ�j
�����̓z��F13000�o���̂ɏ�����100�����ʕK�v�ł�����A�A�A
�X���b�h�~���ɂ��w���J���؍� ���e�ҁF
TR ���e���F2020/04/01(Wed) 15:10
No.992
�F����A����ɂ��́B
�ߓ��A�b�����X���b�h�~�����g���A�w���J���؍�̎���v���O�����ɂ��A�˂���̕ł��B
�{���A�X���b�h�~���������痈�܂����B
�����A�����B
�؍�ށF�P�~�J���E�b�h�@������
�@�@�@�@�A�N�����@�@�@������
�@�@�@�@�A���~�@�@�@�@�@������
�_�炩�߂̃A���~�Ŏ������܂������A�~�����Ȃ��邱�ƂȂ��������܂����B
�����A�~���̎��a����3�ƍׂ��āA�I�n�Ȃ���̂ł͂ƁA��X���X�ł����B
�Ƃ������A����m�F�̂��˂��̓�����X���[�X�ŁA�悸�́A�������܂����B
����̐؍�v���O�����ł����A
�����ɍ��킹�����Ƃ������āA�X���[�Y�ɓ��삵�܂����B
�~�����ʼn��_�܂ňړ������Ă���A�w���J���؍�ɂ��A�˂����グ��悤�ɂ��܂����B
����ƁA������ML4�́A�厲�̓`�B�Ɏ��Ԃ��g���Ă��āA
���]�A�t�]���J�肩�����ƁA�o�b�N���b�V���ׂ̈ɁA�˂��R���ׂ�Ă��܂����Ƃ�������܂����B
�Q��܂����`�B
�s�N���Ȏʐ^�ł��݂܂���B
Re: �X���b�h�~���ɂ��w���J���؍� -
TR 2020/04/01(Wed) 15:47
No.993
����
�~���̎��a����3�@���@��1.9����
�A�h�o�C�X���肢���܂����� ���e�ҁF
OKA ���e���F2020/03/16(Mon) 17:43
No.966
����ɂ��́`�B
����CNC�A�Ƃ肩�����Ă��瑫�|��3�N�ȏ�߂��܂������A����ƂƂ肠���������������ȂƂ���܂�
���āA���悢�搻��ɓ���܂���
�C���������̂ŁA�T�r�h�~�ɍ����߂��܂����B�����������̂ŁA������ɂ͈����Ȃ��������܂��B
�d�C���v���Ɗw�f�l�ł��B�����A��肪�N�������ȋC�ɂȂ邱�Ƃ�����܂�����A�h�o�C�X������������
���傱���傱�A�b�v�����Ă��������܂��`�B
�����߁A�A�A�v���������s�J�s�J�ł����������ł��B���ꂾ���Ŗ����������i�j

Re: �A�h�o�C�X���肢���܂����� -
OKA 2020/03/20(Fri) 15:29
No.971
X���g��ł݂܂����B���[�����{�[���l�W���~�X�~�őI��B
LM���[���́A6�{�g���܂����A7�{�ȏォ�犄���������āA�A�A6�{���7�{�������������Ƃ����E�E�E�E�B
7�{�w�����܂����B
����ς�`�ɂȂ��Ă���Ɗy�����ł��ˁB
Re: �A�h�o�C�X���肢���܂����� -
kow 2020/03/22(Sun) 00:04
No.973
��^�A�悢�ł��ˁB
���͒ʏ�̃R�����^�H�ō쐬���Ă��܂����A���܂��ɖ�^�ɂ���悩�������ƔY��ł��܂��B
�����͂ǂꂭ�炢�܂Ŋm�ۂ���悢�̂��킩��܂��A�܂�����Ȃ̂ő���Ȃ���Βlj����ǂ����������
�Ƃ肠�������Ői�߂Ă��܂��B
GW���炢�ɂ͊������������ȂƎv���Ă��܂����A�ǁ[�Ȃ邱�Ƃ��H
Re: �A�h�o�C�X���肢���܂����� -
�L�m�J�O 2020/03/22(Sun) 16:49
No.974
OKA����
�T�[�{�͂����ł���A
�����ȕ������I�ԉ��l�͂���܂��B
�E���͂܂��Ȃ��̂ƁA����]�ł��g���N�����܂藎���Ȃ��̂�
�����肪���x���o���܂����A�X�ɑ�����̓��B���Ԃ��Z���ł��B
�������Ԃ��Z���ƁA�����v���O���������炩�ɑ����I���܂��̂Ł`
�������쎞�ɃX�e�b�s���O�ƃT�[�{�Ŗ����܂�����
�t���[���╔�i�ɂ���������p���|�������̂ŁA�쓮���[�^�����P�b�`���Ă�
�݂����Ȋ����ɂȂ�܂����̂ŁA�T�[�{��I�т܂����B
�|�W�V�������L���ł���̂́A�A�u�\�����[�g�̃T�[�{�ł���
�z�r�[�p�̃R���g���[���őΉ��ł���̂��͂킩��܂���B
���ʂ̓C���N�������^���œ��̓p���X�������������̂ł��B
�i�X�e�b�s���O�Ɠ����j
����ƁA�����̂̓~�X�~�{�[���˂��b10�ł��B
������̌f���ňȑO�{�[���˂̓����ɂ��ď�����Ă���܂�����
�b10�͍Œ���N�ł��B
���A�������������i���a�j��[�h���d�v�ȋC�����܂��B
��25�������[�h5������100����ŕ��ʂɓ����̂Ł[�[
�d���Ƃ��A�����Ƃ��A�S�c�C�@�͋@�B�ɂƂ��ďd�v�ȗv�f�ł��i���ꂪ���`�ł��j�B
�ǂ�����������Ȃ��ƁA�������l�b�N�ɂȂ�܂��B
���l�̋@�B�ł��������y���݂ɂ��Ă���܂��I�I
Re: �A�h�o�C�X���肢���܂����� -
OKA 2020/03/23(Mon) 10:34
No.975
>kow����
�^�A�Y�݂܂����E�E�E�͂��߂�kow����̂悤��ð��ق̉��Ƀ{�[���l�W���B���悤�Ȑv�����Ă��܂����B
�ł��A��Ə�̖��ŁA�e�[�u�����傫����яo���̂��ǂ����Ă�����Ȃ��āB�{�[���l�W�Œ��ð���
�������܂��B�����Ȃ�ƁA�{�[���l�W�����ؕ����炯�Ńg���u���ɂȂ��Ȃ����A�ƐS�z�B�B�B�B
�ꉞ�A�J�o�[���l���Ă��܂����A��^�͖�^�ł��A���E��2�AY���̃��[�^��t���āA�厩�̂���
�ׂ����������Ȃ��[�Ƃ��A������Ǝv���܂����B��������A�ǂ��Ȃ邱�Ƃ��A�ł��i���
>�L�m�J�O����
�T�[�{�́A���{�b�g�̊߂ȂǂɎg�����̂ŁA360�x�ȏ��]���Ȃ����̂��Ǝv���Ă��܂����B
�F�X�����ł��ˁB�B�v���ɒm��Ȃ��Ƃ����̂́A�v���I�i���
�m���ɁA�t���[���Ȃǂɂ����������āA���������P�`��̂͂ǂ����ƁE�E�E�E���������ł��ˁB�B�P��
�m��Ȃ�������ł������@
�����̃}�V���́A�g�p�p�r�́A�A���~���i�̎����o�����Ɏg�������ƍl���Ă��܂��B������x�A����
�o��ʎY���i�ł��B�ł��̂ŁA�����܂ō����Ƃ��͕K�v�Ȃ����Ȃ��Ƃ͎v���Ă����̂ł����A��x�E��������
���̂܂ܑ����Ă��܂��̂́A�A�A���Ȃ���ł��B
���ǁAarduino�ƃ��Y�p�C�Ő��䂵�悤�Ƃ��Ă���̂ł����A�T�[�{���l�̋Z�p�œ������邩�������Ă݂܂��B
�ȂA�T�[�{���Ă݂����Ȃ��Ă��܂�����
���Ƃʼn������ł���̂ŁA�������Ă݂܂��B���肪�Ƃ��������܂����I
���Ȃ݂ɁA�l�̂́A�~�X�~���P�Q�@����C5�@�@�����܂ŕK�v�Ȃ̂��A�킩��Ȃ��ł����ǁB�B
������Ɖ��H���x���x�������Ȃ��Ƃ́A���i�K�Ŋ����Ă��܂��E�E�E
Re: �A�h�o�C�X���肢���܂����� -
OKA 2020/03/27(Fri) 16:11
No.983
����ƃX�s���h�����[�^2.2kw�����t����Ƃ���܂ł����܂����`�B
���X�킩���Ă��܂������A���ɏd�����E�E�E�E�B�I���`���̂悤�ȃX�e�b�s���O���[�^�̔n�͂ł́A�ȒP�ɒE�����Ă��܂��܂��ˁi���
����ς肩���`�B�E�E�E������Ŕ����Ă܂������A�A�A�T�[�{�����܂��A��{�I�ɐ��������̂܂g�������̂����ǁA����Ȃ�
�s���悭�͂����Ȃ����Ȃ��B�܂����炭���̂����Ԃł��i��
Re: �A�h�o�C�X���肢���܂����� -
TR 2020/03/27(Fri) 20:37
No.984
oka����A�����́B
�ł����厲�p���[�^�[��t���܂����ˁB
�����́AAC�Q�O�OV��1.5Kw�ł����A�����I�ɂ͏\���ł��B
���쐻�ł��B
���[�J�[�̋Z�p�T�|�[�g�����邵�A�Z�p��������̂ŁA�f�l�ł��Ȃ�Ƃ��Ȃ�܂���B
�����������ł�����B
�������猩��A
arduino�ƃ��Y�p�C�Ő��䂷��Ȃ�āA��̂ǂ�����̂��낤�Ǝv���܂��B
Re: �A�h�o�C�X���肢���܂����� -
OKA 2020/03/30(Mon) 08:45
No.985
TR����@���͂悤�������܂��B
�A�h�o�C�X���肪�Ƃ��������܂��B����ς�傫���ł���˂��B�B����ł��āA���[�����{�[���l�W�����قǑ傫���͂Ȃ��A
XYZ�̃��[�^�̓A�z�݂����ɏ����������Ɓi���@�o�����X�������ł��ˁi���
��������ƁA�������̂��̂�F�X�����đg�ݍ��킹�������ł����A���ʓI�ɁA�F�X���������č����Ȃ�p�^�[���ł�����
���Ȃ݂ɁA���ꂭ�炢�̎厲�������Ƃ���ƁAZ���̃��[�^�͂ǂꂭ�炢�̃T�C�Y��I�肷�ׂ��ł��傤���B�B
�I���G���^�����[�^�́AAZ�V���[�Y���Ă̂��C�ɂȂ��Ă��āA���[�J�[�ɕ����Ă݂悤���ƍl���Ă܂����B�����������߂�
����������������B
HP�q�������Ē����܂����B���x���̍������Ƃ��R����Ă��܂��ˁI�@�ƂĂ����ɂȂ�܂����B
Re: �A�h�o�C�X���肢���܂����� -
TR 2020/03/30(Mon) 14:37
No.986
oka�����
�����Ȃ݂ɁA���ꂭ�炢�̎厲�������Ƃ���ƁAZ���̃��[�^�͂ǂꂭ�炢�̃T�C�Y��I�肷�ׂ��ł��傤���B�B
�I���G���^�����[�^�́AAZ�V���[�Y���Ă̂��C�ɂȂ��Ă��āA���[�J�[�ɕ����Ă݂悤���ƍl���Ă܂����B�����������߂�
����������������B
�������A�Ǝ҂���Ȃ��̂ŁA���Ƃ������Ȃ��̂ŁA�����Ȃ��o����̘b�ɂȂ�܂��B
�����Ɠ����t���C�X�ՁiML4�j�̕����狳���܂����B
Z���̏ꍇ�ł��B
AC�T�[�{���[�^�[400W�ł��B�@���̕��́A�����A�����@�\������400W�T�[�{���[�^�[���g��ꂽ�����ł����A
����݂�ƁA�������������̂ŁA�V�т̏��Ȃ������@�\��g�ݍ��S�O�OW�̃T�[�{���[�^�[�ɂ��������ł��B
�����́A���̕��̂��b�����̂ŁA�ŏ�����A�����@�\�t����Ac400W�̃T�[�{���[�^�[�ɂ��܂����B
�����̂́A3�����O�H�ł��B�厲�͈���ł��B
�O�H��J3�V���[�Y�ł��B�T�[�{���[�^�[���ʒu����Ŏg���ꍇ�Ȃ�A�܂�A3������Ŏg���ꍇ�ɂȂ�܂��B
���̏ꍇ�́A����̕����A�g���₷���ł��B�Ƃ����̂́A
3���ł�����A�T�[�{�A���v��3��K�v�ł��B
����~�M����3��̃T�[�{�A���v�̓��A1��ł�����~�M��������������A
�V�X�e���S�̂Ŕ���~����悤�Ȏd�|�����K�v�ł��B
����̏ꍇ�A���̕ӂ��ȒP�ł��B�ŏ�����A�T�[�{�A���v�ɂ��̎d�|������������Ă��邩��ł��B
�������g���Ă���O�H��J3�V���[�Y�́A�����������d�|������������Ă��Ȃ������̂ŁA���삵�܂����B
�厲�̏ꍇ�́A�O�H�̕����A�g�����肪�ǂ������܂��B
���̐����ŕ�����܂������B
�����@�\�t���̋L���́@���@�B�o�b�N���b�V�������߂̈������ł����A���\�I�ɂ́A�����̏ꍇ�́A�\���ł��B
���[�^�[���̂̃o�b�N���b�V���̌덷���A�t���C�X�Վ��̂�Z���̌덷�̕����傫�������܂��B
http://vfr800.web.fc2.com/machine/milling/tesuto.html
��
HP�q�������Ē����܂����B���x���̍������Ƃ��R����Ă��܂��ˁI�@�ƂĂ����ɂȂ�܂����B
���������A�����ɂ́Aarduino�ƃ��Y�p�C�Ő���Ȃ�Ăł��܂���B
PIC�Ȃ炿����ƘM��܂����Aarduino�̌���͑S��������܂���B
�������AC����͏o���������ǂ��ł���A���̐�AC������g���ăt���C�X�Ղ𐧌䂷���ʂ��o�Ă���Ǝv���܂��B
�����̏ꍇ�A�N�[�����g��G�A�u���[�Ƒ|���@�̐���ȂǂɎg���Ă��܂��B
���ɁA�Ԍ��^�]���ł���̂ŁA��ϕ֗��ł��B
��A�����ɂ́A�t���C�X�Ղ�Mach3��M��ۂ̃}�N���̒m��������Ȃ��ł��B����Ɗ����Ă��܂��B
Re: �A�h�o�C�X���肢���܂����� -
�L�m�J�O 2020/03/30(Mon) 19:30
No.988
OKA����@����ɂ��́B
�E�`�z��Z���́A�T�[�{�����@����400W�ł��B
���d�ʂ�40kg�ʂł����A�]�T�����肻���ł���B
�iZ���{�[���˂��̓�20���[�h5�j
�K�X�X�v�����O�ŃT�|�[�g���Ă܂������A�X�v�����O�̐L�т��x���̂ŊO���܂����B
���Ȃ����̉�����A����ւ���LM�K�C�h���~�߂�M4�l�W���A
�ђʂ��Ă����̂��C���t�����Ɏ��^�]���Ă��܂����̂ł����A
�X�g���X�Ȃ��u�`�b�Ɖ������Ă˂��̓˂��o����������Ă܂����E�E�E
���݂͂����Ȃ��̂ł�����A������O�ł��ˁB
���ʂ̉^�]�Ȃ�200W�ł������H�H
���o�I�ɂ�400W�I
�ō����d���ł���ȏ�H�H
�������Ƃ���NC���[�^�[�Ƃ����ƁA�t�@�i�b�N��1�`1.5�����i�}�V����2-3���N���X�j
������Ɨ����̂ł�500W�Ƃ�������݂����ł��B
XY���͐؍핉�ׂ�������̂ŁA�l�����K�v�ł��B
Z���͓d��OFF�Ŏ~�܂�u���[�L�t�����K�{�ł���I
TR����@�����Ɠd�@�z���̓t���I�v�V�����ł��ˁI
�����I
�����̓z�́A�G�}�[�W�F���V�[���A���[�������ɂ��q���ł܂���B
���̂����ɂ�낤�ƁA���u���Ă܂��E�E�E
�\�t�g���~�b�g�l�l�ł���B
Re: �A�h�o�C�X���肢���܂����� -
OKA 2020/03/31(Tue) 15:53
No.989
TR����@�L�m�J�O����
�ƂĂ����J�ɋ����Ē����Ă��肪�Ƃ��������܂��I�S�O�OW�@���炢������ς�K�v�Ȃ�ł��ˁE�E�E�B�A���~�����ɂ����̂ŁA�Q�O�OW���炢
�ł����v���ȁA�ǂ����ȁA���Ċ����ł����ˁB�{�[���l�W�����P�Q�Ǝ�サ���̂ŁE�E�E�l�i�����܂�ς��Ȃ��悤�Ȃ�A�S�O�OW���炢
�ɂ��Ă݂悤���Ǝv���܂��I
TR����A����~�̗��݁A�Ȃ�ƂȂ��Ӗ��͗����ł��܂����I���킹�čl���Ă݂܂��B
���́A�Aarduino��Y�p�C�Ƃǂ�����ĘA���ł���̂��A���ď��ł����ˁO�O�G�@�����悤�Ȋ�Ղ������Ă����I���W�i���}�C���h�����
���[�����Ă݂܂����B
> �����T�[�{�o�͂ɂ���
> ���ʐ^��q�������Ē���������ł�30�`40W���x�̏o�͂�����Γ����Ǝv���܂��B
���[�[�[�B�B�B�����������������ȁB����͂������ɏ������Ȃ��A�Ǝv���܂����i��j�ʐ^������������ł��ˁE�E�E�E�E�B
����ł��Aarduino�@�́y�E�o�́F5V�iON�j/0V�iOFF�j�@�@�E�o�͕����FSTEP/DIR�i1�p���X�����j�z�Ő���ł���Ƃ������ƂŁATR�����
���������O�H�̂RJ�V���[�Y�͂Ȃ�Ƃ������������Ȏ���������܂����B���삳��ɂ͎���̃��[���𓊂��Ă݂܂����B
���ۂɎg���Ă�����l�̈ӌ��������Ă��肪�����ł��B����HP�Ɋ��ӂł��B
TR����
arduino���т����������x�����G��܂���E�E�EC���ꈵ�����ł����I����܂��BC����Ƃ͂�����ƈႤ��ł����ARaspberry Pi ��
python�����OS�œ����Ă��܂��̂ŁA�����������Ă܂����B�l�̎g���Ă���bCNC�Ƃ����\�t�g��python�œ����d�l�ɂȂ��Ă���̂�
RaspberryPi���s���悩������ł��ˁB
�u�����炯�̎�ŋN���ł���ʎY�d�l�ɂ���v�̂��ړI�Ȃ̂ŁAPC�}�E�X����ł͂Ȃ��āA�h���h�o�̃X�C�b�`�ŋN���ɂ����������̂ŁA
python�Ńv���O������g��ŁA�����ɂ�CNC�̋N���ƘA������l�ɂ��܂����B�N�[�����g��G�A�[�Ȃǂ́A�X�C�b�`����V�[�P���T��
�q���Ă��܂������ƍl���Ă܂����B�܂��܂���̘b�ł����ǁB
����^���ÁB�[������g�ݒ������H�Ǝv���Ă܂������A���ׂ��������������ƌ����܂����B���肪�Ƃ��������܂����I



