複列アンギュラ玉軸受 投稿者:oldman 投稿日:2016/01/08(Fri) 17:10 No.303
「フライスの送りネジをボールねじ化してみようぜっ!③ベアリングホルダ」の記事を読んだ感想が、
・ ダブルベアリング化してバックラッシュを無くすは良いけど、工作精度がネックだなぁ〜
・ 0.01mm以下まで追い込むなんぞと言われても 私にゃ無理だ...) でした。
工作精度の必要性が高くないスラストベアリングで挟み込む方式が安全かなぁ〜
高価だけど 市販品の「ボールねじサポートユニット」を購入して格好よく作るかなぁ〜
(これは アンギュラ玉軸受を2個向かい合わせに組み '指定の'プリロードを掛けて使うようになっている)
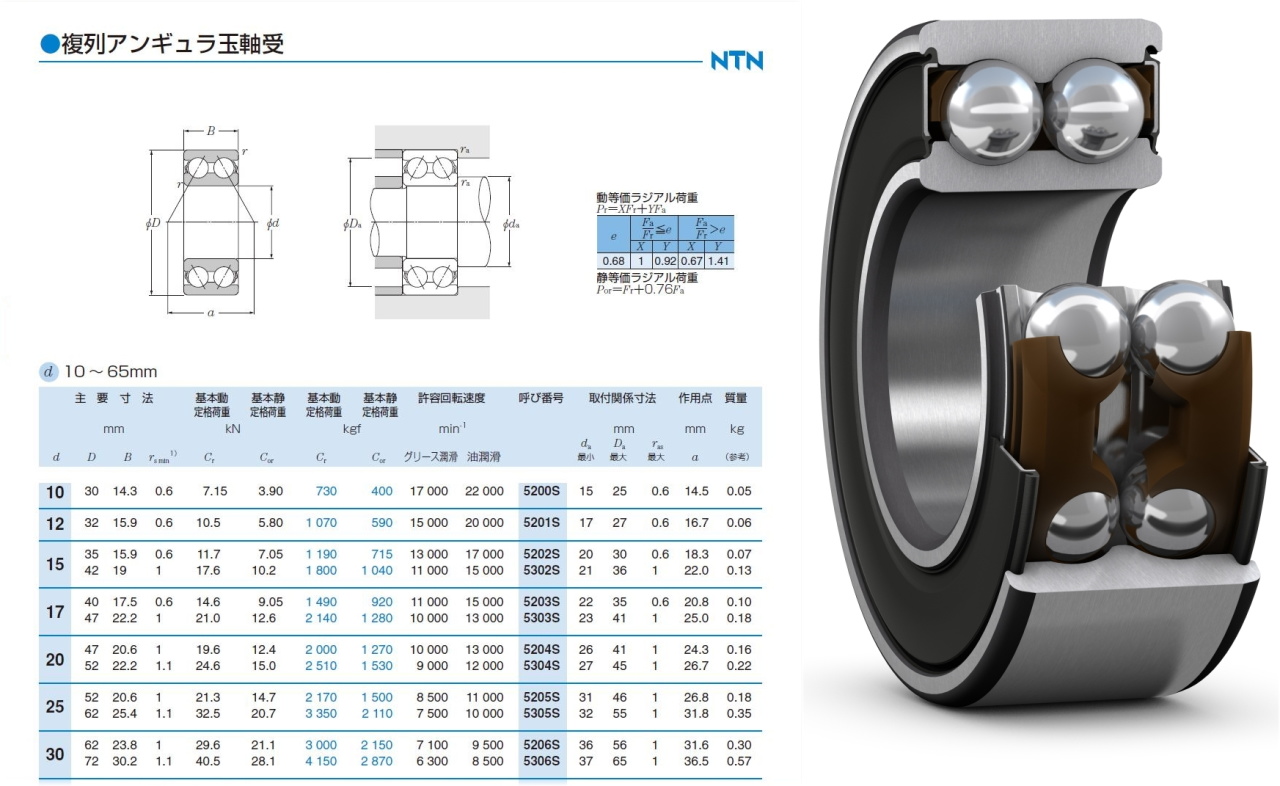
と悩みつつ ネットサーフィンしていて 「複列アンギュラ玉軸受」を見つけました。
通常のベアリングホルダーを自作して(必要ならパテで固めて^^;)簡単に使えそうです。
(価格も 数百円と財布に優しいですし)
素人が使うなら良いけど プロは使わんよ...なんて話があるんですかネ。
Re: 複列アンギュラ玉軸受 - Bon 2016/01/09(Sat) 00:11 No.304
oldmanさん、こんばんは、
「複列アンギュラ玉軸受」というのは私も使ったことがありませんが、与圧がかかっているんですかね?
自作CNCでは、各軸(台形ネジ)は606ZZで支持していますが、一端は2個を合わせて内輪側にシムを入れ与圧をかけています。
シムはIHC.MonoTaROやタミヤショップで購入しました。
この軸受と、ナット2個をスプリングで組合わせたもので、各軸の送りバックラッシュは0.02以下になります。
これは静的なテストですが、実際にベアリングなどがしっくり入る丸穴を加工できます。
深溝型ボールベアリングを与圧して軸方向とラジアル方向の両荷重を受けるのは、昔(!)の安物の旋盤なんかでも使われていたそうです。
「複列アンギュラ玉軸受」というのは私も使ったことがありませんが、与圧がかかっているんですかね?
自作CNCでは、各軸(台形ネジ)は606ZZで支持していますが、一端は2個を合わせて内輪側にシムを入れ与圧をかけています。
シムはIHC.MonoTaROやタミヤショップで購入しました。
この軸受と、ナット2個をスプリングで組合わせたもので、各軸の送りバックラッシュは0.02以下になります。
これは静的なテストですが、実際にベアリングなどがしっくり入る丸穴を加工できます。
深溝型ボールベアリングを与圧して軸方向とラジアル方向の両荷重を受けるのは、昔(!)の安物の旋盤なんかでも使われていたそうです。
Re: 複列アンギュラ玉軸受 - oldman 2016/01/10(Sun) 18:15 No.305
Bon さん、こんにちは。
色々な示唆ありがとうございます。非常に参考になります。
>シムはIHC.MonoTaROやタミヤショップで購入しました。
リング状のシムがあるんですね(しかも 内輪用と外輪用の両方が...)。知りませんでした。
>岩田製作所 ベアリング対応シムリング(内輪用) 6201用 外径18φ 内径12φ 板厚0.1mm ¥680/10枚
>岩田製作所 ベアリング対応シムリング(外輪用) 6201用 外径32φ 内径25φ 板厚0.5mm ¥1,280/10枚
>2個を合わせて内輪側にシムを入れ与圧をかけています。
>各軸の送りバックラッシュは0.02以下になります。
与圧の掛け具合が難しいと思いますが、経験者が調整すると ここまで追い込めるのですね。
私の場合は、XJ9512というフライス盤(ヘッド部はSieg C2旋盤と同構造)のベアリングを交換したのは良いけど与圧の掛けすぎで数カ月でガラガラという音が出てしまったという苦い経験があります。ナットの締め具合で圧力を調整しようという構造もダメなのでしょうけど(2回目の交換ではナットは'軽く'締めてます)。
>「複列アンギュラ玉軸受」というのは私も使ったことがありませんが、与圧がかかっているんですかね?
残念ながら、掛かっていないようです。
http://www.skf.com/jp/ サイトで'アンギュラ玉軸受'で検索して、pdf資料「02_アンギュラ玉軸受_P404-467」 の438ページに 内部すきまの情報を見つけました。
複列アンギュラ玉軸受(内径10〜18mm)の場合は、標準で 6〜23μmとの記述があるので、往復で0.02mm程度の誤差が出るのを覚悟して使うのでしょうね(これにボールねじの誤差も加わるし...)。
今回は、複列アンギュラ玉軸受とボールねじ(オクで安く入手済み^^;)で組み立ててみて、必要なパーツをCNCで作れる環境を作るのを優先させます。価格も安いし:-p
>複列アンギュラ玉軸受、NTN 5201S(内径12φ、外径32φ、幅14.3)、¥743
>組合せアンギュラ玉軸受、NTN 7201DB(内径12φ、外径32φ、幅20)、¥1,654
色々な示唆ありがとうございます。非常に参考になります。
>シムはIHC.MonoTaROやタミヤショップで購入しました。
リング状のシムがあるんですね(しかも 内輪用と外輪用の両方が...)。知りませんでした。
>岩田製作所 ベアリング対応シムリング(内輪用) 6201用 外径18φ 内径12φ 板厚0.1mm ¥680/10枚
>岩田製作所 ベアリング対応シムリング(外輪用) 6201用 外径32φ 内径25φ 板厚0.5mm ¥1,280/10枚
>2個を合わせて内輪側にシムを入れ与圧をかけています。
>各軸の送りバックラッシュは0.02以下になります。
与圧の掛け具合が難しいと思いますが、経験者が調整すると ここまで追い込めるのですね。
私の場合は、XJ9512というフライス盤(ヘッド部はSieg C2旋盤と同構造)のベアリングを交換したのは良いけど与圧の掛けすぎで数カ月でガラガラという音が出てしまったという苦い経験があります。ナットの締め具合で圧力を調整しようという構造もダメなのでしょうけど(2回目の交換ではナットは'軽く'締めてます)。
>「複列アンギュラ玉軸受」というのは私も使ったことがありませんが、与圧がかかっているんですかね?
残念ながら、掛かっていないようです。
http://www.skf.com/jp/ サイトで'アンギュラ玉軸受'で検索して、pdf資料「02_アンギュラ玉軸受_P404-467」 の438ページに 内部すきまの情報を見つけました。
複列アンギュラ玉軸受(内径10〜18mm)の場合は、標準で 6〜23μmとの記述があるので、往復で0.02mm程度の誤差が出るのを覚悟して使うのでしょうね(これにボールねじの誤差も加わるし...)。
今回は、複列アンギュラ玉軸受とボールねじ(オクで安く入手済み^^;)で組み立ててみて、必要なパーツをCNCで作れる環境を作るのを優先させます。価格も安いし:-p
>複列アンギュラ玉軸受、NTN 5201S(内径12φ、外径32φ、幅14.3)、¥743
>組合せアンギュラ玉軸受、NTN 7201DB(内径12φ、外径32φ、幅20)、¥1,654
Re: 複列アンギュラ玉軸受 - Bon 2016/01/10(Sun) 23:05 No.306
oldmanさん、
いろいろやり方があると思いますが、ナットの締め具合で与圧を調整するのは絶対にやってはいけない方法です。
ネジというのは、"生まれつき(!)軸非対称"です。この言葉は、若い頃先輩に言われて目からウロコで、未だに覚えています。
どんなに仕上げても、軸と直角に端面を出すことはできません。
スペーサを調整/工夫して、"ガッチリ"締め上げなければなりません。
ツラの出た適当な材料があれば、スペーサなりシムなりを削るのはそんなに難しくはありません。
シムは0.05mm単位で調整できる(売っている)ので、削るにしても百分台です。
自作で、理屈を考えながら(たまに間違っていますが...)、いろいろやってみるのが楽しいですよね。
いろいろやり方があると思いますが、ナットの締め具合で与圧を調整するのは絶対にやってはいけない方法です。
ネジというのは、"生まれつき(!)軸非対称"です。この言葉は、若い頃先輩に言われて目からウロコで、未だに覚えています。
どんなに仕上げても、軸と直角に端面を出すことはできません。
スペーサを調整/工夫して、"ガッチリ"締め上げなければなりません。
ツラの出た適当な材料があれば、スペーサなりシムなりを削るのはそんなに難しくはありません。
シムは0.05mm単位で調整できる(売っている)ので、削るにしても百分台です。
自作で、理屈を考えながら(たまに間違っていますが...)、いろいろやってみるのが楽しいですよね。
Re: 複列アンギュラ玉軸受 - だいちゃん 2016/01/11(Mon) 20:08 No.307
確かにbonさんの言われる通りネジは非対称ですね。でも、市販のサポートユニットはナットで締め込むのでは?。
万年初心者のだいちゃんです。ちなみに去年作成した自作フライスは70パーセントくらい作り直しました。
万年初心者のだいちゃんです。ちなみに去年作成した自作フライスは70パーセントくらい作り直しました。
Re: 複列アンギュラ玉軸受 - Kow 2016/01/11(Mon) 23:49 No.308
まあ、趣味ですからね・・・
私は「ナットの締め具合で与圧を調整」したマシンをずっと愛用していますし、その前は
与圧すらかけずに単列ベアリングのスラストガタをソフトウエアで吸収して何年も使ってましたし。
「ねばならぬ」ではなく「やってみたらこうだった」が私の信条です。
私は「ナットの締め具合で与圧を調整」したマシンをずっと愛用していますし、その前は
与圧すらかけずに単列ベアリングのスラストガタをソフトウエアで吸収して何年も使ってましたし。
「ねばならぬ」ではなく「やってみたらこうだった」が私の信条です。
Re: 複列アンギュラ玉軸受 - きよ☆ 2016/01/12(Tue) 01:23 No.309
私は使わないと言いますか、予圧調整が出来ないので
選択肢に入れなかったと言う感じですが、十分実用的
なマシンに仕上がるんじゃ無いでしょうか(^-^*)
ベアリングホルダーがサイズ的に専用品になってしまうので
選択肢から外すと言うのもありますが、趣味の機械では
工業製品のガタつき等よりも、機械剛性から来る誤差の方が
余程大きいのでは?とも思います。
軸対象じゃ無いねじを使うからこそのデータム面に対しての
平行度や直角度、同心度等の幾何公差や寸法公差が必要なだけ
です。
公差がきちんと出ていれば、ねじは軸対象で無い為に基準面に
倣いますので残るのはねじ軸からの予圧のみですので問題は
残らないかと(笑
プロが使うなら必要精度の数倍の精度品を選ぶことが累積誤差
等を最小に抑えるため常となっていますので、0.05‾0.1mm程度の
位置決め精度かつ繰り返し精度0.01mm当たりの公称性能の機械
の送り機構くらいでは?と思いますがそれでも基本重量が違い
趣味の機械は大抵軽いですので気にしなくて良いと思います♪
やってみる事に意義があると言いますか、自分が楽しめれば正解
なのが趣味だと思います♪
選択肢に入れなかったと言う感じですが、十分実用的
なマシンに仕上がるんじゃ無いでしょうか(^-^*)
ベアリングホルダーがサイズ的に専用品になってしまうので
選択肢から外すと言うのもありますが、趣味の機械では
工業製品のガタつき等よりも、機械剛性から来る誤差の方が
余程大きいのでは?とも思います。
軸対象じゃ無いねじを使うからこそのデータム面に対しての
平行度や直角度、同心度等の幾何公差や寸法公差が必要なだけ
です。
公差がきちんと出ていれば、ねじは軸対象で無い為に基準面に
倣いますので残るのはねじ軸からの予圧のみですので問題は
残らないかと(笑
プロが使うなら必要精度の数倍の精度品を選ぶことが累積誤差
等を最小に抑えるため常となっていますので、0.05‾0.1mm程度の
位置決め精度かつ繰り返し精度0.01mm当たりの公称性能の機械
の送り機構くらいでは?と思いますがそれでも基本重量が違い
趣味の機械は大抵軽いですので気にしなくて良いと思います♪
やってみる事に意義があると言いますか、自分が楽しめれば正解
なのが趣味だと思います♪
Re: 複列アンギュラ玉軸受 - きよ☆ 2016/01/12(Tue) 01:36 No.310
繰り返し精度0.01mmになってますね(>_<;)!
繰り返し精度0.05mmの間違いです。
実質の繰り返し精度で0.03mm辺りの機械でしょうね♪
繰り返し精度0.05mmの間違いです。
実質の繰り返し精度で0.03mm辺りの機械でしょうね♪
Re: 複列アンギュラ玉軸受 - Bon 2016/01/12(Tue) 08:22 No.311
Kowさん、きよ☆さん、
> まあ、趣味ですからね・・・
> やってみる事に意義があると言いますか、自分が楽しめれば正解
> なのが趣味だと思います♪
みなさんのおっしゃる通りですね、
ちょっとムキになってしまいました、申し訳ありません。
"自分が楽しめれば正解" ... いいお言葉をいただきました。
> まあ、趣味ですからね・・・
> やってみる事に意義があると言いますか、自分が楽しめれば正解
> なのが趣味だと思います♪
みなさんのおっしゃる通りですね、
ちょっとムキになってしまいました、申し訳ありません。
"自分が楽しめれば正解" ... いいお言葉をいただきました。
Re: 複列アンギュラ玉軸受 - Kow 2016/01/12(Tue) 23:20 No.312
Bonさん
お気になさらず、同じ趣味の仲間ですからガンガン語り合いましょう!
お気になさらず、同じ趣味の仲間ですからガンガン語り合いましょう!
Re: 複列アンギュラ玉軸受 - oldman 2016/01/13(Wed) 18:16 No.313
皆様 コメントありがとうございます。
再度 頭を冷やして色々と考えてみました(図も書いてみました...)。
私のXJ9512フライス盤(XJ9512, SiegX2相当品)の主軸の固定方法は(1)ですが、ベアリングをはめ込む穴がきつく、更に、ベアリングを支える穴と同心円状になっていないという中華品質の物で 手直ししつつ使っている物です。
最初のベアリング交換時には ベアリングを押し込むのもネジの締めつけという(今考えると冷や汗ものの)作業をしていました(さすがに、次の交換では スペーサーなどの治具を作りました^^;)。
Kowさんの方法(2)は、(1)と同じ構造を採用し、工作と調整に熟練の技が必要だけど、省スペース且つ低価格という大きなメリットがあると思います(私の現在のスキルでは 裏返しての内径切削で中心を合わせる自信無し)。
Bonさんの方法(3)は、調整にはそれなりの難しさがあるけど、工作はあまり大変じゃなく低価格で実現出来ると思います。
構造的には、市販のボールねじホルダー(固定端)と同じで ベアリングの両側を固定する為の部材が必要で (2)よりも大きくはなってしまうのが 悩ましいですね。
私なら、深溝玉軸受(NTN 6201 ¥192)×2個とベアリング対応シム10枚セット¥680を購入して更に削るよりは、安直にBonさんの方法で作ったベアリングホルダーに 組合せアンギュラ玉軸受(NTN 7201DB ¥1,654)を入れてしまうと思います。ベアリングの厚さも同じですし、シム研削を含めたノウハウの必要な作業の代価が¥600なら安いものです。
きよ☆ さん 精度の話ありがとうございます。
複列アンギュラ玉軸受が、ブロワー・高速真空ポンプ受・スーパチャージャ・2輪車トランスミッションなどと、軸方向にあまり動かない分野向けの製品ということを理解しました。
再度 方針変更し、Bonさん方式のホルダーを自作し 組合せアンギュラ玉軸受を使おうと思います(現時点では:-p)。
だいちゃん、こんにちは。
Bonさんの言われている「"ガッチリ"締め上げ」るのは、(3)Bon方式の絵の、ベアリングの外輪を上から押さえている板を固定するボルトの事だと思います。もちろん、ボールねじの固定ナットもしっかりと締めつける事が必要だと思います。
Kowさん、こんにちは。
スレッドの内容からズレますが(雑談掲示板ですし^^;)、 NSK(日本精工)ロックナット・WBK12L-01 ¥599
http://www.monotaro.com/p/8979/2455/?displayId=4 というのを見つけました。
写真と仕様は http://jp.misumi-ec.com/vona2/detail/221005413109/?HissuCode=WBK12L-01 にあります。
「スタンダードスリットカラー、六角内径ネジタイプ」よりも 小型・安価で使い勝手が良さそうです。
再度 頭を冷やして色々と考えてみました(図も書いてみました...)。
私のXJ9512フライス盤(XJ9512, SiegX2相当品)の主軸の固定方法は(1)ですが、ベアリングをはめ込む穴がきつく、更に、ベアリングを支える穴と同心円状になっていないという中華品質の物で 手直ししつつ使っている物です。
最初のベアリング交換時には ベアリングを押し込むのもネジの締めつけという(今考えると冷や汗ものの)作業をしていました(さすがに、次の交換では スペーサーなどの治具を作りました^^;)。
Kowさんの方法(2)は、(1)と同じ構造を採用し、工作と調整に熟練の技が必要だけど、省スペース且つ低価格という大きなメリットがあると思います(私の現在のスキルでは 裏返しての内径切削で中心を合わせる自信無し)。
Bonさんの方法(3)は、調整にはそれなりの難しさがあるけど、工作はあまり大変じゃなく低価格で実現出来ると思います。
構造的には、市販のボールねじホルダー(固定端)と同じで ベアリングの両側を固定する為の部材が必要で (2)よりも大きくはなってしまうのが 悩ましいですね。
私なら、深溝玉軸受(NTN 6201 ¥192)×2個とベアリング対応シム10枚セット¥680を購入して更に削るよりは、安直にBonさんの方法で作ったベアリングホルダーに 組合せアンギュラ玉軸受(NTN 7201DB ¥1,654)を入れてしまうと思います。ベアリングの厚さも同じですし、シム研削を含めたノウハウの必要な作業の代価が¥600なら安いものです。
きよ☆ さん 精度の話ありがとうございます。
複列アンギュラ玉軸受が、ブロワー・高速真空ポンプ受・スーパチャージャ・2輪車トランスミッションなどと、軸方向にあまり動かない分野向けの製品ということを理解しました。
再度 方針変更し、Bonさん方式のホルダーを自作し 組合せアンギュラ玉軸受を使おうと思います(現時点では:-p)。
だいちゃん、こんにちは。
Bonさんの言われている「"ガッチリ"締め上げ」るのは、(3)Bon方式の絵の、ベアリングの外輪を上から押さえている板を固定するボルトの事だと思います。もちろん、ボールねじの固定ナットもしっかりと締めつける事が必要だと思います。
Kowさん、こんにちは。
スレッドの内容からズレますが(雑談掲示板ですし^^;)、 NSK(日本精工)ロックナット・WBK12L-01 ¥599
http://www.monotaro.com/p/8979/2455/?displayId=4 というのを見つけました。
写真と仕様は http://jp.misumi-ec.com/vona2/detail/221005413109/?HissuCode=WBK12L-01 にあります。
「スタンダードスリットカラー、六角内径ネジタイプ」よりも 小型・安価で使い勝手が良さそうです。

Re: 複列アンギュラ玉軸受 - Bon 2016/01/13(Wed) 21:16 No.314
oldmanさん、
図解していただいて、ありがとうございます。
分かりやすいですね。
ちょっと補足させていただくと、私の場合は図にしていただいたようなベアリングケースも使っていますが、
ご指摘のようにスペースを食うのと、リング状の押さえが抜けない場所があるので、狭いところは3点でネジ止めにしています。
自作機の主軸(と言うにはおこがましいですが)のベアリング(6000ZZ)は、写真のようにネジで押さえています。
リトフェインなどはエンドミルの上下位置が厳しいのと、普通の加工でも切削力の突き上げとエンドミルの喰らい込みを抑えるためです。
内輪側にスリーブを入れて、上下ベアリングの外輪を各々3ヶ所のネジで押さえ、与圧はスリーブにシムを足して調整しています。
(押さえているのはM3トラスネジですが、注意しないと座面が直角でないのものがあります)
ご参考になれば幸いです。
図解していただいて、ありがとうございます。
分かりやすいですね。
ちょっと補足させていただくと、私の場合は図にしていただいたようなベアリングケースも使っていますが、
ご指摘のようにスペースを食うのと、リング状の押さえが抜けない場所があるので、狭いところは3点でネジ止めにしています。
自作機の主軸(と言うにはおこがましいですが)のベアリング(6000ZZ)は、写真のようにネジで押さえています。
リトフェインなどはエンドミルの上下位置が厳しいのと、普通の加工でも切削力の突き上げとエンドミルの喰らい込みを抑えるためです。
内輪側にスリーブを入れて、上下ベアリングの外輪を各々3ヶ所のネジで押さえ、与圧はスリーブにシムを足して調整しています。
(押さえているのはM3トラスネジですが、注意しないと座面が直角でないのものがあります)
ご参考になれば幸いです。

Re: 複列アンギュラ玉軸受 - kenbo 2016/01/14(Thu) 07:57  No.315
No.315
皆さんこんにちは。
この手の話は、失敗してやり直すのも含めて自作の楽しみですね。
ボールネジの固定ナットはベアリングナットが一般的だと思います。
THKのボールネジなどはこれが付属だったと思います。
私は座金が嫌いなので主軸も送りネジもファインUナットを使ってます。
多分M12で300円くらいだったかと‥。
このほか送りネジ用のハードロックナットもあった気がします。
この手の話は、失敗してやり直すのも含めて自作の楽しみですね。
ボールネジの固定ナットはベアリングナットが一般的だと思います。
THKのボールネジなどはこれが付属だったと思います。
私は座金が嫌いなので主軸も送りネジもファインUナットを使ってます。
多分M12で300円くらいだったかと‥。
このほか送りネジ用のハードロックナットもあった気がします。
Re: 複列アンギュラ玉軸受 - oldman 2016/01/14(Thu) 20:36 No.316
kenboさん、こんにちは。
>ボールネジの固定ナットはベアリングナットが一般的だと思います。
>THKのボールネジなどはこれが付属だったと思います。
多分、私の紹介した「NSK(日本精工)ロックナット」も同じものだと思います。
実は、入手したボールねじの2本が M10xP1.0だったので、こちらも含めて探していました。
ハードロックナットやファインUナットは M10だと P0.75になってしまうのです。
で、結果的に モノタローで購入できる「NSK(日本精工)ロックナット」になった次第です。
ちなみに、ハードロックナットも使用してみた(写真)のですが、スラストベアリングを適度な圧力で締めつけようとすると、外側の回り止めのみを回すのに技術を要する事が分かり これもロックナットに替えようかと思案中です。
>ボールネジの固定ナットはベアリングナットが一般的だと思います。
>THKのボールネジなどはこれが付属だったと思います。
多分、私の紹介した「NSK(日本精工)ロックナット」も同じものだと思います。
実は、入手したボールねじの2本が M10xP1.0だったので、こちらも含めて探していました。
ハードロックナットやファインUナットは M10だと P0.75になってしまうのです。
で、結果的に モノタローで購入できる「NSK(日本精工)ロックナット」になった次第です。
ちなみに、ハードロックナットも使用してみた(写真)のですが、スラストベアリングを適度な圧力で締めつけようとすると、外側の回り止めのみを回すのに技術を要する事が分かり これもロックナットに替えようかと思案中です。

Re: 複列アンギュラ玉軸受 - kenbo 2016/01/14(Thu) 23:22 No.317
こんばんは。
>実は、入手したボールねじの2本が M10xP1.0だったので、こちらも含めて探していました。
なるほど、そのような理由でしたか。
それでは一般規格のものは使えませんね。
>ちなみに、ハードロックナットも使用してみた(写真)のですが、スラストベアリングを適度な圧力で締めつけようとすると、外側の回り止めのみを回すのに技術を要する事が分かり これもロックナットに替えようかと思案中です。
確かに意外と難しいかもしれません。
送りが1方向で使用されているのであれば、皿バネなどで定圧予圧にするのも良いかもしれません。
CNC化されている様ですので、両方向で加工だとすると微妙な場合もありますね。
自分のポンコツ旋盤はガタありのまま使用しているので、加工に技術を要します(笑)
>実は、入手したボールねじの2本が M10xP1.0だったので、こちらも含めて探していました。
なるほど、そのような理由でしたか。
それでは一般規格のものは使えませんね。
>ちなみに、ハードロックナットも使用してみた(写真)のですが、スラストベアリングを適度な圧力で締めつけようとすると、外側の回り止めのみを回すのに技術を要する事が分かり これもロックナットに替えようかと思案中です。
確かに意外と難しいかもしれません。
送りが1方向で使用されているのであれば、皿バネなどで定圧予圧にするのも良いかもしれません。
CNC化されている様ですので、両方向で加工だとすると微妙な場合もありますね。
自分のポンコツ旋盤はガタありのまま使用しているので、加工に技術を要します(笑)