うーん 投稿者:Kow 投稿日:2015/07/06(Mon) 23:11  No.205
No.205
ご依頼品の難易度がどんどん上がってきて、嬉しくも頭が痛いKowです。
ベアリング穴など真円度が高度に要求される場合、やはり3軸まわして穴を掘るよりA軸を用意して
ロータリーテーブルを回しながら座ぐるほうがいいのでしょうかね?
どうやっても転造ボールねじではバックラッシュゼロなんて夢のまた夢ですし。
最後はXないしY軸はダイヤルゲージ取り付けて手で制御すればいいわけですから。
全自動切削からは逆行しますが、要求精度を考えるとそのほうがいいのかも。
Re: うーん - だいちゃん 2015/07/06(Mon) 23:22 No.206
kowさん、これはやはり旋盤でしょう。似たようなもの作成したことありますよ。穴の大きさにもよりますが、真ん中にドリルで
小さな穴を開けておいて、ワークを板に固定します。それを旋盤に固定して、先ほど開けた穴に回転センターを当てて固定します。
後は旋盤で中ぐりすればいいのでは。私も今回の自作フライスでは精度の高い円を繰り抜きたいのですが・・・。
小さな穴を開けておいて、ワークを板に固定します。それを旋盤に固定して、先ほど開けた穴に回転センターを当てて固定します。
後は旋盤で中ぐりすればいいのでは。私も今回の自作フライスでは精度の高い円を繰り抜きたいのですが・・・。
Re: うーん - tsuzuki 2015/07/07(Tue) 10:20 No.207
Kowさんこんにちは
大変ですね。作り甲斐がある?
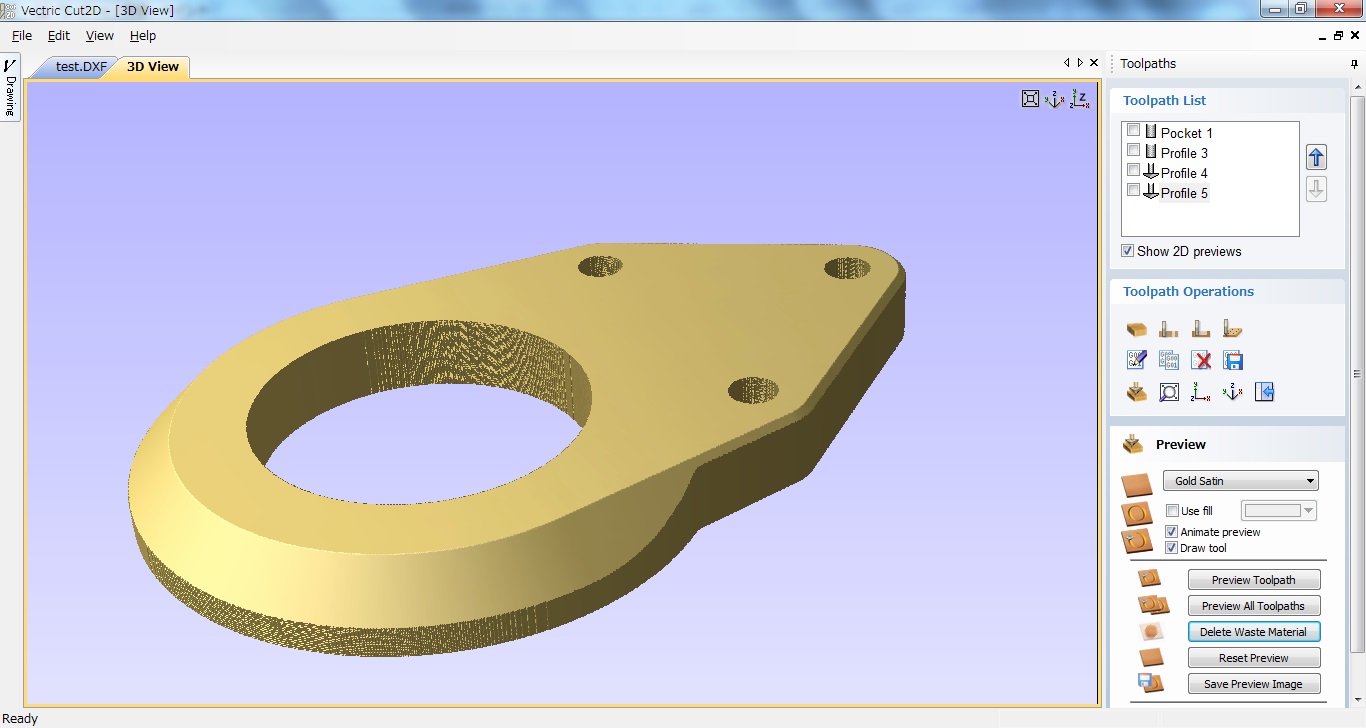
全体の形、特に手前側の面取りなどはCNCの独壇場ですよね。
穴に関してはしまりばめないしは中間ばめが要求されそう。
この精度は少なくと私のなんちゃってCNCではとてもクリアーできない。
真円度さえも厳しい。
しかし旋盤ならがたがたの機械でなければ円は円になると思うのです。後は精度のみ。
ということで穴加工は旋盤、輪郭はCNCが簡単で精度良く出来そうに思うのですが・・・
最後の0.01レベルの微調整はラッピング。
(研削が出来れば早いらしいですが。シリンダーなどはホーニングマシンであっという間だと聞きました。→一瞬で駄目になることもあるんでしょ
うね)
しかしここはパイオニアのKowさん。
A軸を用意して制御してみてください。
レポートをお待ちします。
良さそうならまねします。
大変ですね。作り甲斐がある?
全体の形、特に手前側の面取りなどはCNCの独壇場ですよね。
穴に関してはしまりばめないしは中間ばめが要求されそう。
この精度は少なくと私のなんちゃってCNCではとてもクリアーできない。
真円度さえも厳しい。
しかし旋盤ならがたがたの機械でなければ円は円になると思うのです。後は精度のみ。
ということで穴加工は旋盤、輪郭はCNCが簡単で精度良く出来そうに思うのですが・・・
最後の0.01レベルの微調整はラッピング。
(研削が出来れば早いらしいですが。シリンダーなどはホーニングマシンであっという間だと聞きました。→一瞬で駄目になることもあるんでしょ
うね)
しかしここはパイオニアのKowさん。
A軸を用意して制御してみてください。
レポートをお待ちします。
良さそうならまねします。
Re: うーん - きよ☆ 2015/07/07(Tue) 19:48 No.208
CNCでベアリング穴等真円度0.01mm以下が出ない場合は大きさに依りますが
フライスでC軸(サーキュラーテーブル)を用意してZ軸以外を固定して切削するのが確実です。
傾斜機能付きのインデックスを使うと直線と円弧がある形状でも面取りも出来ますので
便利です♪
ご参考までに工作機械では、Z軸中心の回転軸をC軸、Y軸中心の回転軸をB軸、X軸中心の回転軸をA軸と
定義付けられています。
ですので、A軸は円筒外周部切削、割り出し軸と言う事になります♪
フライスでC軸(サーキュラーテーブル)を用意してZ軸以外を固定して切削するのが確実です。
傾斜機能付きのインデックスを使うと直線と円弧がある形状でも面取りも出来ますので
便利です♪
ご参考までに工作機械では、Z軸中心の回転軸をC軸、Y軸中心の回転軸をB軸、X軸中心の回転軸をA軸と
定義付けられています。
ですので、A軸は円筒外周部切削、割り出し軸と言う事になります♪
Re: うーん - Kow 2015/07/08(Wed) 00:01 No.209
だいちゃんさん、コメントありがとうございます!
そうですよね、旋盤で回したいのですが・・・。なにしろマイクロ旋盤の悲しさ、フリが足りなくてたぶん回しきれないのです。
tsuzukiさん、お察しのとおり大きい面取りはCNCでびしっと仕上がると考えていますが、その後が問題です。
お持ちのような大きい旋盤が私も欲しいです、どうにも置き場が無いのですが。パイオニア・・・そこまでのものではないです^^;
でもありがとうございます。
きよ☆さん、アドバイスありがとうございます!
C軸というのですね、一度作っておけば何かと重宝すると思っています。やるか・・・!
そうですよね、旋盤で回したいのですが・・・。なにしろマイクロ旋盤の悲しさ、フリが足りなくてたぶん回しきれないのです。
tsuzukiさん、お察しのとおり大きい面取りはCNCでびしっと仕上がると考えていますが、その後が問題です。
お持ちのような大きい旋盤が私も欲しいです、どうにも置き場が無いのですが。パイオニア・・・そこまでのものではないです^^;
でもありがとうございます。
きよ☆さん、アドバイスありがとうございます!
C軸というのですね、一度作っておけば何かと重宝すると思っています。やるか・・・!
Re: うーん - TAKA84 2015/07/08(Wed) 04:20 No.210
KOWさん 初めまして。
中心の穴を精度よく開けるのですね?
フライス固定で開けるのならばボーリングヘッドによる
ボーリングが良いと思います。
機械精度が良い場合は円弧切削が最適なんですが。(面精度の問題がありますが)
是非、頑張って加工してみて下さい!!
中心の穴を精度よく開けるのですね?
フライス固定で開けるのならばボーリングヘッドによる
ボーリングが良いと思います。
機械精度が良い場合は円弧切削が最適なんですが。(面精度の問題がありますが)
是非、頑張って加工してみて下さい!!
Re: うーん - Kow 2015/07/09(Thu) 00:08 No.211
TAKA84さん、はじめまして。
ボーリングヘッド!そうだ、なんで私は忘れてたのでしょう^^;
5年くらい前に自作してそのまま1回も使ってない自作ボーリングヘッドがありました(そういえば!)。
http://jisakuyaro.com/other/category28/
コレを試してみるのも手ですね。
アドバイスありがとうございます!
ボーリングヘッド!そうだ、なんで私は忘れてたのでしょう^^;
5年くらい前に自作してそのまま1回も使ってない自作ボーリングヘッドがありました(そういえば!)。
http://jisakuyaro.com/other/category28/
コレを試してみるのも手ですね。
アドバイスありがとうございます!

Re: うーん - Kow 2015/08/09(Sun) 18:09 No.213
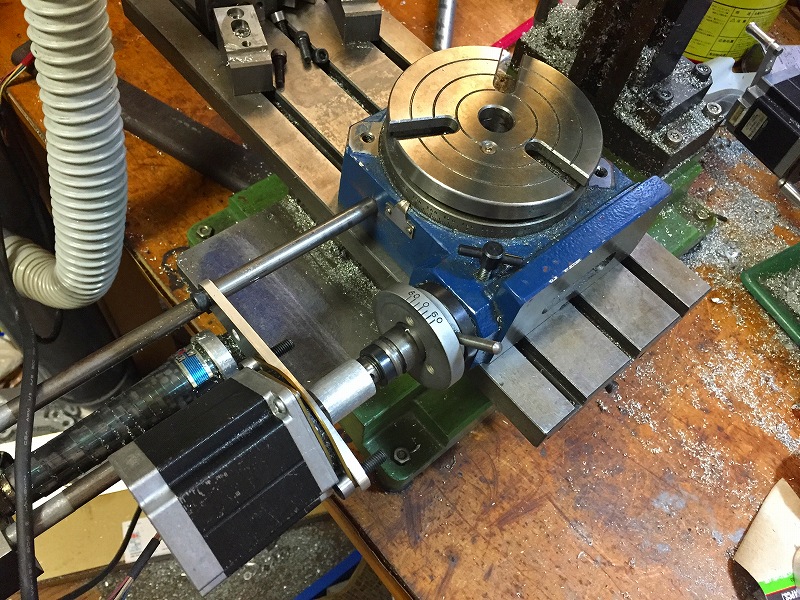
とりあえず、夏休みの工作ということでC軸を作りました!
急ごしらえにしてはまあ使えそうです?!
今週は夏休み、後半戦で出番があるはず・・・です。
急ごしらえにしてはまあ使えそうです?!
今週は夏休み、後半戦で出番があるはず・・・です。
Re: うーん - oldman 2015/08/09(Sun) 22:36 No.214
Kowさん、こんにちは。
あっと言う間に機能追加ですね。凄い の一言しか出ません^^;
いま BeagleboneBlack + Linux CNCの組合せで CNCを作りたいと検討/設計中で
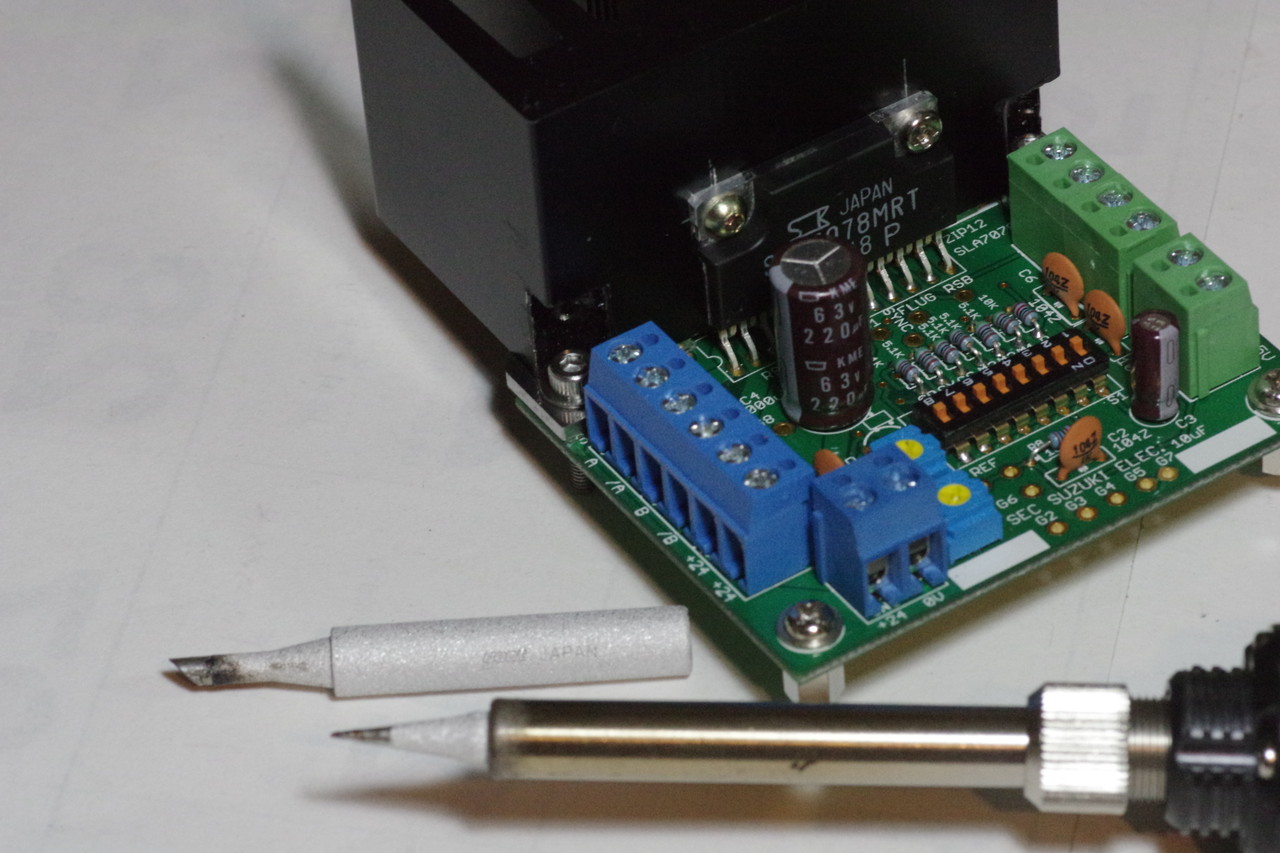
テスト環境として、オリジナルマインドさんで買った"KH56JM2-802"と SEC鈴木さんの所で調達した"金メッキの2相ドライバー基板"でテスト環境を作ろうとして/遊んで(動作検証用システムを組んで)います。
( https://www.google.co.jp/url?sa=t&rct=j&q=&esrc=s&source=web&cd=5&ved=0CDUQFjAEahUKEwjV8KLxipzHAhVBKaYKHS97BD0&url=http%3A%2F%2Fwww.color-technik.net%2Ffiles%2FNIDECServo%2FKH56J-800_ct1814.pdf&ei=u1LHVZWnK8HSmAWv9pHoAw&usg=AFQjCNF0XIYrGKDCbRhxFH_oFnZgXpIh8w&bvm=bv.99804247,d.dGY&cad=rja )
テスト環境とはいえ 1,000円で買ったステッピングモーターの実力が非常に気になっています。
Kowさんの C軸のステッピングモーターのスペック(トルク等)をお教えいただけないでしょうか?
(見た感じでは 私のステッピングモーターの3倍位のトルクがありそうなのですが、、、)
あっと言う間に機能追加ですね。凄い の一言しか出ません^^;
いま BeagleboneBlack + Linux CNCの組合せで CNCを作りたいと検討/設計中で
テスト環境として、オリジナルマインドさんで買った"KH56JM2-802"と SEC鈴木さんの所で調達した"金メッキの2相ドライバー基板"でテスト環境を作ろうとして/遊んで(動作検証用システムを組んで)います。
( https://www.google.co.jp/url?sa=t&rct=j&q=&esrc=s&source=web&cd=5&ved=0CDUQFjAEahUKEwjV8KLxipzHAhVBKaYKHS97BD0&url=http%3A%2F%2Fwww.color-technik.net%2Ffiles%2FNIDECServo%2FKH56J-800_ct1814.pdf&ei=u1LHVZWnK8HSmAWv9pHoAw&usg=AFQjCNF0XIYrGKDCbRhxFH_oFnZgXpIh8w&bvm=bv.99804247,d.dGY&cad=rja )
テスト環境とはいえ 1,000円で買ったステッピングモーターの実力が非常に気になっています。
Kowさんの C軸のステッピングモーターのスペック(トルク等)をお教えいただけないでしょうか?
(見た感じでは 私のステッピングモーターの3倍位のトルクがありそうなのですが、、、)
Re: うーん - bmx 2015/08/10(Mon) 21:23 No.215
以前、電源の件ではお世話になりました。
私も同じキットを買ったのですが、部品が高級品になっているように見えるのは、気のせいですか?
それにしても物凄いヒートシンクですね。フィンの厚みもかなりありそうです。この位は必要なのでしょうけど、いいお値段しますよね。私は失敗したアルミブロックを使いました。見た目は酷いですが。
私も同じキットを買ったのですが、部品が高級品になっているように見えるのは、気のせいですか?
それにしても物凄いヒートシンクですね。フィンの厚みもかなりありそうです。この位は必要なのでしょうけど、いいお値段しますよね。私は失敗したアルミブロックを使いました。見た目は酷いですが。
Re: うーん - Kow 2015/08/12(Wed) 10:08 No.217
oldmanさん、こんにちは!
>あっと言う間に機能追加ですね。凄い の一言しか出ません^^;
いえいえぜんぜん凄いなんてことはなくて、小さいプレート切り出して丸棒1本(おい)で固定しただけですので・・・。
世の中にはロータリーテーブルを自作しちゃうヒトもいますから!
>Kowさんの C軸のステッピングモーターのスペック(トルク等)をお教えいただけないでしょうか?
>(見た感じでは 私のステッピングモーターの3倍位のトルクがありそうなのですが、、、)
このモーター、C軸だけではなく、フライスのY軸、Z軸、旋盤の長手・短手に私用しています。
秋月電子で10年前くらいに1つ千円で放出されていたお買い得品なので、スペックが不明なのです。
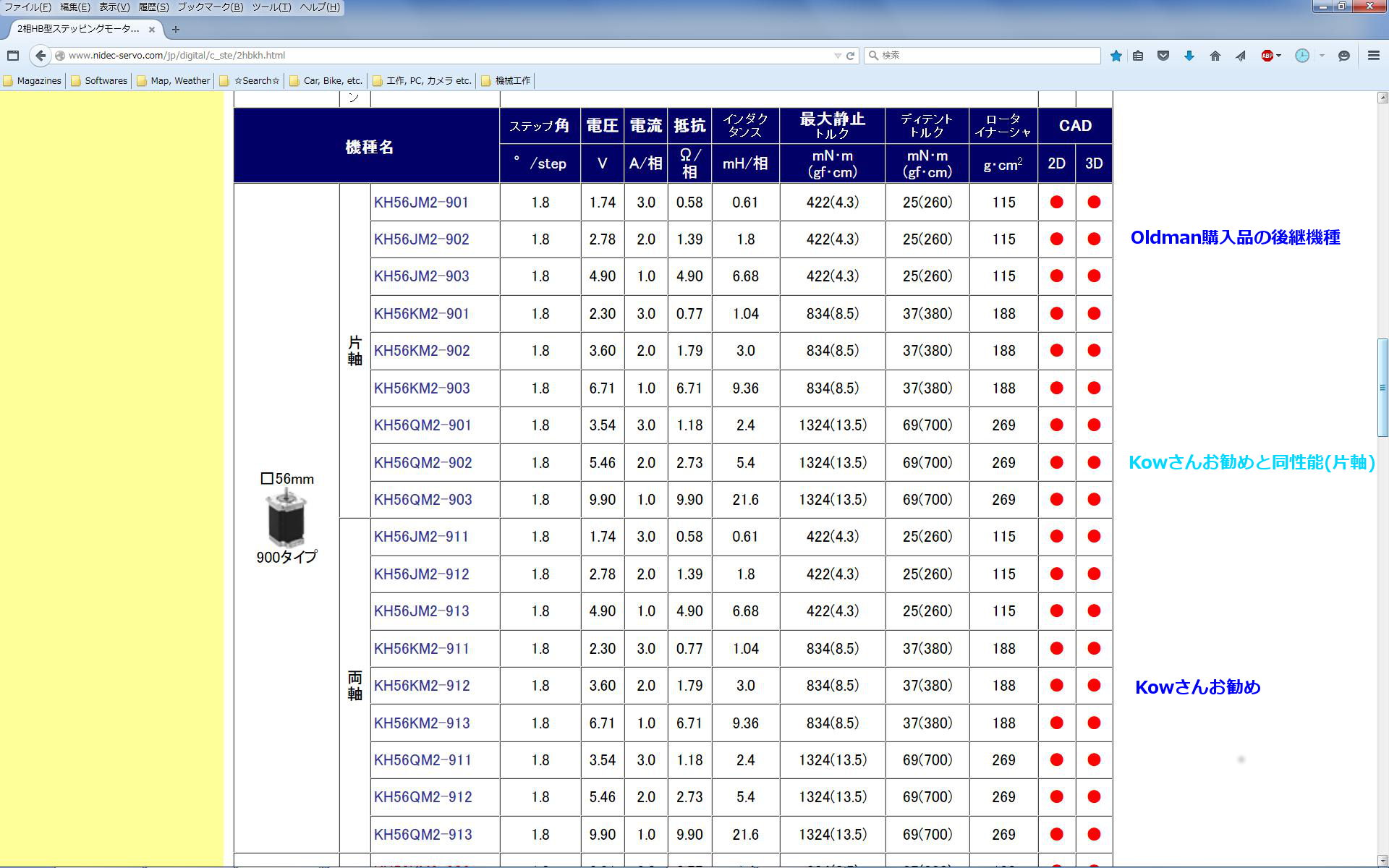
対して、私がフライスのX軸(だけ)に使用しているモーターが「KH56QM2-912」で、こいつのスペックはこちらにあります。
http://senbanwiki.com/wp/%e3%82%b9%e3%83%86%e3%83%83%e3%83%94%e3%83%b3%e3%82%b0%e3%83%a2%e3%83%bc%e3%82%bf%e3%83%bc/
感覚的にC軸の秋月放出モーターはこの1/2〜2/3程度のトルクなのでは・・・と思います。
いずれにせよこの秋月放出モーターは入手できず、もし予算的に余裕があれば(私は無いのでトルクが必要な軸だけに使用していますが)
「KH56QM2-912」を使用することをお勧めします。
>あっと言う間に機能追加ですね。凄い の一言しか出ません^^;
いえいえぜんぜん凄いなんてことはなくて、小さいプレート切り出して丸棒1本(おい)で固定しただけですので・・・。
世の中にはロータリーテーブルを自作しちゃうヒトもいますから!
>Kowさんの C軸のステッピングモーターのスペック(トルク等)をお教えいただけないでしょうか?
>(見た感じでは 私のステッピングモーターの3倍位のトルクがありそうなのですが、、、)
このモーター、C軸だけではなく、フライスのY軸、Z軸、旋盤の長手・短手に私用しています。
秋月電子で10年前くらいに1つ千円で放出されていたお買い得品なので、スペックが不明なのです。
対して、私がフライスのX軸(だけ)に使用しているモーターが「KH56QM2-912」で、こいつのスペックはこちらにあります。
http://senbanwiki.com/wp/%e3%82%b9%e3%83%86%e3%83%83%e3%83%94%e3%83%b3%e3%82%b0%e3%83%a2%e3%83%bc%e3%82%bf%e3%83%bc/
感覚的にC軸の秋月放出モーターはこの1/2〜2/3程度のトルクなのでは・・・と思います。
いずれにせよこの秋月放出モーターは入手できず、もし予算的に余裕があれば(私は無いのでトルクが必要な軸だけに使用していますが)
「KH56QM2-912」を使用することをお勧めします。

Re: うーん - oldman 2015/08/12(Wed) 18:08 No.219
bmxさん、こんにちは。
>この位は必要なのでしょうけど、いいお値段しますよね。
いま調べたらドイツ製(Fischer Elektronik GmbH & Co. KG)でした。そんなに高くないです。
基板の情報は(自作とは言えないけど) 「自作自慢の掲示板!」の方に写真付きでアップします。
Kowさん、こんにちは。
情報ありがとうございます。たしかに私が購入したものよりも 2〜3倍のトルクが有りますね。
しかし、折角買ったモーターなので小さなプリント基板の作成などに使えないか考えたいと思います。
( どんどん 動作検証の範囲が広がってゆきそうで怖いですが... :-p )
>この位は必要なのでしょうけど、いいお値段しますよね。
いま調べたらドイツ製(Fischer Elektronik GmbH & Co. KG)でした。そんなに高くないです。
基板の情報は(自作とは言えないけど) 「自作自慢の掲示板!」の方に写真付きでアップします。
Kowさん、こんにちは。
情報ありがとうございます。たしかに私が購入したものよりも 2〜3倍のトルクが有りますね。
しかし、折角買ったモーターなので小さなプリント基板の作成などに使えないか考えたいと思います。
( どんどん 動作検証の範囲が広がってゆきそうで怖いですが... :-p )