はじめまして。 投稿者:
rey 投稿日:2022/08/15(Mon) 03:37
No.1137
はじめまして。
かなり前からこちらのサイトを拝見して、「いつかは自分もCNC工作機械を作ってみたい」と思っていました。
この度やっと動かせるところまで来ましたので投稿させて頂きます。
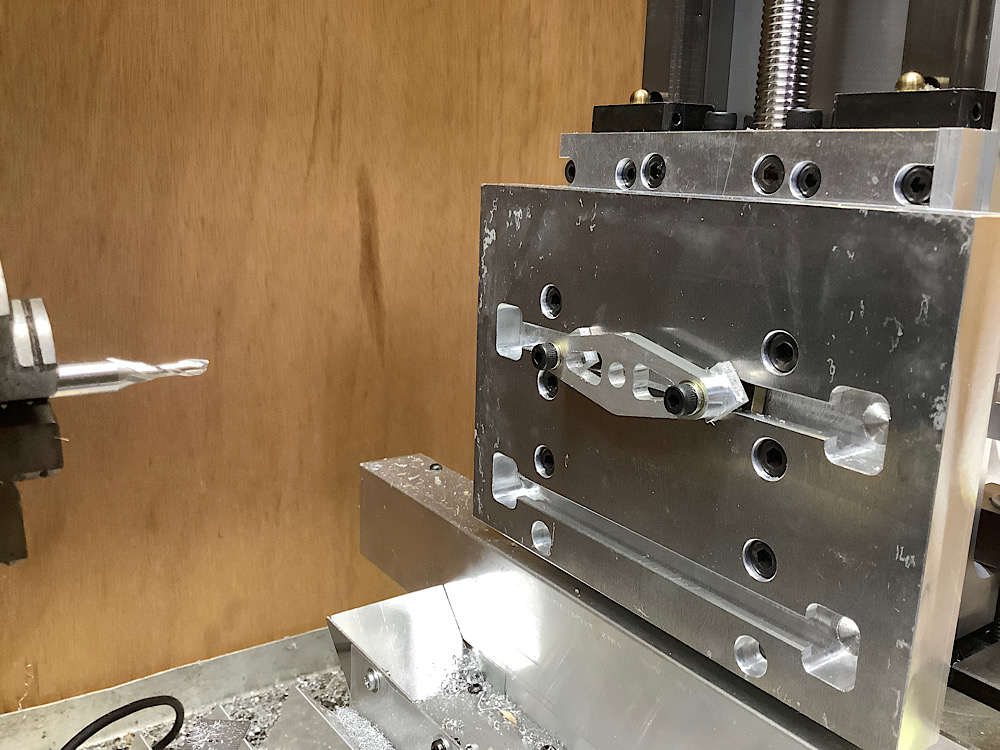
機械は旋盤+ミリングアタッチメントの形で、写真のワークは下穴と取り付け穴を空けた材料をセットして加工しました。
制御はオリジナルマインドさんで購入したUSBCNC、プログラムはFusion360のCAMです。
目新しいものでなくて恐縮ですが、製作にあたってこちらのサイトと掲示板を大変参考にさせて頂きましたので、お礼申し上げます。
Re: はじめまして。 -
rey 2022/08/15(Mon) 03:49
No.1138
いろいろとぐちゃぐちゃでお恥ずかしいですが、機械全体はこんな感じです。
普通の刃物台を付けて旋盤加工も一応できます。
Re: はじめまして。 -
kenbo 2022/09/08(Thu) 19:32
No.1139
reyさん
はじめまして。
旋盤ベースの横型良いですね〜!
確かに旋盤加工も出来そうです。
個人的にはミツトヨの表示ユニットが羨ましいです。
Mach4用制御箱 投稿者:
TR 投稿日:2021/12/18(Sat) 20:06
No.1132
Kowさん、皆さんこんばんは。
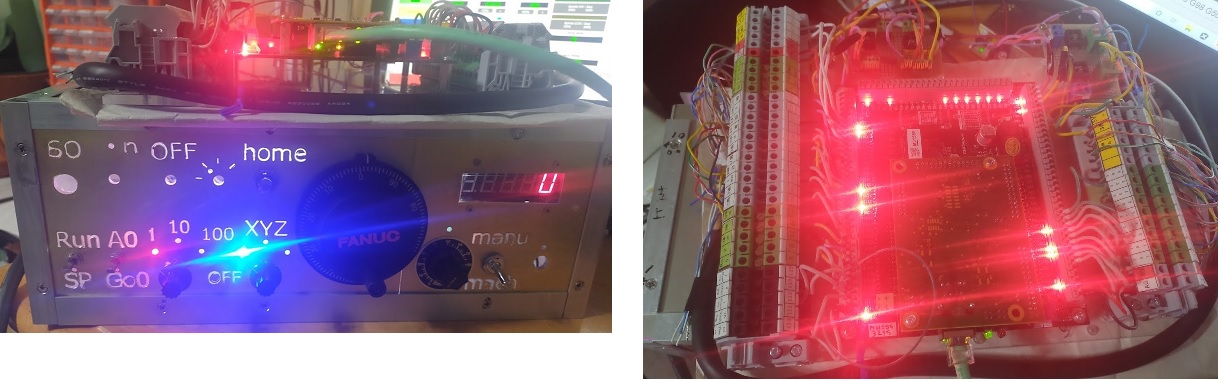
とうとう、Mach4用の制御箱を実機に取り付けました。
今年の6月頃から初めて、約半年かかっています(笑)
主軸・3軸の動作を確認。
手パにより3軸動作を確認。
TuchによりZ高を計測。
ホールICにより、Mach4で主軸の回転を確認。
後は、クーラントポンプとエアブローや間欠バキュームの動作を確認出来たらほぼ完成です。
その後微調整となる。
いや〜、制御箱がアームに乗ったら、嬉しくなりましたよ。

Re: Mach4用制御箱 -
TR 2021/12/24(Fri) 21:09
No.1133
何回かの試行錯誤の末に、Mach4を動作させるための基盤が完成した。
勿論、詳細な動作ではないが、動作の確認は、出来た。
明日は、実機に取り込んでサーボモーターなどに結線をする。
Mach4Demoで、穴あけを何回かしてみた。
素人でも、Probeの動作は、Mach3より段違いに優れているのが分かった。
Mach4は、lua言語で自分でプログラムを組めるので、今までの様にマイコンは不要です。
従って、自作の基板を作らずとも、手パの動作を出来る。
これは凄いと思う。
それと、ノイズはほとんど出ていない感じです。ラジオで確認ができる。ラジオからの雑音が少ない。
MB3は、トータルで自作基板がほとんどなくて済んだ。MB3は良いと思う。
いや〜、ここまで来て感無量です。
約半年かかっていますから(笑)。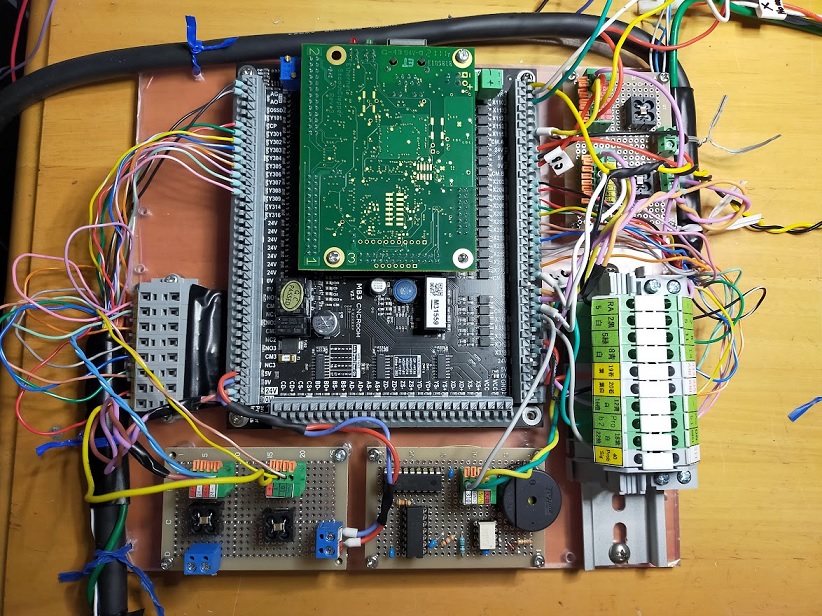
Re: Mach4用制御箱 -
TR 2022/01/05(Wed) 15:15
No.1134
みなさん、こんにちは。
Mach4 Calibrate XY Offset
Mach4は、Mach3から、進化したことがまた一つ分かりました。
Probeを使うには、先ず、Calibrate XY Offsetを実行する事です。
こうすると、Probeの傾きを計測出来て、プログラム中「Offset」として、Probingの際に、自動で修正してくれます。
ただし、Mach4は、デフォルトでは、不具合があるので、修正しないと使い物になりません。
修正方法は、私の次の記事にあります。
http://vfr800.web.fc2.com/machine/milling/my_mach4.html
Happy CNC enjoy life.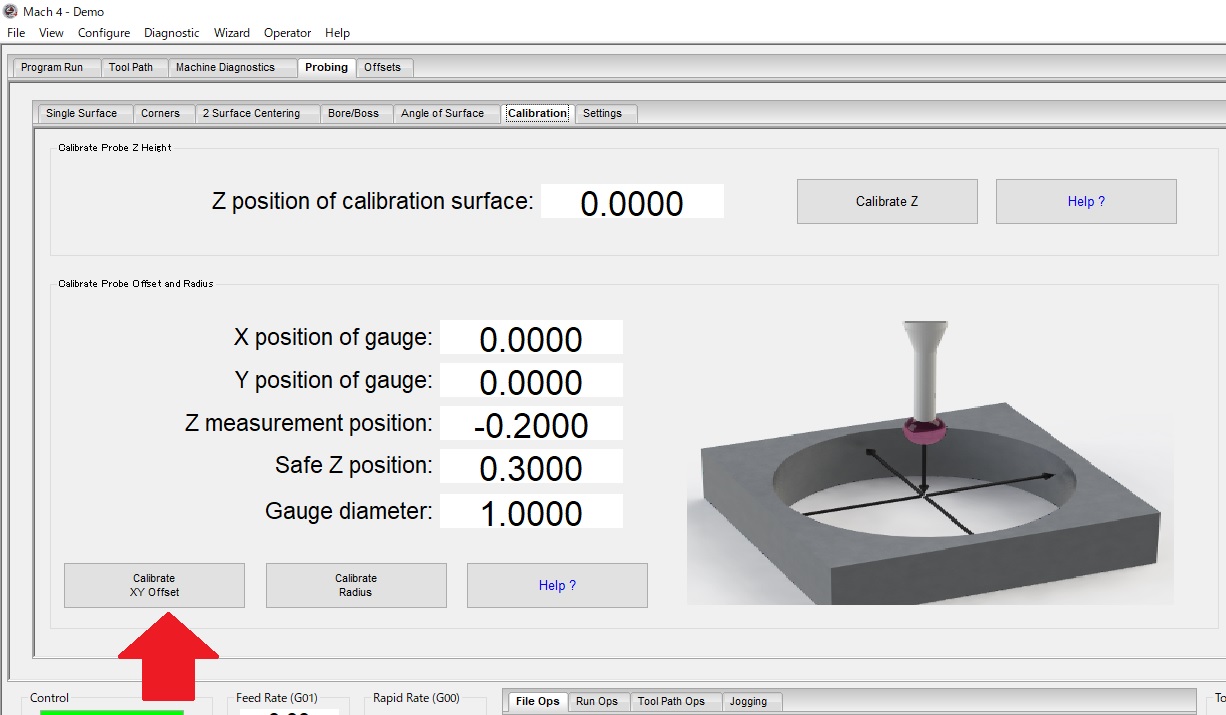
Re: Mach4用制御箱 -
TR 2022/01/07(Fri) 20:08
No.1135
みなさんこんばんは。
ESSの場合、G31の未検出時停止となるが、これを回避するオプション発見。その方法は、
Mach4 Configure‾ESS Config-V278のProbingタブ〜2)のチェックを外す。でした。
新しいマシン 投稿者:
キノカグ 投稿日:2021/12/09(Thu) 19:32
No.1125
KOWさんこんばんは、
作業スペースが少し広くなりましたので、
もう少し大きなマシンが欲しくなり、制作を開始いたしました。
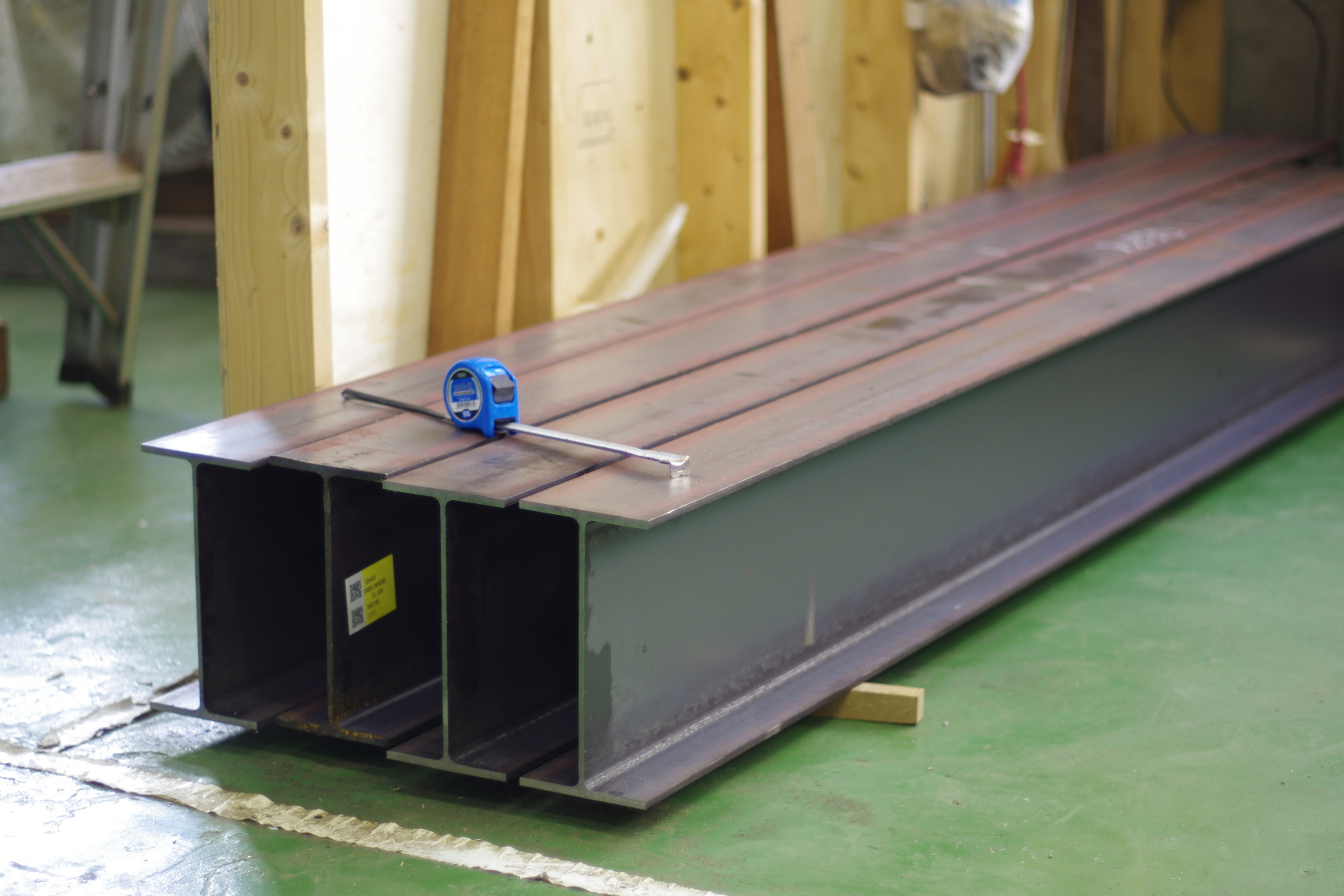
ストロークは2000×1000×350です。 デカいです。
パーツはカントリー式のメインフレームに125×250のH鋼と
Y軸のLMガイド、と減速機+サーボ を集めました。
図面を画きつつ妄想しております。
数年後の完成を目指しゆっくりと進めていきたいと考えております〜
Re: 新しいマシン -
tsuzuki 2021/12/10(Fri) 11:40
No.1126
キノガクさんこんにちは
>ストロークは2000×1000×350です
でかっ!
H鋼一本どのくらいの重量があるのですか?
運び込むのだけでも大変そう。
進捗状況を楽しみにしています。
Re: 新しいマシン -
キノカグ 2021/12/10(Fri) 18:13
No.1127
tsuzukiさん
コメントありがとうございます。
10Mを買ったので251kgです。1/4でカットしてもらいました。
手下ろしと伝えてありましたが、鋼材屋のドライバーも苦笑いでしたよ。笑
更に125角パイプにて脚をつけるのと、レールとラックギアの取付部分にFB25X100が付きますので
ガントリ無しで600kg 何だかんだで1.1〜1.2tにはなると思います。
追加材も鋼材屋に手下ろしで運んでもらいますよ!
Re: 新しいマシン -
kow 2021/12/12(Sun) 13:27
No.1128
>ストロークは2000×1000×350です
ななな、なんというサイズ!ガントリー式ならではですが、このサイズを自作するのは世界レベルでも超少数派では??
一体何を削るのでしょう、もはやなんでも削れる気がしますが。。。!
ぜひ過程もご紹介ください、完成したらパーティーですかね?!
ものすごく興味があります、楽しみです!
Re: 新しいマシン -
kow 2021/12/12(Sun) 13:28
No.1129
>ガントリ無しで600kg 何だかんだで1.1〜1.2tにはなると思います。
重量予測をうかがってさらにぶったまげ!すごい!
Re: 新しいマシン -
tsuzuki 2021/12/14(Tue) 09:44
No.1130
キノガクさんこんにちは
>10Mを買ったので251kgです。1/4でカット
と言うことは一本60kg超。
パレットクレーンとかminiクレーンとか言うようなもので降ろしたのですか?
5インチライブスチームを持っている人たちは必需品のようですが、普通はあまりいらないですよね。
人力では腰が壊れそう。二人で持つと何とかなるのかな?(あまり持ちたくないですが)
いずれにしても想像を絶する重さと大きさですね。
Re: 新しいマシン -
キノカグ 2021/12/14(Tue) 15:53
No.1131
KOwさん tsuzukiさん
妄想図面です〜
木材加工用なので、剛性よりもサイズ優先です。
先日のBONさんの投稿にもありましたが、遺品になったときにと考えると
ちょっとアレなんですが、30年位は働いてもらいますから、良いとしましょう!!
実はこれは3号機で、設計も終わり、部品のほぼ揃っている2号機の計画があります。
そちらも進んだらアップしますね、
H鋼は60kg/本くらいなので、男2人で持てますよ、ちょっと重いですが、
持ち易ければ、2人で100kg程度まで人力で運べますよ。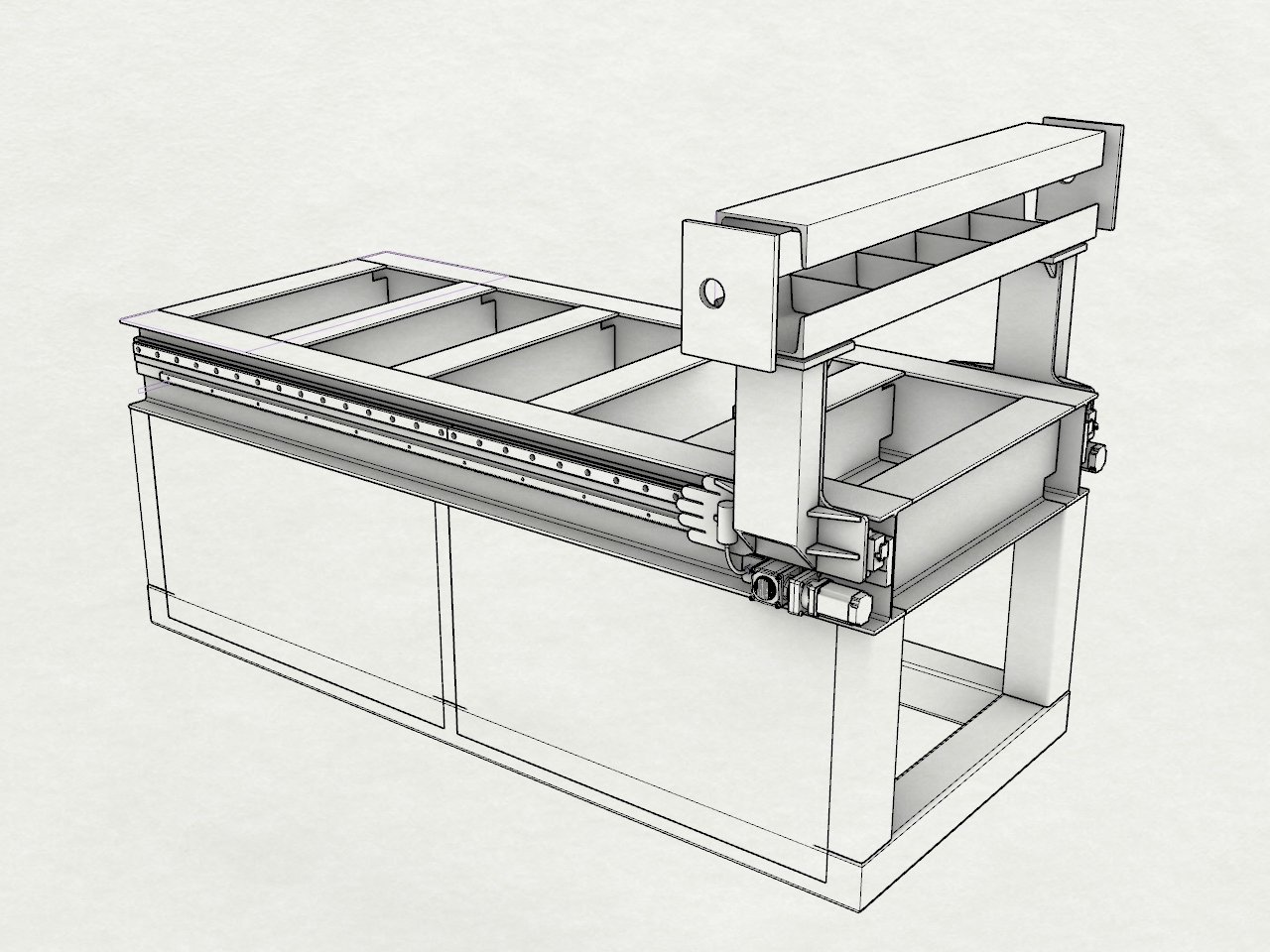
なんとか、ここまで来た。 投稿者:
TR 投稿日:2021/12/03(Fri) 21:38
No.1122
漸くに、制御箱に付けた本物のSWにより、手パの動作などを確認できました。
ここまでくれば、ガレージの専用PCにMach4をインストして、既存の配線を利用するだけ利用し、無理なものは、新たに線を引いたら、いよいよ実機でテストというところまで来ました。
しかし、MB3は、フォトカプラーによりInとOutを動作させていて、そのフォトカプラーの動作をLEDで知らせるようになっているので、目視できるので便利ですが、光もかなり派手です。
Re: なんとか、ここまで来た。 -
kow 2021/12/07(Tue) 23:25
No.1124
すっごい派手ですね!最新のゲーミングPCみたいです。
ぜひテスト結果を教えてください!
与圧ボールねじナットに換装 投稿者:
TR 投稿日:2021/09/18(Sat) 18:06
No.1115
Kowさん、皆さんこんばんは。
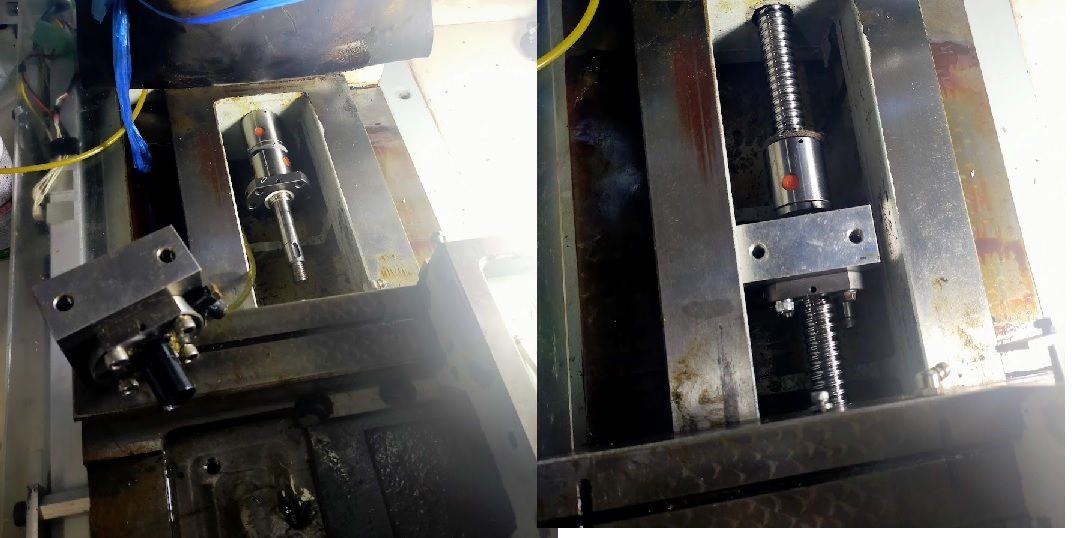
長さが合わなくて放置しておいた与圧ボールねじナットを使ってみました。
効果はあったと思います。
テスト方法は、手パを使いました。
手パに、+1mmの信号を与え、行かない内に戻す指令を与えると、バックラッシュ0.01mmの設定で、丁度0に戻る感じです。
やって良かったです。
後日、X軸のボールねじ(C5)も来るので、X/Y軸とも、位置決めはぐっと良くなると思います。
写真は、与圧ボールねじナットに換装したものです。
特徴としては、長さが長い、倍です。 それと、与圧が効いているせいか、ボールねじを回そうとすると重く感じました。
Re: 与圧ボールねじナットに換装 -
kow 2021/11/30(Tue) 08:04
No.1121
TRさん、こんにちは。書き込みに気づかずお返事遅れました、ごめんなさい。
バックラッシュ0.01!事実上ノーバックラッシュですね。すごい精度です。
最近、行きつけのバイク屋さんに頼まれて久しぶりに金属加工をしましたが
リニアガイド+ボールねじの精度はすごいな、と感じました。
私のボールねじは中華の与圧なしですが、今度与圧ありのものに換装してみようと
思いました。
Re: 与圧ボールねじナットに換装 -
TR 2021/12/04(Sat) 19:45
No.1123
Kowさん、こんばんは。
与圧ボールねじナットは、自分の場合、長らく使わなかったものでして、試しに、Y軸に使いました。
実際に使用する時は、X軸も与圧付きのナットにした方が良いです。
同じ調子にならなくなってしまいますので。
それと、はっきりとは分かりませんが、与圧付きの場合、バクラッシュは少なくなりますが、ねじ山自体の精度は、変わりませんので、注意して下さい。
注意といっても、実際どうなのかと聞かれても、深くは分かりませんけど。
で、今は、面倒なので、ボールねじ自体をC5の精度のねじに換装しました。
こちらも、バックラッシュは1/100位に感じています。



