弶傔傑偟偰偱偡偑幙栤偝偣偰捀偒傑偡丅 搳峞幰丗僫僇儉 搳峞擔丗2017/10/02(Mon) 10:29 No.810
弶傔傑偟偰丅
嵟嬤CNC僼儔僀僗斦僨價儏乕偟傑偟偰帋峴嶖岆偟側偑傜愗嶍偟偰偄傑偡丅
偦偙偱偳偆偟偰傕夝寛弌棃側偄帠偑偁傝傑偟偰擸傫偱偄偨強偙偪傜偺宖帵斅傪尒偮偗偨偺偱幙栤偝偣偰捀偒偨偄偲巚偄傑偡丅
僣乕儖僷僗偼Fusion360偱嶌惢偟丄惂屼僜僼僩偼Mach3傪巊梡偟偰偄傑偡丅
偦偙偱椺偊偽巐妏宍偺斅傪偺嶍傝偨偄暔傪屌掕偟偰丄儚乕僋偺拞怱傪X0 Y0 偲偟傑偡丅
Z幉偼儚乕僋偺僩僢僾偵僄儞僪儈儖傪壓傠偟偰怗傟偨強傪Z0 偲偟傑偡丅
偄偮傕偙偺曽朄偱XYZ傪0偵偟偰偐傜Z幉傪悢僙儞僠忋偘偰僗僺儞僪儖傪夞偟偰Mach3傪僗僞乕僩偱栤戣側偔愗嶍弌棃偰偄傑偟偨丅
偑丄嵟嬤忋婰曽朄偱Z幉傪彮偟忋偘偰偐傜僗僞乕僩偝偣傞偲壗屘偐堦斣嵟弶偵Z幉偑Z0傛傝傕堦扷儅僀僫僗偵壓偑偭偰偐傜X Y偑嶍傝弌偡僗僞乕僩晹暘偵堏摦偟偰X偑尦偺崅偝偵栠偭偰偐傜愗嶍偑巒傑偭偰偟傑偄儚乕僋偵晄昁梫側愗嶍嵀偑偮偄偰偟傑偄傑偡丅
偙偺Z幉偑僗僞乕僩偺帪偵堦扷儅僀僫僗偵側傞偺偑偳偆偟偰傕捈偣傑偣傫丅丅
崱傑偱偼X幉Y幉偑愭偵嶍傝弌偡僗僞乕僩抧揰偵堏摦偟偰Z幉偼偦偺屻偵壓偑偭偰棃偨偺偱偡偑愭偵Z幉偑壗屘壓偑傞偺偐丠偟偐傕丄儅僀僫僗傑偱丅丅
夝寛曽朄偑桳傟偽偳側偨偐嫵偊偰捀偗側偄偱偟傚偆偐丠
媂偟偔偍婅偄抳偟傑偡丅
Re: 弶傔傑偟偰偱偡偑幙栤偝偣偰捀偒傑偡丅 - Kow 2017/10/02(Mon) 20:32 No.811
僫僇儉偝傫
偛搳峞偁傝偑偲偆偛偞偄傑偡両
巊梡偟偰偄傞俧僐乕僪偺愭摢20峴偔傜偄丄揬傝晅偗偰捀偔偙偲偼壜擻偱偟傚偆偐丠
偁偲丄倅偼偄偭偨傫儅僀僫僗傑偱壓偑偭偰偐傜丄侽乮嵽椏偵柺堦乯傑偱栠傞偺偱偟傚偆偐丅
偛曉摎傛傠偟偔偍婅偄偄偨偟傑偡丅
偛搳峞偁傝偑偲偆偛偞偄傑偡両
巊梡偟偰偄傞俧僐乕僪偺愭摢20峴偔傜偄丄揬傝晅偗偰捀偔偙偲偼壜擻偱偟傚偆偐丠
偁偲丄倅偼偄偭偨傫儅僀僫僗傑偱壓偑偭偰偐傜丄侽乮嵽椏偵柺堦乯傑偱栠傞偺偱偟傚偆偐丅
偛曉摎傛傠偟偔偍婅偄偄偨偟傑偡丅
Re: 弶傔傑偟偰偱偡偑幙栤偝偣偰捀偒傑偡丅 - 僫僇儉 2017/10/02(Mon) 22:33 No.812
Kow 偝傫
弶傔傑偟偰両
曉怣桳擄偆偛偞偄傑偡丅
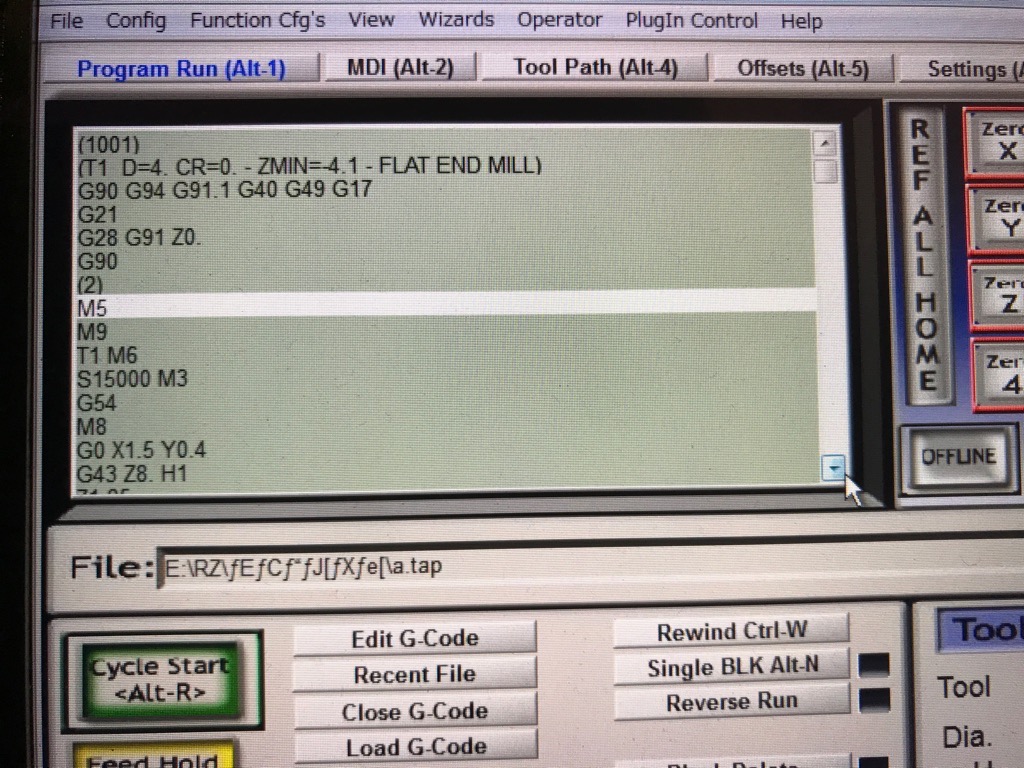
幨恀傪揧晅偟傑偡丅
僗僞乕僩偡傞偲Z偑堦扷儚乕僋偺尨揰丠偺0傛傝傕儅僀僫僗偵傫傞傫偱偡丅
偦偺屻忋偵忋偑偭偰儚乕僋偺0偐傜嶍傝巒傔傑偡丅
偦傟偱巹傕帺椡偱怓乆偲挷傋偰偄偨偺偱偡偑丄傕偟偐偟偰婡夿偺尨揰偵栤戣偑偁傞偺偱偼側偄偐丠偲丅
婡夿尨揰偺僙儞僒乕偼晅偄偰偄側偄堊丄懡暘Mach3傪婲摦偟偨帪偺応強偑尨揰偵側偭偰偄傞偺偱偟傚偆偐丠
婲摦偟偨応強偑婡夿偺0偩偲偟偰丄偦偙偵儚乕僋偲僄儞僪儈儖傪僙僢僩偟偰儚乕僋偺Z0傪崌傢偣傞帪偵壖偵10mm忋偘偨偲偡傞偲
儚乕僋偺尨揰傛傝婡夿偺尨揰偑10mm掅偔側傝丄G僐乕僪傪憱傜偣傞偲傕偟偐偟偰奐巒捈屻偵婡夿尨揰傪捠夁偡傞傛偆偵側偭偰偄傟偽
Z偼儅僀僫僗偵側傞偺偐偲媈偭偰偄傑偡丅
傕偟偦偆側傜偽婡夿尨揰傪僙儞僒乕側偔偰傕擟堄偵婡夿尨揰傪愝掕偱偒側偄偺偐側丠偲峫偊偨傝偟偰偄傞強偱偡丅
媂偟偔偍婅偄偟傑偡丅
弶傔傑偟偰両
曉怣桳擄偆偛偞偄傑偡丅
幨恀傪揧晅偟傑偡丅
僗僞乕僩偡傞偲Z偑堦扷儚乕僋偺尨揰丠偺0傛傝傕儅僀僫僗偵傫傞傫偱偡丅
偦偺屻忋偵忋偑偭偰儚乕僋偺0偐傜嶍傝巒傔傑偡丅
偦傟偱巹傕帺椡偱怓乆偲挷傋偰偄偨偺偱偡偑丄傕偟偐偟偰婡夿偺尨揰偵栤戣偑偁傞偺偱偼側偄偐丠偲丅
婡夿尨揰偺僙儞僒乕偼晅偄偰偄側偄堊丄懡暘Mach3傪婲摦偟偨帪偺応強偑尨揰偵側偭偰偄傞偺偱偟傚偆偐丠
婲摦偟偨応強偑婡夿偺0偩偲偟偰丄偦偙偵儚乕僋偲僄儞僪儈儖傪僙僢僩偟偰儚乕僋偺Z0傪崌傢偣傞帪偵壖偵10mm忋偘偨偲偡傞偲
儚乕僋偺尨揰傛傝婡夿偺尨揰偑10mm掅偔側傝丄G僐乕僪傪憱傜偣傞偲傕偟偐偟偰奐巒捈屻偵婡夿尨揰傪捠夁偡傞傛偆偵側偭偰偄傟偽
Z偼儅僀僫僗偵側傞偺偐偲媈偭偰偄傑偡丅
傕偟偦偆側傜偽婡夿尨揰傪僙儞僒乕側偔偰傕擟堄偵婡夿尨揰傪愝掕偱偒側偄偺偐側丠偲峫偊偨傝偟偰偄傞強偱偡丅
媂偟偔偍婅偄偟傑偡丅
Re: 弶傔傑偟偰偱偡偑幙栤偝偣偰捀偒傑偡丅 - JIM 2017/10/03(Tue) 05:42 No.813
僫僇儉偝傫崱擔偼
machi偺尨揰暅婣丂G28偼彮偟僼僣僂偲堘偄傑偡
傆偮偆偺CAM偱偼億僗僩晹偑丂G28G91Z0偲惉偭偰偄傑偡
偙傟偼傑偢Z幉傪尰嵼偺埵抲偐傜Z0偵峴偔巜椷偱偡
machi偱偼丂G28偩偗偺扨撈巜椷偱丂傑偢婡夿尨揰Z0乮揹尮傪擖傟偨偲偒偵桳偭偨応強乯偵堏摦偟偰偐傜XY偺婡夿尨揰偵堏摦偟傑偡
夋柺偺M05慜傪
O0001丟
G28丂G91丂Z0丟傪
G28丟
偵曄偊偰帋偟偰壓偝偄
偨傇傫廔傢傝偵傕丂G28偑偁傞偲巚偄傑偡丂摨偠傛偆偵丂G28扨撈巜椷偵偟偰壓偝偄
machi偺尨揰暅婣丂G28偼彮偟僼僣僂偲堘偄傑偡
傆偮偆偺CAM偱偼億僗僩晹偑丂G28G91Z0偲惉偭偰偄傑偡
偙傟偼傑偢Z幉傪尰嵼偺埵抲偐傜Z0偵峴偔巜椷偱偡
machi偱偼丂G28偩偗偺扨撈巜椷偱丂傑偢婡夿尨揰Z0乮揹尮傪擖傟偨偲偒偵桳偭偨応強乯偵堏摦偟偰偐傜XY偺婡夿尨揰偵堏摦偟傑偡
夋柺偺M05慜傪
O0001丟
G28丂G91丂Z0丟傪
G28丟
偵曄偊偰帋偟偰壓偝偄
偨傇傫廔傢傝偵傕丂G28偑偁傞偲巚偄傑偡丂摨偠傛偆偵丂G28扨撈巜椷偵偟偰壓偝偄
Re: 弶傔傑偟偰偱偡偑幙栤偝偣偰捀偒傑偡丅 - JIM 2017/10/03(Tue) 05:47 No.814
廋惓偑巪偔偄偒傑偣傫丂嵞搳峞偟傑偡
夋柺僇亅僜儖慜偺
G28丂G91丂Z0丟傪
G28丟
偵曄偊偰帋偟偰壓偝偄
夋柺僇亅僜儖慜偺
G28丂G91丂Z0丟傪
G28丟
偵曄偊偰帋偟偰壓偝偄
Re: 弶傔傑偟偰偱偡偑幙栤偝偣偰捀偒傑偡丅 - 栆媿儘僢僋 2017/10/03(Tue) 19:58 No.815
僫僇儉偝傫丄弶傔傑偟偰丅
婎杮揑側強偱偼Fusion360偺億僗僩僗僋儕僾僩乮偭偰偄偆傫偱偟偨偭偗丠乯僼傽僀儖傪曇廤偟偰丄
帺暘偺儅僔儞偵崌傢偣傞帠偱偡丅
僿僢僟晹丄僼僢僟晹偑彂偐傟偰偄傞屄強偑偁傝傑偡偐傜丄梫傜側偄晹暘偼僶僢僒儕偲嶍傞帠傪偍姪傔偟傑偡丅
乮尦僼傽僀儖偼曐懚偟偨忋偱曇廤偟偰壓偝偄乯
偱丄崱夞偺堏摦偺審偼JIM偝傫偺偍偭偟傖傞傛偆偵丄G28G91Z0偑尨場偱偡丅
偙傟偼惓妋偵尵偊偽丄婡夿尨揰偱偼側偔丄儕僼傽儗儞僗揰偱偡丅
壗偑堘偆偐偲偄偊偽丄嬶懱揑偵偼乽儕僼傽儗儞僗揰偲偟偰丄乮愨懳乯埵抲傪愝掕偱偒傞乿偲尵偆帠偱偡丅
CONFIG仺HOMING/LIMITS仺G28HOME LOCATION塢乆偺強丄偵悢抣傪擖傟傟偽偦偙偑儕僼傽儗儞僗揰偵側傝傑偡丅
婎杮揑側強偱偼Fusion360偺億僗僩僗僋儕僾僩乮偭偰偄偆傫偱偟偨偭偗丠乯僼傽僀儖傪曇廤偟偰丄
帺暘偺儅僔儞偵崌傢偣傞帠偱偡丅
僿僢僟晹丄僼僢僟晹偑彂偐傟偰偄傞屄強偑偁傝傑偡偐傜丄梫傜側偄晹暘偼僶僢僒儕偲嶍傞帠傪偍姪傔偟傑偡丅
乮尦僼傽僀儖偼曐懚偟偨忋偱曇廤偟偰壓偝偄乯
偱丄崱夞偺堏摦偺審偼JIM偝傫偺偍偭偟傖傞傛偆偵丄G28G91Z0偑尨場偱偡丅
偙傟偼惓妋偵尵偊偽丄婡夿尨揰偱偼側偔丄儕僼傽儗儞僗揰偱偡丅
壗偑堘偆偐偲偄偊偽丄嬶懱揑偵偼乽儕僼傽儗儞僗揰偲偟偰丄乮愨懳乯埵抲傪愝掕偱偒傞乿偲尵偆帠偱偡丅
CONFIG仺HOMING/LIMITS仺G28HOME LOCATION塢乆偺強丄偵悢抣傪擖傟傟偽偦偙偑儕僼傽儗儞僗揰偵側傝傑偡丅
Re: 弶傔傑偟偰偱偡偑幙栤偝偣偰捀偒傑偡丅 - 僫僇儉 2017/10/03(Tue) 22:53 No.816
Kow 偝傫
曉怣桳擄偆偛偞偄傑偡丅
傑偩乽G僐乕僪乿傪偁傑傝椙偔棟夝弌棃偰偄側偄偺偱偡偑彂偒捈偟偰傒傑偟偨丅
偱傕傗偼傝揹尮傪擖傟偨帪偵偁偭偨応強傪堦扷捠夁偡傞傒偨偄偱偡丅
揹尮傪擖傟偨帪偺応強偐傜XYZ傪壗傕摦偐偝側偄偱乽Machine Coord's乿傪墴偡偲XYZ偑0偺傑傑偱偡丅
偦偺屻Z偺埵抲傪儚乕僋偺0偵崌傢偣偰乽Zero Z乿傪墴偟偰0偵偟傑偡丅
偦偆偡傞偲乽Machine Coord's乿傪墴偡偲抣偑曄傢偭偰偄偰丄僗僞乕僪儃僞儞傪墴偡偲堦扷乽Machine Coord's乿偺0偺埵抲傪捠夁偟偰偐傜
儚乕僋偺0偵堏摦偟偰嶍傝巒傔傑偡丅
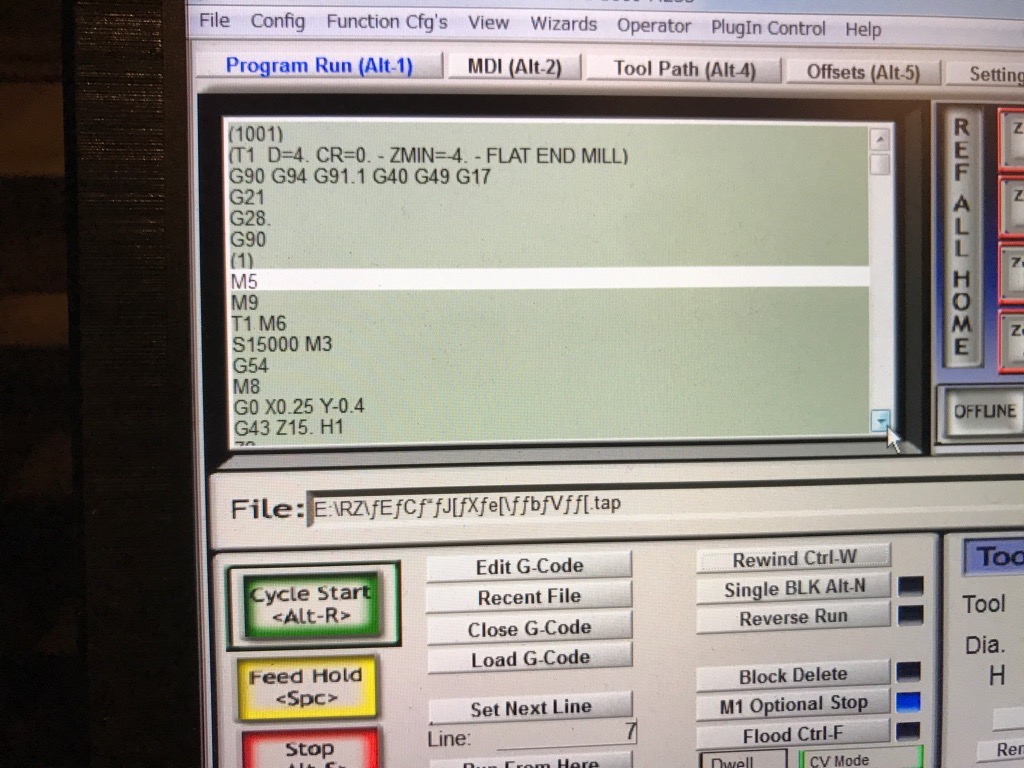
G28丂G91丂Z0丟
偺晹暘偺
G91丂Z0
傪徚偟偨偩偗偱偁偭偰偄傞偱偟傚偆偐丠
壗搙傕偡傒傑偣傫丅丅
曉怣桳擄偆偛偞偄傑偡丅
傑偩乽G僐乕僪乿傪偁傑傝椙偔棟夝弌棃偰偄側偄偺偱偡偑彂偒捈偟偰傒傑偟偨丅
偱傕傗偼傝揹尮傪擖傟偨帪偵偁偭偨応強傪堦扷捠夁偡傞傒偨偄偱偡丅
揹尮傪擖傟偨帪偺応強偐傜XYZ傪壗傕摦偐偝側偄偱乽Machine Coord's乿傪墴偡偲XYZ偑0偺傑傑偱偡丅
偦偺屻Z偺埵抲傪儚乕僋偺0偵崌傢偣偰乽Zero Z乿傪墴偟偰0偵偟傑偡丅
偦偆偡傞偲乽Machine Coord's乿傪墴偡偲抣偑曄傢偭偰偄偰丄僗僞乕僪儃僞儞傪墴偡偲堦扷乽Machine Coord's乿偺0偺埵抲傪捠夁偟偰偐傜
儚乕僋偺0偵堏摦偟偰嶍傝巒傔傑偡丅
G28丂G91丂Z0丟
偺晹暘偺
G91丂Z0
傪徚偟偨偩偗偱偁偭偰偄傞偱偟傚偆偐丠
壗搙傕偡傒傑偣傫丅丅
Re: 弶傔傑偟偰偱偡偑幙栤偝偣偰捀偒傑偡丅 - 僫僇儉 2017/10/03(Tue) 23:02 No.817
栆媿儘僢僋
弶傔傑偟偰丄僫僇儉偲尵偄傑偡丅
曉怣桳擄偆偛偞偄傑偡丅
夿尨揰偱偼側偔丄儕僼傽儗儞僗揰丠丠
偪傚偭偲傑偩棟夝偑捛偄偮偐偢嬫暿偑偮偒傑偣傫丅
怽偟栿偁傝傑偣傫丅
偱傕乽CONFIG仺HOMING/LIMITS仺G28HOME LOCATION塢乆偺強丄偵悢抣傪擖傟傟偽偦偙偑儕僼傽儗儞僗揰偵側傝傑偡丅乿
偺抣傪曄偊偰傒偨傜曄壔偟傑偟偨丅
Z傪10
偵偟偰傒偰僗僞乕僩偟偨傜堦扷10mm偺強偵堏摦偟偰偐傜儚乕僋0偵峴偒嶍偭偰偔傟傞傒偨偄偱偡丅
Fusion360偐傜偼億僗僩張棟偱mach3傪慖傫偱偦偺傑傑巊梡偟偰偄傞偺偱丄傑偩僿僢僟晹丄僼僢僟晹傕椙偔傢偐傜偢偱偡丅
傕偭偲偪傖傫偲G僐乕僪傕棟夝偟側偒傖偱偡偹丅
弶傔傑偟偰丄僫僇儉偲尵偄傑偡丅
曉怣桳擄偆偛偞偄傑偡丅
夿尨揰偱偼側偔丄儕僼傽儗儞僗揰丠丠
偪傚偭偲傑偩棟夝偑捛偄偮偐偢嬫暿偑偮偒傑偣傫丅
怽偟栿偁傝傑偣傫丅
偱傕乽CONFIG仺HOMING/LIMITS仺G28HOME LOCATION塢乆偺強丄偵悢抣傪擖傟傟偽偦偙偑儕僼傽儗儞僗揰偵側傝傑偡丅乿
偺抣傪曄偊偰傒偨傜曄壔偟傑偟偨丅
Z傪10
偵偟偰傒偰僗僞乕僩偟偨傜堦扷10mm偺強偵堏摦偟偰偐傜儚乕僋0偵峴偒嶍偭偰偔傟傞傒偨偄偱偡丅
Fusion360偐傜偼億僗僩張棟偱mach3傪慖傫偱偦偺傑傑巊梡偟偰偄傞偺偱丄傑偩僿僢僟晹丄僼僢僟晹傕椙偔傢偐傜偢偱偡丅
傕偭偲偪傖傫偲G僐乕僪傕棟夝偟側偒傖偱偡偹丅