C幉傪巊梡偟偨応崌偺G僐乕僪 搳峞幰丗Kow 搳峞擔丗2015/08/25(Tue) 01:27  No.305
No.305
偲偄偆傢偗偱丠C幉傪捛壛偟偨偺偱偡偑丒丒丒
C幉傪巊梡偟偨応崌偺G僐乕僪丄奆偝傫偼偳偺傛偆偵張棟偝傟偰偄傞偺偱偟傚偆丠
C幉傪1夞揮偝偣傞偨傃偵G92偱C幉傪儕僙僢僩偟偰丄Y幉丄Z幉傪摦偐偟偰丄傑偨C幉傪1夞揮偝偣偰G92偱儕僙僢僩丒丒丒
偲偄偆曽朄偱側傫偲偐偙側偟偰偄傑偡丅
摉慠丄C幉懳墳偺CAM側傫偰帩偭偰側偄栿偱両
偙傟偱偄偄側傜偙傟偱婰帠彂偄偪傖偍偆偐側偁丅
偪側傒偵X-Y傪嬱巊偟偰墌傪彂偔傛傝丄傗偼傝偼傞偐偵鉟楉偵嶍傞偙偲偑偱偒傞傛偆偱偡丅
Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - Kow 2015/09/06(Sun) 23:00 No.316
僿儕僇儖崀壓偵傛傞僱僕愗傝帋偟傑偟偨丅
僟僽儖傾儞僌儖僇僢僞乕傪僌儔僀儞僟乕偱壛岺偟偰掙柺傪
媗傔偨傕偺傪巊偄傑偟偨丅
傑偁丄側傫偲偐僱僕偵偼側偭偰偄傞傛偆偱偡丅棃廡偼
偄傛偄傛棅傑傟僷乕僣偺検嶻偵拝庤偟傑偡丅
僟僽儖傾儞僌儖僇僢僞乕傪僌儔僀儞僟乕偱壛岺偟偰掙柺傪
媗傔偨傕偺傪巊偄傑偟偨丅
傑偁丄側傫偲偐僱僕偵偼側偭偰偄傞傛偆偱偡丅棃廡偼
偄傛偄傛棅傑傟僷乕僣偺検嶻偵拝庤偟傑偡丅

Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - 偩偄偪傖傫 2015/09/08(Tue) 22:39 No.317
俲俷倂偝傫偍偽傫偱偡丅C幉傪巊偭偰偳偺傛偆側偙偲傪偝傟偰偄傞偺偱偟傚偆偐丠丅摨偠傛偆側偙偲偺孞傝曉偟側傜僾儘僌儔儉彂偄偪傖偭偨傎偆偑
懍偄偺偱偼丠丅偱傕丄偳傫側嶌嬈側偺偱偟傚偆婥偵側傝傑偡丅
懍偄偺偱偼丠丅偱傕丄偳傫側嶌嬈側偺偱偟傚偆婥偵側傝傑偡丅
Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - Kow 2015/09/10(Thu) 02:48 No.318
偩偄偪傖傫偝傫丄偙傫偽傫偼丅
壗傪偟偰偄傞偺偐偲偄偊偽丄幨恀偺偲偍傝僿儕僇儖崀壓偱偹偠傪愗偭偰偄傞丒丒丒傢偗偱偡丅
僾儘僌儔儉偼彂偄偰偄傑偡偑偁傑傝偵帺屓棳偱偟偰丄偄偭偨偄晛捠偺C幉偼偳偆惂屼偡傞偺偐丒丒丒偑傢偐傜偢丒丒丒丅
崱廡枛偵偱傕婰帠偵婲偙偟傑偡偹乣
壗傪偟偰偄傞偺偐偲偄偊偽丄幨恀偺偲偍傝僿儕僇儖崀壓偱偹偠傪愗偭偰偄傞丒丒丒傢偗偱偡丅
僾儘僌儔儉偼彂偄偰偄傑偡偑偁傑傝偵帺屓棳偱偟偰丄偄偭偨偄晛捠偺C幉偼偳偆惂屼偡傞偺偐丒丒丒偑傢偐傜偢丒丒丒丅
崱廡枛偵偱傕婰帠偵婲偙偟傑偡偹乣
Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - tsuzuki 2015/09/10(Thu) 11:56 No.319
>G92偱C幉傪儕僙僢僩偟偰丄
>摨偠傛偆側偙偲偺孞傝曉偟側傜僾儘僌儔儉彂偄偪傖偭偨傎偆偑
>懍偄偺偱偼丠丅偱傕丄偳傫側嶌嬈側偺偱偟傚偆婥偵側傝傑偡丅
偙傫偵偪偼
Kow CNC 僗僋乕儖偺惗搆偱偁傞巹偼
G92傪寢峔懡梡偟偰偄傑偡丅乮島巘偵儊乕儖偱偮偒偭偒傝偱嫵偊偰傕傜偄傑偟偨両乯
偨偲偊偽慁斦嶌嬈側偳丅
0.02mm偩偗幉傪嵶偔偟偨偄偲偒側偳丄y幉傪偙傟偱憲偭偰傕偆堦搙愗嶍偡傞丅
柺庢傝側偳傕堦夞柺庢傝傪偟偰丄傕偆偪傚偭偲偲傝偨偄偲偒偵0.1倣倣憲傞偲偐丅
堦夞偱掆巭偟偰偔傟傞偲惛恄揑偵梋桾偑偱偒傑偡丅
帺摦偱摦偄偰偔傟傞偲偄偆杮棃偺栚揑偐傜偼偪傚偭偲堩扙偟偰偟傑偄傑偡偑丅
USBCNC偱偼sift coordinate system偲偄偆偺偑偁偭偰偄偪偄偪G92傪巜椷偟側偔偰岲偒側偩偗嵗昗傪摦偐偣傞偙偲傪敪尒偟偰偟傑偄傑偟偨丅
>摨偠傛偆側偙偲偺孞傝曉偟側傜僾儘僌儔儉彂偄偪傖偭偨傎偆偑
>懍偄偺偱偼丠丅偱傕丄偳傫側嶌嬈側偺偱偟傚偆婥偵側傝傑偡丅
偙傫偵偪偼
Kow CNC 僗僋乕儖偺惗搆偱偁傞巹偼
G92傪寢峔懡梡偟偰偄傑偡丅乮島巘偵儊乕儖偱偮偒偭偒傝偱嫵偊偰傕傜偄傑偟偨両乯
偨偲偊偽慁斦嶌嬈側偳丅
0.02mm偩偗幉傪嵶偔偟偨偄偲偒側偳丄y幉傪偙傟偱憲偭偰傕偆堦搙愗嶍偡傞丅
柺庢傝側偳傕堦夞柺庢傝傪偟偰丄傕偆偪傚偭偲偲傝偨偄偲偒偵0.1倣倣憲傞偲偐丅
堦夞偱掆巭偟偰偔傟傞偲惛恄揑偵梋桾偑偱偒傑偡丅
帺摦偱摦偄偰偔傟傞偲偄偆杮棃偺栚揑偐傜偼偪傚偭偲堩扙偟偰偟傑偄傑偡偑丅
USBCNC偱偼sift coordinate system偲偄偆偺偑偁偭偰偄偪偄偪G92傪巜椷偟側偔偰岲偒側偩偗嵗昗傪摦偐偣傞偙偲傪敪尒偟偰偟傑偄傑偟偨丅
Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - 偩偄偪傖傫 2015/09/11(Fri) 10:42 No.320
kow偝傫丄偦偆側傫偩丅傢偨偟偼XY堏摦偱偟偐僿儕僇儖崀壓偟偐偟偨偙偲偑側偐偭偨偺偱丅7075偵僱僕傪愗傞偺偵巊偭偰廫暘側惛搙
偩偲巚偄傑偟偨偑丄C幉偩偲慁斦偲慡偔摨偠傛偆偵鉟楉側偹偠偑愗傟傞傫偱偡偹丅
偩偲巚偄傑偟偨偑丄C幉偩偲慁斦偲慡偔摨偠傛偆偵鉟楉側偹偠偑愗傟傞傫偱偡偹丅
Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - 捠峴恖 2015/09/11(Fri) 12:35 No.321
柺敀偄帠傪側偝偭偰偄傑偡偹
亜C幉傪1夞揮偝偣傞偨傃偵G92偱C幉傪儕僙僢僩偟偰..
G92儕僙僢僩偺堄枴偑敾傝傑偣傫
抂柺Z0偱丂僺僢僠1.5僱僕偱6儈儕偺挿偝側傜
G01Z-6.0丂C1440.0乮360亊4嶳乯
偙偺1峴丂偱愗傟傞偲巚偄傑偡
惢昳傪晅偗偢偵帋偟偰偔偩偝偄
亜C幉傪1夞揮偝偣傞偨傃偵G92偱C幉傪儕僙僢僩偟偰..
G92儕僙僢僩偺堄枴偑敾傝傑偣傫
抂柺Z0偱丂僺僢僠1.5僱僕偱6儈儕偺挿偝側傜
G01Z-6.0丂C1440.0乮360亊4嶳乯
偙偺1峴丂偱愗傟傞偲巚偄傑偡
惢昳傪晅偗偢偵帋偟偰偔偩偝偄
Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - 栆媿儘僢僋 2015/09/12(Sat) 08:31 No.323
> G92傪寢峔懡梡偟偰偄傑偡丅
嵟嬤偼G52傪巊偆恖偑傎偲傫偳偱丄G92攈偼彮側偔側偭偰偒偨傛偆偵巚偭偰偄偨偺偱偡偑丄
崱夞偺愗嶍偱偼傑偝偵乽G92乿偺弌斣丄偲偄偆姶偠偱偡偹丅
偱偡偑丄巹傕捠峴恖偝傫偺偍偭偟傖傞捠傝丄
> G01Z-6.0丂C1440.0乮360亊4嶳乯
傪偟偰偐傜丄応崌偵傛偭偰偼Y仜仜偲峏偵愗傝崬傒傪偄傟偰
G01Z0C0
偲墲暅偱愗傞偱偟傚偆偐傜懡暘G92偼巊傢側偄傛偆偵巚偄傑偡丅
愗嶍嬶崌偐傜丄1曽岦偵偟偰偍偔偺偑儀僗僩側傜G92傪巊偆偱偟傚偆偗偳丅
嵟嬤偼G52傪巊偆恖偑傎偲傫偳偱丄G92攈偼彮側偔側偭偰偒偨傛偆偵巚偭偰偄偨偺偱偡偑丄
崱夞偺愗嶍偱偼傑偝偵乽G92乿偺弌斣丄偲偄偆姶偠偱偡偹丅
偱偡偑丄巹傕捠峴恖偝傫偺偍偭偟傖傞捠傝丄
> G01Z-6.0丂C1440.0乮360亊4嶳乯
傪偟偰偐傜丄応崌偵傛偭偰偼Y仜仜偲峏偵愗傝崬傒傪偄傟偰
G01Z0C0
偲墲暅偱愗傞偱偟傚偆偐傜懡暘G92偼巊傢側偄傛偆偵巚偄傑偡丅
愗嶍嬶崌偐傜丄1曽岦偵偟偰偍偔偺偑儀僗僩側傜G92傪巊偆偱偟傚偆偗偳丅
Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - Kow 2015/09/13(Sun) 14:55 No.324
偩偄偪傖傫偝傫
XY惂屼偱偒傟偄側墌偑妡偗側偄掱搙偺惛搙側僩儂儂僼儔僀僗偱偡偐傜嬯楯偟偪傖偭偰傑偡丅0.1mm掱搙偼僶僢僋儔僢僔儏傪
媧廂偟偒傟偰側偄偺偱丄偄傠偄傠峫偊偰C幉偵庢傝妡偐傝傑偟偨丅妋偐偵惛搙偼傛偄傛偆偱偡丄慁斦暲偱偡丅
tsuzuki偝傫
巹偑G92傪懡條偡傞偺偱丄tsuzuki偝傫偵柇側僋僙傪廇偗偰偟傑偭偨偐傕抦傟傑偣傫乮徫
G92偼偝傜偭偲彂偗傞偺偱曋棙偱偡傛偹乣丅
捠峴恖偝傫
偨偲偊偽奜廃偵偦偭偰10mm愗傝崬傒偨偄応崌丄
G01 Z-0.5F10
G00 C360.0
偱0.5mm偺愗傟崬傒偱1廡傑傢偟偨偁偲丄偄偭偨傫
G92 C0.0
偱C幉偺嵗昗傪僛儘偵栠偟偰偐傜
G01 Z-1.0F10
G00 C360.0
偱1.0mm偺愗傟崬傒偱偝傜偵1廡傑傢偡丄偲傗偭偰偄傞偺偱偡丅偙傟偑傛偄偺偐埆偄偺偐丠丠
栆媿儘僢僋偝傫
傾僪僶僀僗偁傝偑偲偆偛偞偄傑偡両
僿儕僇儖偺応崌偼1440側偳偱堦婥偵傑傢偟偨傎偆偑傛偄偙偲偑傢偐傝傑偟偨丄偁傝偑偲偆偛偞偄傑偡丅
捠忢偺壛岺偱1廡偛偲偵Z傪0.5mm壓偘偨偄応崌側偳偼丄傗偼傝1廡偛偲偵G92側偳偱C傪僛儘儕僙僢僩偡傞偺偱偟傚偆偐丠丠
XY惂屼偱偒傟偄側墌偑妡偗側偄掱搙偺惛搙側僩儂儂僼儔僀僗偱偡偐傜嬯楯偟偪傖偭偰傑偡丅0.1mm掱搙偼僶僢僋儔僢僔儏傪
媧廂偟偒傟偰側偄偺偱丄偄傠偄傠峫偊偰C幉偵庢傝妡偐傝傑偟偨丅妋偐偵惛搙偼傛偄傛偆偱偡丄慁斦暲偱偡丅
tsuzuki偝傫
巹偑G92傪懡條偡傞偺偱丄tsuzuki偝傫偵柇側僋僙傪廇偗偰偟傑偭偨偐傕抦傟傑偣傫乮徫
G92偼偝傜偭偲彂偗傞偺偱曋棙偱偡傛偹乣丅
捠峴恖偝傫
偨偲偊偽奜廃偵偦偭偰10mm愗傝崬傒偨偄応崌丄
G01 Z-0.5F10
G00 C360.0
偱0.5mm偺愗傟崬傒偱1廡傑傢偟偨偁偲丄偄偭偨傫
G92 C0.0
偱C幉偺嵗昗傪僛儘偵栠偟偰偐傜
G01 Z-1.0F10
G00 C360.0
偱1.0mm偺愗傟崬傒偱偝傜偵1廡傑傢偡丄偲傗偭偰偄傞偺偱偡丅偙傟偑傛偄偺偐埆偄偺偐丠丠
栆媿儘僢僋偝傫
傾僪僶僀僗偁傝偑偲偆偛偞偄傑偡両
僿儕僇儖偺応崌偼1440側偳偱堦婥偵傑傢偟偨傎偆偑傛偄偙偲偑傢偐傝傑偟偨丄偁傝偑偲偆偛偞偄傑偡丅
捠忢偺壛岺偱1廡偛偲偵Z傪0.5mm壓偘偨偄応崌側偳偼丄傗偼傝1廡偛偲偵G92側偳偱C傪僛儘儕僙僢僩偡傞偺偱偟傚偆偐丠丠
Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - 捠峴恖 2015/09/13(Sun) 19:49 No.326
梋暦彂偒崬傒偱偡傒傑偣傫
G01 Z-1.0F10
G00 C360.0
偙傟偱僱僕偑愗傟傞偺偱偟傚偆偐丠
僱僕偱偡偐傜Z偺愗傝崬傒偲C幉傕夞揮偑摨帪偵峴傢傟側偄偲僱僕偵側傜側偄偲巚偄傑偡偑丠
嵗昗尨揰偑傢偐傝傑偣傫偑
倄傑偨倃偱僱僕偺愗傝崬傒傪偟偨偲偟偰丂倅愗傝崬傒偲C幉夞揮傪摨帪偵偟側偄偲僱僕偵惉傜側偄偲巚偄傑偡
枅夞俧92偱儕僙僢僩偺昁梫偼柍偔丂嵟廔倅嵗昗埵抲偲C幉嵗昗埵抲傪摨偠峴偵彂偒傑偡
彮偟僾儘僌儔儉傪擄偟偔峫偊偡偓偰偄傑偣傫偐丠
俧92偼儚-僋偱巜掕偟偨屻偼摨偠恘暔側傜晛捠儕僙僢僩偺昁梫偼柍偄偲巚偄傑偡
懡梡偡傞偲丂壗張傪憱偭偰偄傞偺偐夝偐傜側偔側傝傑偡
崱夞偺僾儘僌儔儉傪尒偣偰捀偔偲丂偍摎偊偱偒傞偐傕抦傟傑偣傫
梋択丂拞忋孨偑崱4斣庤傪憱偭偰偄傑偡乮傢偐傞恖偵偩偗乯
G01 Z-1.0F10
G00 C360.0
偙傟偱僱僕偑愗傟傞偺偱偟傚偆偐丠
僱僕偱偡偐傜Z偺愗傝崬傒偲C幉傕夞揮偑摨帪偵峴傢傟側偄偲僱僕偵側傜側偄偲巚偄傑偡偑丠
嵗昗尨揰偑傢偐傝傑偣傫偑
倄傑偨倃偱僱僕偺愗傝崬傒傪偟偨偲偟偰丂倅愗傝崬傒偲C幉夞揮傪摨帪偵偟側偄偲僱僕偵惉傜側偄偲巚偄傑偡
枅夞俧92偱儕僙僢僩偺昁梫偼柍偔丂嵟廔倅嵗昗埵抲偲C幉嵗昗埵抲傪摨偠峴偵彂偒傑偡
彮偟僾儘僌儔儉傪擄偟偔峫偊偡偓偰偄傑偣傫偐丠
俧92偼儚-僋偱巜掕偟偨屻偼摨偠恘暔側傜晛捠儕僙僢僩偺昁梫偼柍偄偲巚偄傑偡
懡梡偡傞偲丂壗張傪憱偭偰偄傞偺偐夝偐傜側偔側傝傑偡
崱夞偺僾儘僌儔儉傪尒偣偰捀偔偲丂偍摎偊偱偒傞偐傕抦傟傑偣傫
梋択丂拞忋孨偑崱4斣庤傪憱偭偰偄傑偡乮傢偐傞恖偵偩偗乯
Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - 栆媿儘僢僋 2015/09/13(Sun) 19:54 No.327
> 堦婥偵傑傢偟偨傎偆偑傛偄偙偲偑傢偐傝傑偟偨
婎杮揑偵偼彂偒曽偼偳偆偱傕椙偄偲巚偭偰偄傑偡丅巊偆儅僔儞乮CNC僜僼僩乯偑堘偆偺偱
偦偺儅僔儞偺僒億乕僩偟偰偄傞僐乕僪偱丄帺暘偺撻傟偨曽朄偱彂偗偽椙偄偺偱偼側偄偱偟傚偆偐丅
崱夞偺審偱偼kow偝傫偺僐乕僪傕慡偔摨偠寢壥偵側傞偲巚偄傑偡丅偟偐偟丄崪摕昳偺傛偆側
NC婡偱偼G92偱乽堦屇媧乿巭傑傞偙偲偑偁傝傑偡丅偦偺偲偒偼慄偑弌棃偰偟傑偄傑偡丅
乮偐偲尵偭偰丄戝偟偨栤戣偱偼側偄偱偡偗偳乯
> 傗偼傝1廃偛偲偵G92側偳偱C傪僛儘儕僙僢僩偡傞偺偱偟傚偆偐丠丠
乽捠忢偺壛岺偱乿偲偄偆偙偲側傜丄傛偔敾傝傑偣傫丅G92帺懱丄杮僐乕僪偱偼偁傑傝巊傢側偄傛偆側婥偑偟傑偡丅
1廃偛偲偵偼偟側偄傛偆偵巚偄傑偡丅
帺暘偱彂偄偨僐乕僪側傜恘暔傪摝偑偟偨帪偱偡偐偹丅1僽儘僢僋愗嶍屻丄師偵峴偔偲偒偵巊偄傑偡偹丅
偁偲丄偆偭偐傝娫堘偄偱偟傚偆偗偳丄忋婰僐乕僪偼娫堘偊偱偡丅乮捠峴傫偝傫偵彂偐傟傑偟偨偹乯
>
> G01 Z-0.5F10
> G00 C360.0
偙傟偼
G01 Z-0.5 C360. F10.
偲堦峴偵彂偔昁梫偑偁傝傑偡丅
婎杮揑偵偼彂偒曽偼偳偆偱傕椙偄偲巚偭偰偄傑偡丅巊偆儅僔儞乮CNC僜僼僩乯偑堘偆偺偱
偦偺儅僔儞偺僒億乕僩偟偰偄傞僐乕僪偱丄帺暘偺撻傟偨曽朄偱彂偗偽椙偄偺偱偼側偄偱偟傚偆偐丅
崱夞偺審偱偼kow偝傫偺僐乕僪傕慡偔摨偠寢壥偵側傞偲巚偄傑偡丅偟偐偟丄崪摕昳偺傛偆側
NC婡偱偼G92偱乽堦屇媧乿巭傑傞偙偲偑偁傝傑偡丅偦偺偲偒偼慄偑弌棃偰偟傑偄傑偡丅
乮偐偲尵偭偰丄戝偟偨栤戣偱偼側偄偱偡偗偳乯
> 傗偼傝1廃偛偲偵G92側偳偱C傪僛儘儕僙僢僩偡傞偺偱偟傚偆偐丠丠
乽捠忢偺壛岺偱乿偲偄偆偙偲側傜丄傛偔敾傝傑偣傫丅G92帺懱丄杮僐乕僪偱偼偁傑傝巊傢側偄傛偆側婥偑偟傑偡丅
1廃偛偲偵偼偟側偄傛偆偵巚偄傑偡丅
帺暘偱彂偄偨僐乕僪側傜恘暔傪摝偑偟偨帪偱偡偐偹丅1僽儘僢僋愗嶍屻丄師偵峴偔偲偒偵巊偄傑偡偹丅
偁偲丄偆偭偐傝娫堘偄偱偟傚偆偗偳丄忋婰僐乕僪偼娫堘偊偱偡丅乮捠峴傫偝傫偵彂偐傟傑偟偨偹乯
>
> G01 Z-0.5F10
> G00 C360.0
偙傟偼
G01 Z-0.5 C360. F10.
偲堦峴偵彂偔昁梫偑偁傝傑偡丅
Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - Kow 2015/09/13(Sun) 20:45 No.328
捠峴恖偝傫丄栆媿儘僢僋偝傫
偛曉摎偁傝偑偲偆偛偞偄傑偡両巹偑偄傠偄傠傗傜偐偟偰偄傞偺偱崿棎偝偣偰偟傑偄怽偟栿偁傝傑偣傫丅
崱丄偹偠愗傝偲丄晛捠偺丠抜偮偒壛岺傪峴偭偰偍傝傑偡丅
侾乯偹偠愗傝
偹偠愗傝偵娭偟偰丄偙偪傜偼偛巜揈偺偲偍傝G92偱偄偭偨傫偲傔傞偲嬝偑巆傞偙偲偑傢偐傝丄崱偼堦敪偱壛岺偟偰傑偡丅
僺僢僠1mm偱3夞揮愗傝崬傓応崌偼
G01Z-3.0丂C1080.0
G01Z101丂C0.0
偲偄偆傛偆偵彂偄偰偄傑偡丅
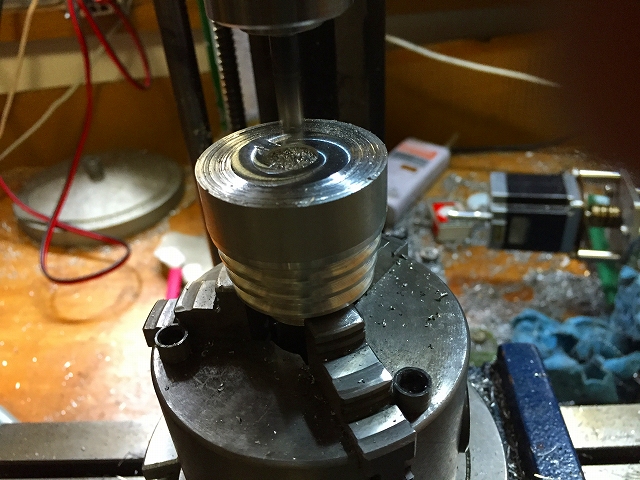
俀乯捠忢偺壛岺
夋憸偺傛偆偵丄娵朹傪C幉偵壛偊偰抜偮偒壛岺傪峴偆傛偆側応崌偱偡乮傢偐傝偵偔偔偰僗儈儅僙儞乯丅
偙偪傜傕傜偣傫忬偵棊偲偣偽偄偄偺偱偡偑丄夞揮悢傪妡偗傞偺偑柺搢偱丄偨偲偊偽10mm抜偮偒傪嶌傝偨偄応崌偼
G01 Z-0.5F10
G00 C360.0
G92 C0.0
G01 Z-1.0F10
G00 C360.0
G92 C0.0
丒
丒
丒
G01 Z-10.0F10
G00 C360.0
G00Z20
偲偄偭偨僐乕僪傪彂偄偰偄傞丄偲偄偆偟偩偄偱偡丅
4埵両寢壥偼偳乕側傝傑偟偨偐丠
偛曉摎偁傝偑偲偆偛偞偄傑偡両巹偑偄傠偄傠傗傜偐偟偰偄傞偺偱崿棎偝偣偰偟傑偄怽偟栿偁傝傑偣傫丅
崱丄偹偠愗傝偲丄晛捠偺丠抜偮偒壛岺傪峴偭偰偍傝傑偡丅
侾乯偹偠愗傝
偹偠愗傝偵娭偟偰丄偙偪傜偼偛巜揈偺偲偍傝G92偱偄偭偨傫偲傔傞偲嬝偑巆傞偙偲偑傢偐傝丄崱偼堦敪偱壛岺偟偰傑偡丅
僺僢僠1mm偱3夞揮愗傝崬傓応崌偼
G01Z-3.0丂C1080.0
G01Z101丂C0.0
偲偄偆傛偆偵彂偄偰偄傑偡丅
俀乯捠忢偺壛岺
夋憸偺傛偆偵丄娵朹傪C幉偵壛偊偰抜偮偒壛岺傪峴偆傛偆側応崌偱偡乮傢偐傝偵偔偔偰僗儈儅僙儞乯丅
偙偪傜傕傜偣傫忬偵棊偲偣偽偄偄偺偱偡偑丄夞揮悢傪妡偗傞偺偑柺搢偱丄偨偲偊偽10mm抜偮偒傪嶌傝偨偄応崌偼
G01 Z-0.5F10
G00 C360.0
G92 C0.0
G01 Z-1.0F10
G00 C360.0
G92 C0.0
丒
丒
丒
G01 Z-10.0F10
G00 C360.0
G00Z20
偲偄偭偨僐乕僪傪彂偄偰偄傞丄偲偄偆偟偩偄偱偡丅
4埵両寢壥偼偳乕側傝傑偟偨偐丠
Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - 捠峴恖 2015/09/13(Sun) 21:32 No.329
傗偼傝枅夞儕僙僢僩偺昁梫桳傝傑偣傫
抜壛岺傕恘愭偑愗傟傞暔乮晛捠乯傪巊偊偽倅-10.0傑偱1峴偱峴偊傑偡
偙傟偼僿儕僇儖壓崀偲摨偠偱偡
嵟屻偺峴偺Z20偼懡暘娫堘偄偲巚偄傑偡偑Z20.0偲偟偰壓偝偄
MACHI偼彫悢揰側偟傪庴偗晅偗傑偡偑丂捠忢偺惂屼僜僼僩偼Z20偼Z20儈僋儘儞偲擣幆偟傑偡
NC僾儘僌儔儉偼彫悢揰偼偐側傜偢偮偗傞暼傪偮偗偨傎偆偑椙偄偲巚偄傑偡
梋択丂側偐擖徿丂儘僢僔儏尰嵼僩僢僾偵弌偨
抜壛岺傕恘愭偑愗傟傞暔乮晛捠乯傪巊偊偽倅-10.0傑偱1峴偱峴偊傑偡
偙傟偼僿儕僇儖壓崀偲摨偠偱偡
嵟屻偺峴偺Z20偼懡暘娫堘偄偲巚偄傑偡偑Z20.0偲偟偰壓偝偄
MACHI偼彫悢揰側偟傪庴偗晅偗傑偡偑丂捠忢偺惂屼僜僼僩偼Z20偼Z20儈僋儘儞偲擣幆偟傑偡
NC僾儘僌儔儉偼彫悢揰偼偐側傜偢偮偗傞暼傪偮偗偨傎偆偑椙偄偲巚偄傑偡
梋択丂側偐擖徿丂儘僢僔儏尰嵼僩僢僾偵弌偨
Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - 栆媿儘僢僋 2015/09/13(Sun) 23:12 No.330
尵偭偰偄傞偙偲偼敾傝傑偡丅慡偔栤戣側偄偱偡丅偨偩丄崱夞傕
G00 C360.0偱偼側偔G01 C360.偱偡傛偹丠
M98 P0001 L10 (O0001傪10夞)
O0001 (0.5mm僺僢僠偱1夞揮)
G92 Z0 C0
G01 Z-0.5 C360.
M99
傒偨偄側彂偒曽偱傕丄杮恖偺岲傒偱彂偗偽椙偄偺偱偼側偄偱偟傚偆偐丠
傑偨丄
G92 Z0 C0
G01 Z-0.5 C360.
偺2峴偺僐僺儁偱夞揮悢暘彂偄偰傕椙偄偲巚偄傑偡丅
乮偱傕丄偁傑傝懠恖偵偼尒偣偨偔側偄偱偡偹丅乯
G00 C360.0偱偼側偔G01 C360.偱偡傛偹丠
M98 P0001 L10 (O0001傪10夞)
O0001 (0.5mm僺僢僠偱1夞揮)
G92 Z0 C0
G01 Z-0.5 C360.
M99
傒偨偄側彂偒曽偱傕丄杮恖偺岲傒偱彂偗偽椙偄偺偱偼側偄偱偟傚偆偐丠
傑偨丄
G92 Z0 C0
G01 Z-0.5 C360.
偺2峴偺僐僺儁偱夞揮悢暘彂偄偰傕椙偄偲巚偄傑偡丅
乮偱傕丄偁傑傝懠恖偵偼尒偣偨偔側偄偱偡偹丅乯
Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - Kow 2015/09/14(Mon) 01:07 No.331
捠峴恖偝傫丄傾僪僶僀僗偁傝偑偲偆偛偞偄傑偡丅
傗偼傝僿儕僇儖偲摨偠傛偆偵彂偄偨傎偆偑僔儞僾儖偱傛偝偦偆偱偡偹丅10mm傑偱愭偺奊偺傛偆側嶍傝崬傒傪偡傞応崌偼
G01 Z-10.X3600
偲彂偗偽1峴偱嵪傒傑偡傕偺偹丅
彫悢揰偺審丄椆夝抳偟傑偟偨丅Turbocnc傕彫悢揰傪彂偐側偔偰傕10偼10mm偲夝庍偟偪傖偆偺偱埆偄暼偑偮偄偰偄傑偡丅
傗偭傁傝儅儖働僗棃傑偟偨偹丅屄恖揑偵偼儎儅僴僼傽儞偱偡丅
栆媿儘僢僋偝傫
傾僪僶僀僗偁傝偑偲偆偛偞偄傑偡丅
G00偺審偼巹偺儈僗偱偡丄僗儈儅僙儞丅
亜偱傕丄偁傑傝懠恖偵偼尒偣偨偔側偄偱偡偹丅
偖丄偖偝偭両偦偺偲偍傝偱偡偹丄1峴偱彂偔傛偆偵偟傑偡両乮屻傎偳婰帠傪彂偔偙偲偵側傞偲巚偄傑偡偺偱両乯
捠峴恖偝傫丄栆媿儘僢僋偝傫
傕偆彮偟偩偗偛嫵庼捀偗傑偡偱偟傚偆偐丅
1峴偱僿儕僇儖崀壓偝偣偨応崌丄嵟屻偺1廡偼暿僐乕僪偱僿儕僇儖偝偣偢偵1廡偝偣傞丄偱傛偄偱偟傚偆偐丠偨偲偊偽
奐巒帪Z幉埵抲偑0偺応崌丄
G01 Z-10.X3600.
G01 X3960.
偺傛偆偵丅傑偨慺偭撢嫸側偙偲傪彂偄偰偄偨傜僑儊儞僫僒僀丅
傗偼傝僿儕僇儖偲摨偠傛偆偵彂偄偨傎偆偑僔儞僾儖偱傛偝偦偆偱偡偹丅10mm傑偱愭偺奊偺傛偆側嶍傝崬傒傪偡傞応崌偼
G01 Z-10.X3600
偲彂偗偽1峴偱嵪傒傑偡傕偺偹丅
彫悢揰偺審丄椆夝抳偟傑偟偨丅Turbocnc傕彫悢揰傪彂偐側偔偰傕10偼10mm偲夝庍偟偪傖偆偺偱埆偄暼偑偮偄偰偄傑偡丅
傗偭傁傝儅儖働僗棃傑偟偨偹丅屄恖揑偵偼儎儅僴僼傽儞偱偡丅
栆媿儘僢僋偝傫
傾僪僶僀僗偁傝偑偲偆偛偞偄傑偡丅
G00偺審偼巹偺儈僗偱偡丄僗儈儅僙儞丅
亜偱傕丄偁傑傝懠恖偵偼尒偣偨偔側偄偱偡偹丅
偖丄偖偝偭両偦偺偲偍傝偱偡偹丄1峴偱彂偔傛偆偵偟傑偡両乮屻傎偳婰帠傪彂偔偙偲偵側傞偲巚偄傑偡偺偱両乯
捠峴恖偝傫丄栆媿儘僢僋偝傫
傕偆彮偟偩偗偛嫵庼捀偗傑偡偱偟傚偆偐丅
1峴偱僿儕僇儖崀壓偝偣偨応崌丄嵟屻偺1廡偼暿僐乕僪偱僿儕僇儖偝偣偢偵1廡偝偣傞丄偱傛偄偱偟傚偆偐丠偨偲偊偽
奐巒帪Z幉埵抲偑0偺応崌丄
G01 Z-10.X3600.
G01 X3960.
偺傛偆偵丅傑偨慺偭撢嫸側偙偲傪彂偄偰偄偨傜僑儊儞僫僒僀丅
Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - 栆媿儘僢僋 2015/09/14(Mon) 05:16 No.332
KOW偝傫丄寢峔堸傫偱傞偱偟傚丠
G01 Z-10.C3600.
G01 C3960.
偱偡傛丅
僱僕偠傖側偔丄僄儞僪儈儖偱宎傪嵶偔偡傞応崌偼嵟屻偵1廃捛壛偟傑偡丅
栜榑丄XY幉偱晛捠偵僿儕僇儖偺応崌傕
G00 X-10. Y0 Z0
G02 I10. Z-0.5
I10. Z-1.
I10. Z-1.5
I10. Z-2.
I10.
偺條偵嵟屻偵1廃偝偣傑偡丅乮僱僕側傜1廃偝偣傑偣傫乯
G01 Z-10.C3600.
G01 C3960.
偱偡傛丅
僱僕偠傖側偔丄僄儞僪儈儖偱宎傪嵶偔偡傞応崌偼嵟屻偵1廃捛壛偟傑偡丅
栜榑丄XY幉偱晛捠偵僿儕僇儖偺応崌傕
G00 X-10. Y0 Z0
G02 I10. Z-0.5
I10. Z-1.
I10. Z-1.5
I10. Z-2.
I10.
偺條偵嵟屻偵1廃偝偣傑偡丅乮僱僕側傜1廃偝偣傑偣傫乯
Re: C幉傪巊梡偟偨応崌偺G僐乕僪 - Kow 2015/09/15(Tue) 05:34 No.335
栆媿儘僢僋偝傫
歫屇丄妋偐偵堸傫偱偨偐傕丒丒丒丅幚偼崱庤敳偒偟偰X幉偺儔僀儞偵C幉儌乕僞乕傪傇偭偝偟偰摦偐偟偰偨偨傔
廋惓楻傟偪傖偄傑偟偨丅嫲弅偱偡丅
偩偄偨偄丄傢偐偭偰偒傑偟偨両岤偔偍楃怽偟忋偘傑偡乣両
歫屇丄妋偐偵堸傫偱偨偐傕丒丒丒丅幚偼崱庤敳偒偟偰X幉偺儔僀儞偵C幉儌乕僞乕傪傇偭偝偟偰摦偐偟偰偨偨傔
廋惓楻傟偪傖偄傑偟偨丅嫲弅偱偡丅
偩偄偨偄丄傢偐偭偰偒傑偟偨両岤偔偍楃怽偟忋偘傑偡乣両