C�ʎ�� ���e�ҁFtsuzuki ���e���F2020/10/02(Fri) 16:05 No.1577
����ɂ���
��{�I�Ȃ��ƂŁA���܂łǂ�����Ă��̂ƕ�����Ă��܂������Ȃ̂ł����A
C�ʎ����Đ��m�ɂ�邽�߂ɂ͂ǂ�����ł��傤�B
�i�ޗ��̓W�������~���Ƃ��|�A�ʎ��傫����0.3�Ƃ�0.5�j
���͌������^�̖ʎ��J�b�^�[���g���Ă��܂����A�J�b�^�[�̈ʒu���킹���������܂������܂���B
��[�͂Ƃ����Ă���̂ōޗ��ɏ������܂����A�������炠�Ă�ɂ��Ă��p�ɃJ�b�^�[�����œ�����̂ʼn����m�F����͔̂���
����ł��B
���ʂ̃t���b�g�G���h�~���Ȃ玨�܂��đ������炠�ĂĂ����Ή��𗊂��0.01�ȉ��̐��x�ňʒu�����߂���ƃv���̕�����
���������Ƃ�����܂����A�ʎ��J�b�^�[�͓_�A���邢�͐��œ�����̂ł��̉����������܂���B�i�������������Ȃ��������Ȃ̂����j
���i�̗��ƕ\�̖ʎ��ȂǁA�킸���ȍ����o��ƌ��\�ڗ����܂��B�ڌ����ŏꓖ����I�ɁA����Ȃ��̂��ȂƓK���ɂ���Ă��܂����B
�������Ɛ}�ʂ̎w���ʂ�A���邢�͂��ׂĂ̖ʎ�肪�������蓯���ɂȂ�悤�ɂ���̂͂ǂ������ł��傤�B
Re: C�ʎ�� - TR 2020/10/02(Fri) 18:08 No.1578
�@�����́B
�@�����́AFUSION360���g���āA�}�ʂ��N�����āAMODE���ɐ�ւ��Đ؍�v���O������g�߂ΏI���ł��B
���_�A�����ʐ^�E�̗l�ɐn���̏�����C���v�b�g���܂��B
�����AFUSION360�̏ꍇ�A�ʎ��̂����́A2�ʂ肠��̂͒m���Ă��܂��B
�@�����́AFUSION360���g���āA�}�ʂ��N�����āAMODE���ɐ�ւ��Đ؍�v���O������g�߂ΏI���ł��B
���_�A�����ʐ^�E�̗l�ɐn���̏�����C���v�b�g���܂��B
�����AFUSION360�̏ꍇ�A�ʎ��̂����́A2�ʂ肠��̂͒m���Ă��܂��B
Re: C�ʎ�� - OKA 2020/10/02(Fri) 18:50 No.1579
����ɂ��́B
�Ⴆ�A�������ł�6�ʃt���C�X�̂����������̂́A�b�ʂ����A�Ƃ������ł��傤���E�E�H�@�����v�����ǂ����ă[���_���킹�����Ă���
�̂��A�S�R�킩��܂���i��
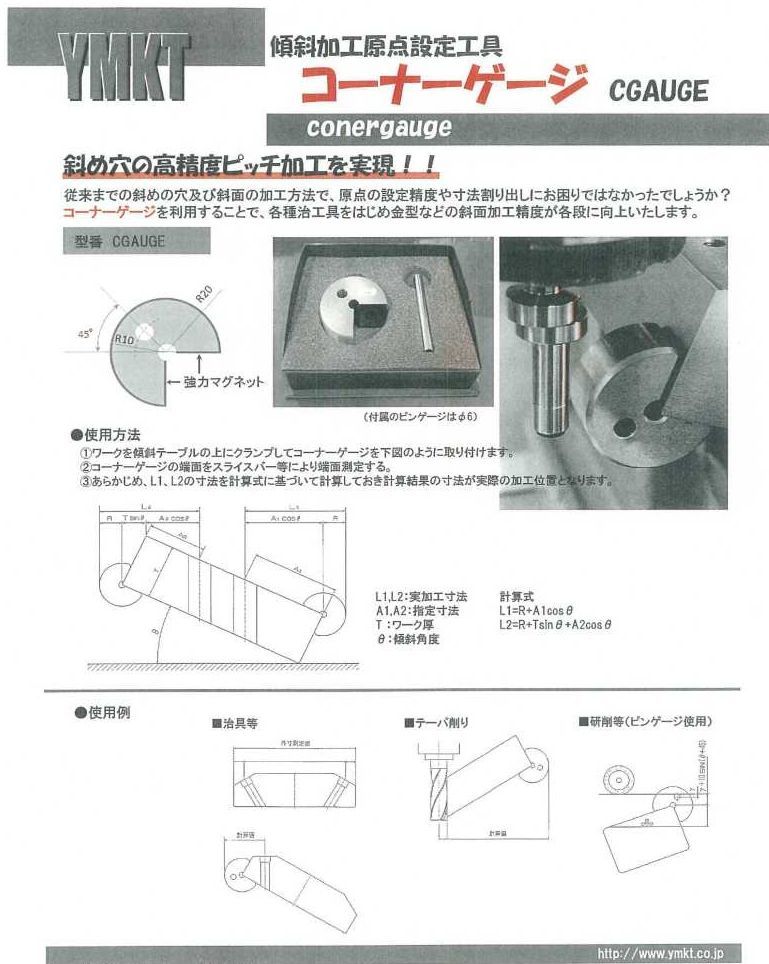
�����A��x�����A���x���K�v�Ȃ��Ƃ������āA�R�[�i�[�Q�[�W���Ă��̂��g���܂����B�p�ɓ��ĂāA���������S�T���ߏキ�炢��
��]���~�߂���ԂŐڐG����܂ŋ߂Â���B���Ƃ́A�T�C���R�T�C���Ōv�Z���Ăy�Ƃw�𑗂�܂����B���������̐��x���o���Ǝv���܂����
�Ӗ��A�킩��܂��ł��傤���H��������ł��݂܂���B
�Ⴆ�A�������ł�6�ʃt���C�X�̂����������̂́A�b�ʂ����A�Ƃ������ł��傤���E�E�H�@�����v�����ǂ����ă[���_���킹�����Ă���
�̂��A�S�R�킩��܂���i��
�����A��x�����A���x���K�v�Ȃ��Ƃ������āA�R�[�i�[�Q�[�W���Ă��̂��g���܂����B�p�ɓ��ĂāA���������S�T���ߏキ�炢��
��]���~�߂���ԂŐڐG����܂ŋ߂Â���B���Ƃ́A�T�C���R�T�C���Ōv�Z���Ăy�Ƃw�𑗂�܂����B���������̐��x���o���Ǝv���܂����
�Ӗ��A�킩��܂��ł��傤���H��������ł��݂܂���B
Re: C�ʎ�� - TR 2020/10/02(Fri) 20:26 No.1580
>���ʂ̃t���b�g�G���h�~���Ȃ玨�܂��đ������炠�ĂĂ����Ή��𗊂��0.01�ȉ��̐��x�ňʒu�����߂����
�n���ƃ��[�N���ڐG���陋�߂̎��ł����H
�ł���AMACH�Ƀv���O������g�ݍ���ŁA�O���킹�����Ă��܂��B
�ł��A�����̏ꍇ�A��ł���Ă��邾���Ȃ̂ŁAMACH�ɋ@�\�͂���܂����A�ő��ɂ��܂���B
�n���ƃ��[�N���ڐG���陋�߂̎��ł����H
�ł���AMACH�Ƀv���O������g�ݍ���ŁA�O���킹�����Ă��܂��B
�ł��A�����̏ꍇ�A��ł���Ă��邾���Ȃ̂ŁAMACH�ɋ@�\�͂���܂����A�ő��ɂ��܂���B

Re: C�ʎ�� - TR 2020/10/02(Fri) 20:36 No.1581
�NjL
�������ʓ|�Ȃ̂ŁA���ŐڐG�������ۂ��f����������܂��B
�P�[�X�o�C�P�[�X�ł��B
�������ʓ|�Ȃ̂ŁA���ŐڐG�������ۂ��f����������܂��B
�P�[�X�o�C�P�[�X�ł��B
Re: C�ʎ�� - tsuzuki 2020/10/03(Sat) 11:37 No.1582
TR����@OKA����@��肪�Ƃ��������܂��B
>�����ʐ^�E�̗l�ɐn���̏�����C���v�b�g���܂��B
�n����[���Ƃ����Ă��č������킹������Ǝv���̂ł����A����͂ǂ̂悤�ɂ���Ă�����̂ł��傤�B
mach�͐n����[����함�ɐG�����������m����@�\�����Ă���̂ł��傤���H
�i�����������Ă���Ƒ����Ɋւ��Ă͐G�����������m�ł���悤�ł��ˁB�j
���͂قƂ�ǎ��ƂȂ̂ŁA�g�勾���g������A�����̂킩���Ă���̂Ĕ�u���Ă���ɐn��Ă���ƃA�i���O�ȑ�������Ă��܂��B
C0.2��C0.3�ł̓p�b�ƌ��킩�邭�炢�����o�Ă��܂��̂Ŗ����J���Ă��܂��B
>�����ʐ^�E�̗l�ɐn���̏�����C���v�b�g���܂��B
�n����[���Ƃ����Ă��č������킹������Ǝv���̂ł����A����͂ǂ̂悤�ɂ���Ă�����̂ł��傤�B
mach�͐n����[����함�ɐG�����������m����@�\�����Ă���̂ł��傤���H
�i�����������Ă���Ƒ����Ɋւ��Ă͐G�����������m�ł���悤�ł��ˁB�j
���͂قƂ�ǎ��ƂȂ̂ŁA�g�勾���g������A�����̂킩���Ă���̂Ĕ�u���Ă���ɐn��Ă���ƃA�i���O�ȑ�������Ă��܂��B
C0.2��C0.3�ł̓p�b�ƌ��킩�邭�炢�����o�Ă��܂��̂Ŗ����J���Ă��܂��B
Re: C�ʎ�� - tsuzuki 2020/10/03(Sat) 11:57 No.1583
���Ȃ݂ɂ���ȕ��i������Ă��܂��B
�S����85�o�A�ޗ���A2024�ł��B
�݂ǂ���̕����̖ʎ��ŋ�J���Ă��܂��B
���̕��i�͑S�̂̎d�l�ύX�������̂Ŗv�ɂȂ��Ă��܂��ʂ̃^�C�v�̂��̂����Ȃ����Ă��܂��B
�S����85�o�A�ޗ���A2024�ł��B
�݂ǂ���̕����̖ʎ��ŋ�J���Ă��܂��B
���̕��i�͑S�̂̎d�l�ύX�������̂Ŗv�ɂȂ��Ă��܂��ʂ̃^�C�v�̂��̂����Ȃ����Ă��܂��B

Re: C�ʎ�� - TR 2020/10/03(Sat) 14:20 No.1584
tsuzuki�����
���n����[���Ƃ����Ă��č������킹������Ǝv���̂ł����A����͂ǂ̂悤�ɂ���Ă�����̂ł��傤�B
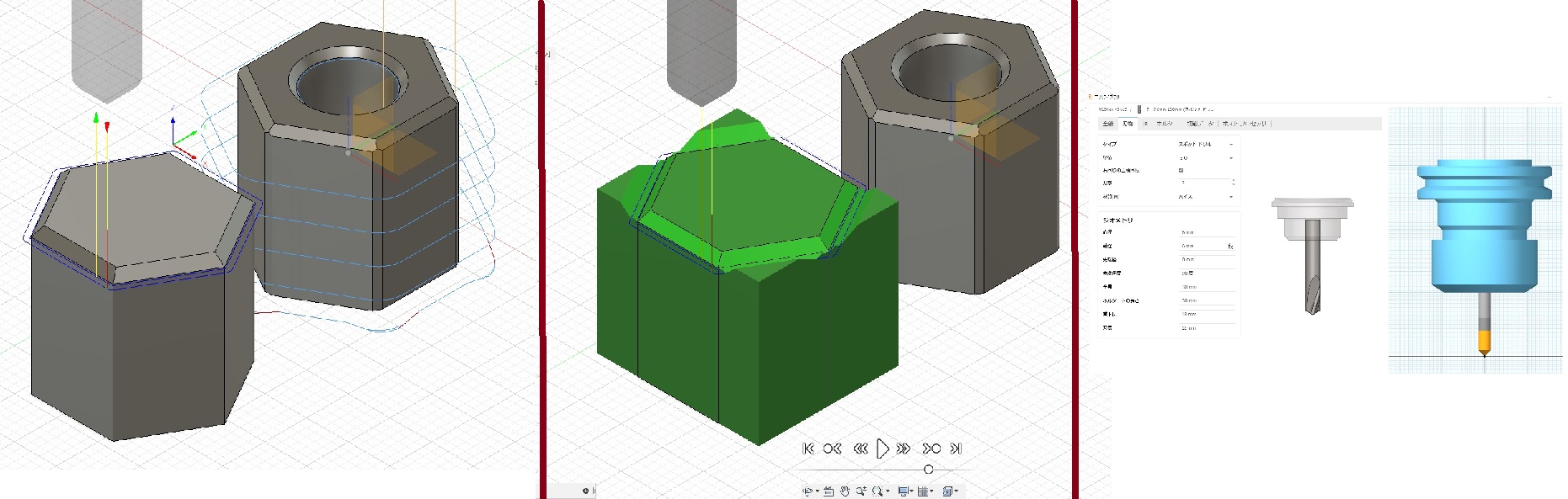
FUSION360���g���Ă��Ȃ��̂ł����A�����g���Ă��Ȃ��Ȃ�A������̘b�́AFUSION360����̓��e�ł��B
���̎ʐ^�ł��B
FUSION360�̋@�\�̒��ɁA�H��ҏW������܂��B
�N���b�N����ƁA�ʐ^�̗l�ɂȂ�܂��B
���̒��́A���ڂ�C�ӂɐ��l��ς��邱�Ƃ��ł��܂��B
�Ⴆ�A�n���̑I���p�x��120�x�ɂ�����90�ɂ�����ƕς����܂��B
���̐��l��M���Ď��ۂɎg���n���ɍ��킹�܂��B
���킹����A���Ƃ́A�؍�v���O�����������ł��܂��B
���ȒP�ŁA���֗��ł��B
��mach�͐n����[����함�ɐG�����������m����@�\�����Ă���̂ł��傤���H
MACH�ɂ́A�ʐ^�̗l�ȃ{�^���܂ł͏�������Ă��܂��B
��́A�{�^���Ƀv���O��������͂���Ί����ł��B
������A���֗��ł���B
�����A�����́A��Ȃ̂ŁA�ő��ɂ��܂���B
�C����������A�����̋L�����݂ĉ������B
http://vfr800.web.fc2.com/
Machine Tool�`�֗��Ȃu�a�X�N���v�g ���ꂼ��N���b�N����Ǝ����̋L�����݂��܂��B
�ڂ�������������ł��B�@
�������A���̕��i�ł����A�����ɂ͑z�������܂���B
���ɉ������g���Ă���̂ł����A�����ł��ˁI
���n����[���Ƃ����Ă��č������킹������Ǝv���̂ł����A����͂ǂ̂悤�ɂ���Ă�����̂ł��傤�B
FUSION360���g���Ă��Ȃ��̂ł����A�����g���Ă��Ȃ��Ȃ�A������̘b�́AFUSION360����̓��e�ł��B
���̎ʐ^�ł��B
FUSION360�̋@�\�̒��ɁA�H��ҏW������܂��B
�N���b�N����ƁA�ʐ^�̗l�ɂȂ�܂��B
���̒��́A���ڂ�C�ӂɐ��l��ς��邱�Ƃ��ł��܂��B
�Ⴆ�A�n���̑I���p�x��120�x�ɂ�����90�ɂ�����ƕς����܂��B
���̐��l��M���Ď��ۂɎg���n���ɍ��킹�܂��B
���킹����A���Ƃ́A�؍�v���O�����������ł��܂��B
���ȒP�ŁA���֗��ł��B
��mach�͐n����[����함�ɐG�����������m����@�\�����Ă���̂ł��傤���H
MACH�ɂ́A�ʐ^�̗l�ȃ{�^���܂ł͏�������Ă��܂��B
��́A�{�^���Ƀv���O��������͂���Ί����ł��B
������A���֗��ł���B
�����A�����́A��Ȃ̂ŁA�ő��ɂ��܂���B
�C����������A�����̋L�����݂ĉ������B
http://vfr800.web.fc2.com/
Machine Tool�`�֗��Ȃu�a�X�N���v�g ���ꂼ��N���b�N����Ǝ����̋L�����݂��܂��B
�ڂ�������������ł��B�@
�������A���̕��i�ł����A�����ɂ͑z�������܂���B
���ɉ������g���Ă���̂ł����A�����ł��ˁI
Re: C�ʎ�� - Nazou 2020/10/03(Sat) 17:31 No.1585
tsuzuki����A������ł��B
�����g�A�ʎ��Ȃ�ăO���C���_�[�ł��[���Ɗp���ȂłďI���Ƃ��ł����A�@
�B���H���h�f�l�Ȃ̂ŁA�ԈႦ�Ă��炲�߂�Ȃ����B
��[������ɂȂ��Ă���ʎ��J�b�^�[���g���̂͂ǂ��ł��傤�H
����ĂȂ��̂Ŗ��Ղ��܂��A����Ȃ̂ō��������킹�₷���Ǝv���܂��B
�ŁA�g���J�b�^�[�́u��[�a�v�������ƃJ�^���O�l�Ƃ��čڂ��Ă�����̂��g��
�̂��O��ł��B
���̏�ŁA�ʎ�肷��G�b�W�̈ʒu�͍��W���łĂ���i�lj��H�Ȃ�c�o���o�[�Ƃ��Łj�A
�J�b�^�[�̐�[�p90�x�Ƃ���E�E�E
�@�ʎ��J�b�^�[�̐�[�Ɩʎ�肷���ʂ�Z���̃[���_�o���B
�A�ʎ�肷��G�b�W�ɑ��ēK���ɃI�t�Z�b�g�����ʒu�Ƀp�X��ݒ�B
�@�@���J�b�^�[�̐n�a�ɑ��ĂR�`�S�����x�B
�B[�ݒ肵���I�t�Z�b�g��] �| [�ʎ��J�b�^�[�̐�[���a�v������Z����������B
�@�@���n�a10������3.0mm�I�t�Z�b�g���A��[�a��2.0mm�̏ꍇ�B
�@�@�@�@3 - 1 = 2mm �� Z:-2.0�܂ʼn�����B
���̏�ԂŃ��[�N�̃G�b�W�ƃJ�b�^�[�̐n�ʂ��s�b�^����v����͂��ł��B
���̂܂܂��ƂȂɂ����Ȃ��iC0�j�̈ʒu�ɂȂ�܂��B
�C���Ƃ͗~����C�ʎ��̗ʂ������[�N���ɃI�t�Z�b�g�����p�X��ݒ肵�Đ؍킷���
�@���]��C�ʎ��ɂȂ�B
�ȏ�ł��B
����Cut2D���g�p���Ă��܂����ACut2D�̏ꍇ�A�n���ŁuV�r�b�g�v��I�����ĊO�`�؍�
�p�X������ƁA�ݒ肵���؍��ݗʂ����I�t�Z�b�g���ꂽ�ʒu�ɉ��H�p�X���ݒ肳��
�܂��B���̏�Łu�����I�t�Z�b�g�v�ŏ��]�̖ʎ��ʂ����ăp�X�����点�A���]��
��C�ʎ����H���ł���E�E�E�Ƃ������ƂȂ̂��ƁA���͉��߂��Ă܂��B
�����g�A�ʎ��Ȃ�ăO���C���_�[�ł��[���Ɗp���ȂłďI���Ƃ��ł����A�@
�B���H���h�f�l�Ȃ̂ŁA�ԈႦ�Ă��炲�߂�Ȃ����B
��[������ɂȂ��Ă���ʎ��J�b�^�[���g���̂͂ǂ��ł��傤�H
����ĂȂ��̂Ŗ��Ղ��܂��A����Ȃ̂ō��������킹�₷���Ǝv���܂��B
�ŁA�g���J�b�^�[�́u��[�a�v�������ƃJ�^���O�l�Ƃ��čڂ��Ă�����̂��g��
�̂��O��ł��B
���̏�ŁA�ʎ�肷��G�b�W�̈ʒu�͍��W���łĂ���i�lj��H�Ȃ�c�o���o�[�Ƃ��Łj�A
�J�b�^�[�̐�[�p90�x�Ƃ���E�E�E
�@�ʎ��J�b�^�[�̐�[�Ɩʎ�肷���ʂ�Z���̃[���_�o���B
�A�ʎ�肷��G�b�W�ɑ��ēK���ɃI�t�Z�b�g�����ʒu�Ƀp�X��ݒ�B
�@�@���J�b�^�[�̐n�a�ɑ��ĂR�`�S�����x�B
�B[�ݒ肵���I�t�Z�b�g��] �| [�ʎ��J�b�^�[�̐�[���a�v������Z����������B
�@�@���n�a10������3.0mm�I�t�Z�b�g���A��[�a��2.0mm�̏ꍇ�B
�@�@�@�@3 - 1 = 2mm �� Z:-2.0�܂ʼn�����B
���̏�ԂŃ��[�N�̃G�b�W�ƃJ�b�^�[�̐n�ʂ��s�b�^����v����͂��ł��B
���̂܂܂��ƂȂɂ����Ȃ��iC0�j�̈ʒu�ɂȂ�܂��B
�C���Ƃ͗~����C�ʎ��̗ʂ������[�N���ɃI�t�Z�b�g�����p�X��ݒ肵�Đ؍킷���
�@���]��C�ʎ��ɂȂ�B
�ȏ�ł��B
����Cut2D���g�p���Ă��܂����ACut2D�̏ꍇ�A�n���ŁuV�r�b�g�v��I�����ĊO�`�؍�
�p�X������ƁA�ݒ肵���؍��ݗʂ����I�t�Z�b�g���ꂽ�ʒu�ɉ��H�p�X���ݒ肳��
�܂��B���̏�Łu�����I�t�Z�b�g�v�ŏ��]�̖ʎ��ʂ����ăp�X�����点�A���]��
��C�ʎ����H���ł���E�E�E�Ƃ������ƂȂ̂��ƁA���͉��߂��Ă܂��B
Re: C�ʎ�� - kenbo 2020/10/03(Sat) 20:35 No.1586
�ǂ��������́B
�R�����b�h�ł��ˁB
����Nazou����Ɗ�{�I�ɂ͓��������ł��B
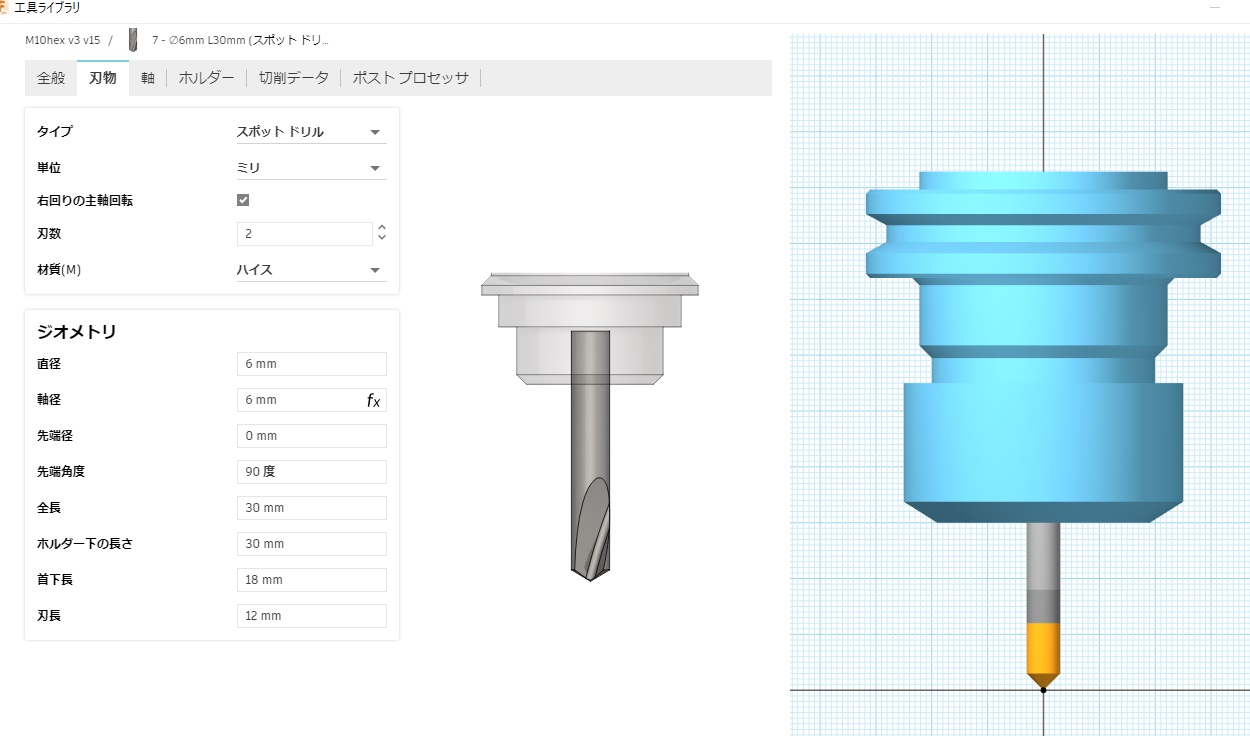
�n����90���X�|�b�g�h�������g�p���Ă���̂Ő���Ă��܂����@��
�n�������̓c�[���Z�b�^�[�͎g�킸���[�N�̊�ʂ�t0.5�̃V����u���A�n����]�ō~���ē���������Č��߂܂��B
�덷��0.05mm���x�Ǝv���܂����AC�ʎ��ō��������Ƃ͂���܂���B
X,Y�͎����ō��킹��̂ŁA�ʏ�̐n�������Ɠ����ł��B
���̏�Ԃ�Nazou��������Ă�����@�Ŗʎ������{���܂��B
��̓I�ɂ͎����ō����̂�C0.3�ƌ��߂Ă���̂ŁA���[�N�̊O���v���t�@�C������2mm�I�t�Z�b�g�����v���t�@�C�����
���[�N��ʂ���2.3mm�n�������������đ��点��Ί����ł��B
�R�����b�h�̘A���������������Ă���̂ŗ��ʉ��H�p�̎�������҂��ł��傤���A
�n�������̎������卷�Ȃ��C�����܂��̂ł����������狁�߂Ă��鐸�x���Ⴂ�̂�����
���݂ɒʏ��NC�H��@�B�͐n�������𐳊m�ɑ���܂��̂ł������������͋N����܂���ˁB
�R�����b�h�ł��ˁB
����Nazou����Ɗ�{�I�ɂ͓��������ł��B
�n����90���X�|�b�g�h�������g�p���Ă���̂Ő���Ă��܂����@��
�n�������̓c�[���Z�b�^�[�͎g�킸���[�N�̊�ʂ�t0.5�̃V����u���A�n����]�ō~���ē���������Č��߂܂��B
�덷��0.05mm���x�Ǝv���܂����AC�ʎ��ō��������Ƃ͂���܂���B
X,Y�͎����ō��킹��̂ŁA�ʏ�̐n�������Ɠ����ł��B
���̏�Ԃ�Nazou��������Ă�����@�Ŗʎ������{���܂��B
��̓I�ɂ͎����ō����̂�C0.3�ƌ��߂Ă���̂ŁA���[�N�̊O���v���t�@�C������2mm�I�t�Z�b�g�����v���t�@�C�����
���[�N��ʂ���2.3mm�n�������������đ��点��Ί����ł��B
�R�����b�h�̘A���������������Ă���̂ŗ��ʉ��H�p�̎�������҂��ł��傤���A
�n�������̎������卷�Ȃ��C�����܂��̂ł����������狁�߂Ă��鐸�x���Ⴂ�̂�����
���݂ɒʏ��NC�H��@�B�͐n�������𐳊m�ɑ���܂��̂ł������������͋N����܂���ˁB
Re: C�ʎ�� - Kow 2020/10/03(Sat) 21:51 No.1587
���͐�[�����ʂɂȂ��Ă���ʎ��J�b�^�[���g�p���Ă��܂��B
�X�N�G�A�G���h�~���ł̉��H�����������̂��A�ꖇ�̃A���~�����H���̏�ɒu���Ă����ƐڐG������`��
���H���ɏ������邱�ƂȂ����̈ʒu�ɖʎ��J�b�^�[��z�u���܂��B
���Ƃ͉��x�������āi�I�j���̈ʒu����ǂꂭ�炢���낹��C�ʂ̕����ǂꂭ�炢�ɂȂ邩�̃f�[�^��
����Ă����A�Č����̂���C�ʂ�����Ǝv���܂��B
�E�E�E����Ȃ̂ʼnɂȂ��Ă��܂��ł��傤���H�Ȃ��ĂȂ��C�����܂��B�����ƃV�r�A�Ȑ��x�����߂Ă�������悤�ȋC���E�E�E
�g��ł��܂��Ό����Ȃ��Ȃ�R�����b�h��C�ʂɂ����܂ł̏�M�A�������ł������܂��E�E�I
�X�N�G�A�G���h�~���ł̉��H�����������̂��A�ꖇ�̃A���~�����H���̏�ɒu���Ă����ƐڐG������`��
���H���ɏ������邱�ƂȂ����̈ʒu�ɖʎ��J�b�^�[��z�u���܂��B
���Ƃ͉��x�������āi�I�j���̈ʒu����ǂꂭ�炢���낹��C�ʂ̕����ǂꂭ�炢�ɂȂ邩�̃f�[�^��
����Ă����A�Č����̂���C�ʂ�����Ǝv���܂��B
�E�E�E����Ȃ̂ʼnɂȂ��Ă��܂��ł��傤���H�Ȃ��ĂȂ��C�����܂��B�����ƃV�r�A�Ȑ��x�����߂Ă�������悤�ȋC���E�E�E
�g��ł��܂��Ό����Ȃ��Ȃ�R�����b�h��C�ʂɂ����܂ł̏�M�A�������ł������܂��E�E�I

Re: C�ʎ�� - tsuzuki 2020/10/03(Sat) 22:28 No.1588
�F����A��肪�Ƃ��������܂��B
TR����z�[���y�[�W���Ă��܂����Bauto tool zero�ɋL�ڂ�����܂��ˁI
�x�[�X�}�X�^�[�͎����Ă���̂ł����A��[�̂Ƃ������n�����������Ă�E�C���킫�܂���ł����B
LED�ƌ��݂̂킩�����v���Z�b�^�[����낤�Ǝv���܂����B���������܂��B
Nazou����ڂ����������肪�Ƃ��������܂��B
�J�b�^�[�̐�[�̈ʒu���c���ł����肩����Nazou ����̂��������ʂ���ł��܂��ˁB
������TR����̕��@�Őn����[�̈ʒu�͌�������̂Ŗ��͉����ł��ˁB
kenbo����Kow���肪�Ƃ��������܂��B
�������������ɂ��ǂ蒅������Ńg���C���܂����B���͂��܂藊��ɂȂ�Ȃ������B
>���݂ɒʏ��NC�H��@�B�͐n�������𐳊m�ɑ���܂��̂ł������������͋N����܂����
������ăc�[���v���Z�b�^�[��ATC�t���̋@�B�ƌ������Ƃł����H����Ȃ̗~�����B
>�g��ł��܂��Ό����Ȃ��Ȃ�R�����b�h��C�ʂ�
�����Ȃ�ł��B�m���Ă���͎̂��������B���ɑg�ݍ��܂�ĒN����������Ȃ���ł��B
�n�����ȁ`�Ǝv���A���Ȃ��ƋC���ς܂Ȃ���ł��B
���i�͂���Ȍ`�ɑg�݂�����͂��Ȃ�ł��B
TR����z�[���y�[�W���Ă��܂����Bauto tool zero�ɋL�ڂ�����܂��ˁI
�x�[�X�}�X�^�[�͎����Ă���̂ł����A��[�̂Ƃ������n�����������Ă�E�C���킫�܂���ł����B
LED�ƌ��݂̂킩�����v���Z�b�^�[����낤�Ǝv���܂����B���������܂��B
Nazou����ڂ����������肪�Ƃ��������܂��B
�J�b�^�[�̐�[�̈ʒu���c���ł����肩����Nazou ����̂��������ʂ���ł��܂��ˁB
������TR����̕��@�Őn����[�̈ʒu�͌�������̂Ŗ��͉����ł��ˁB
kenbo����Kow���肪�Ƃ��������܂��B
�������������ɂ��ǂ蒅������Ńg���C���܂����B���͂��܂藊��ɂȂ�Ȃ������B
>���݂ɒʏ��NC�H��@�B�͐n�������𐳊m�ɑ���܂��̂ł������������͋N����܂����
������ăc�[���v���Z�b�^�[��ATC�t���̋@�B�ƌ������Ƃł����H����Ȃ̗~�����B
>�g��ł��܂��Ό����Ȃ��Ȃ�R�����b�h��C�ʂ�
�����Ȃ�ł��B�m���Ă���͎̂��������B���ɑg�ݍ��܂�ĒN����������Ȃ���ł��B
�n�����ȁ`�Ǝv���A���Ȃ��ƋC���ς܂Ȃ���ł��B
���i�͂���Ȍ`�ɑg�݂�����͂��Ȃ�ł��B
Re: C�ʎ�� - TR 2020/10/04(Sun) 05:20 No.1589
tsuzuki�����
��TR����z�[���y�[�W���Ă��܂����Bauto tool zero�ɋL�ڂ�����܂��ˁI
���ĉ������ėL��������܂��B
���ӓ_������܂��B
�L���ɂ���v���Z�b�^�[�͌Â����̂ŁA���݂́A���ǂ��܂����B
�X�v�����O��������Ă��āAZ������쓮�����ĉ��������������Ă��A�X�v�����O�Ńv���Z�b�^�[��
������x������悤�ɂ��܂����B
���x�[�X�}�X�^�[�͎����Ă���̂ł����A��[�̂Ƃ������n�����������Ă�E�C���킫�܂���ł����B
LED�ƌ��݂̂킩�����v���Z�b�^�[����낤�Ǝv���܂����B���������܂��B
�������A��쓮���|�������̂ŁA�O�L�̗l�Ƀv���Z�b�^�[�ɃX�v�����O����������܂����B
�����āALED�ł��́A
LED�����ł͕s���ł��B
�u�U�[�ł��A�m�F�ł���悤�ɂ��Ă���܂��B
��TR����z�[���y�[�W���Ă��܂����Bauto tool zero�ɋL�ڂ�����܂��ˁI
���ĉ������ėL��������܂��B
���ӓ_������܂��B
�L���ɂ���v���Z�b�^�[�͌Â����̂ŁA���݂́A���ǂ��܂����B
�X�v�����O��������Ă��āAZ������쓮�����ĉ��������������Ă��A�X�v�����O�Ńv���Z�b�^�[��
������x������悤�ɂ��܂����B
���x�[�X�}�X�^�[�͎����Ă���̂ł����A��[�̂Ƃ������n�����������Ă�E�C���킫�܂���ł����B
LED�ƌ��݂̂킩�����v���Z�b�^�[����낤�Ǝv���܂����B���������܂��B
�������A��쓮���|�������̂ŁA�O�L�̗l�Ƀv���Z�b�^�[�ɃX�v�����O����������܂����B
�����āALED�ł��́A
LED�����ł͕s���ł��B
�u�U�[�ł��A�m�F�ł���悤�ɂ��Ă���܂��B
Re: C�ʎ�� - TR 2020/10/04(Sun) 05:22 No.1590
Z���̃Z���T�[�ł��B

Re: C�ʎ�� - kenbo 2020/10/04(Sun) 10:34 No.1591
tsuzuki����
�ǂ�������ɂ��́B
��������ăc�[���v���Z�b�^�[��ATC�t���̋@�B�ƌ������Ƃł����H����Ȃ̗~�����B
�����ł��ˁBATC�͂Ȃ��Ă��ABT�݂����ȃc�[���z���_�[���Ȃ�H���͉\�Ǝv���܂���������ƕ~���������ł���
�����i�͂���Ȍ`�ɑg�݂�����͂��Ȃ�ł��B
���̃^�C�v�̓n�[���[�������������Ȃ��ł��B
�~�j�`���A�ł��傤���H�}�ʂ�����ł����琦���ł��B
�ǂ�������ɂ��́B
��������ăc�[���v���Z�b�^�[��ATC�t���̋@�B�ƌ������Ƃł����H����Ȃ̗~�����B
�����ł��ˁBATC�͂Ȃ��Ă��ABT�݂����ȃc�[���z���_�[���Ȃ�H���͉\�Ǝv���܂���������ƕ~���������ł���
�����i�͂���Ȍ`�ɑg�݂�����͂��Ȃ�ł��B
���̃^�C�v�̓n�[���[�������������Ȃ��ł��B
�~�j�`���A�ł��傤���H�}�ʂ�����ł����琦���ł��B
Re: C�ʎ�� - Kow 2020/10/04(Sun) 20:32 No.1592
�����̃^�C�v�̓n�[���[�������������Ȃ��ł��B
���~�j�`���A�ł��傤���H�}�ʂ�����ł����琦���ł��B
�ڂ�����tsuzuki����̃T�C�g�ɂāI
�K���ł����B
http://modelicengine.la.coocan.jp/harley%20index.html
���~�j�`���A�ł��傤���H�}�ʂ�����ł����琦���ł��B
�ڂ�����tsuzuki����̃T�C�g�ɂāI
�K���ł����B
http://modelicengine.la.coocan.jp/harley%20index.html
Re: C�ʎ�� - OKA 2020/10/05(Mon) 08:56 No.1594
�����[�[���ɂ̓��x���̍����b�ł��˂����ɂȂ�܂��B
�h�f�l���Ă��͂��߂ɒ��Ēp������������ł�����
�h�f�l���Ă��͂��߂ɒ��Ēp������������ł�����
Re: C�ʎ�� - kenbo 2020/10/05(Mon) 15:43 No.1595
tsuzuki�����HP�q�����܂����B
�~�j�`���A�G���W��������Ă���̂͒m���Ă܂������A
�c�C���J���̐}�ʂ�͌^����N�����Ă���Ƃ͒m��܂���ł����B
���ɂ͓���^���ł��܂���@��
�~�j�`���A�G���W��������Ă���̂͒m���Ă܂������A
�c�C���J���̐}�ʂ�͌^����N�����Ă���Ƃ͒m��܂���ł����B
���ɂ͓���^���ł��܂���@��
Re: C�ʎ�� - Bon 2020/10/06(Tue) 12:14 No.1597
tsuzuki����A����ɂ���
�������Ă��Ȃ������̂ŁA�x�܂��Ȃ���ł��� ...
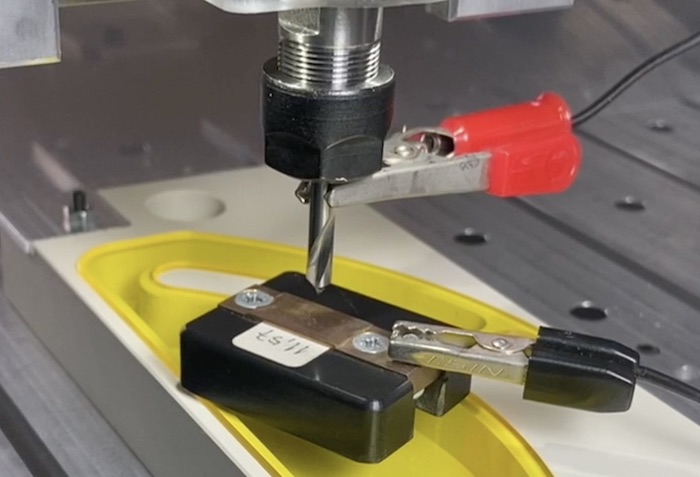
���͖ʎ��ɂ͐�[�p90�x�̃��[�f�B���O�h����(OSG NC-LDS 4x90 �Ȃ�)���g���āA��[�a(�K���I)���O�a�Ƃ���VCarvePro�̃c�[�����X�g�ɓo�^���Ă��܂��B
�Ⴆ�A��4�̃��[�f�B���O�h�����ł͊O�a1.1mm�ɂ��ă��[�N�֊s�̊O�`�c�[���p�X�����܂��B
Z�|0.54�ŃG�b�W�ɐڐG����̂Ő荞�݂�Z�|0.84�ɂ����C0.3�ɂȂ�܂��B
Z�[������G�b�W�ɐڐG����܂ł̋����͒[�ނŎ������܂����B
���O�������[�N�͐c�o�����ʓ|�ł����A�֊s���H�ɑ����Ă��ΐ��m�ł��B
Z�[���́AScreenset 2010�ɑg�ݍ��܂�Ă���@�\(ToolChange)�ŃZ���T���̌�����ݒ肵�Ă��܂��B(�W����1024.set�łǂ�����̂��͂킩��܂���)
�ʐ^�̂悤�Ɏg���Ă��܂����A�ŏ���TR����̂悤�ɓ������K�v�Ǝv���Ă����̂ŐS�z�ł������A���܂������Ă��܂��B
DSUB25�̃s��13�� Mach3 Ports&Pins => Input Signals => Probe (Active Low)�ɐݒ肵�āA�ʐ^�̍��F�N���b�v�ɂȂ��Ă���܂��B
Screen2010�y(!)�����悤�Ƃ��Ă��܂����A���{�ɂ͂قƂ�ǂ����Ȃ��悤�ł��܂���ɗ����Ȃ����ł��ˁB
http://www.thecncwoodworker.com/2010.html
��̃T�C�g�ł�UCCNC�p�̃X�N���[���Z�b�g������A�I�[�i�[��Ger21�����Mach3�̃t�H�[�����ł��悭���e���Ă����܂��B
�������Ă��Ȃ������̂ŁA�x�܂��Ȃ���ł��� ...
���͖ʎ��ɂ͐�[�p90�x�̃��[�f�B���O�h����(OSG NC-LDS 4x90 �Ȃ�)���g���āA��[�a(�K���I)���O�a�Ƃ���VCarvePro�̃c�[�����X�g�ɓo�^���Ă��܂��B
�Ⴆ�A��4�̃��[�f�B���O�h�����ł͊O�a1.1mm�ɂ��ă��[�N�֊s�̊O�`�c�[���p�X�����܂��B
Z�|0.54�ŃG�b�W�ɐڐG����̂Ő荞�݂�Z�|0.84�ɂ����C0.3�ɂȂ�܂��B
Z�[������G�b�W�ɐڐG����܂ł̋����͒[�ނŎ������܂����B
���O�������[�N�͐c�o�����ʓ|�ł����A�֊s���H�ɑ����Ă��ΐ��m�ł��B
Z�[���́AScreenset 2010�ɑg�ݍ��܂�Ă���@�\(ToolChange)�ŃZ���T���̌�����ݒ肵�Ă��܂��B(�W����1024.set�łǂ�����̂��͂킩��܂���)
�ʐ^�̂悤�Ɏg���Ă��܂����A�ŏ���TR����̂悤�ɓ������K�v�Ǝv���Ă����̂ŐS�z�ł������A���܂������Ă��܂��B
DSUB25�̃s��13�� Mach3 Ports&Pins => Input Signals => Probe (Active Low)�ɐݒ肵�āA�ʐ^�̍��F�N���b�v�ɂȂ��Ă���܂��B
Screen2010�y(!)�����悤�Ƃ��Ă��܂����A���{�ɂ͂قƂ�ǂ����Ȃ��悤�ł��܂���ɗ����Ȃ����ł��ˁB
http://www.thecncwoodworker.com/2010.html
��̃T�C�g�ł�UCCNC�p�̃X�N���[���Z�b�g������A�I�[�i�[��Ger21�����Mach3�̃t�H�[�����ł��悭���e���Ă����܂��B