���� ���e�ҁF
haorenX ���e���F2019/03/29(Fri) 13:57
No.653
�͂��߂܂���
���̑����Ղ́A�݂Ȃ���̐��ՂƂ܂�����������^�C�v�ł��B
���a46�N�]���S�H����(���J�s)�ł��B
���Ƃ��Ə����ȋ������i��ʎY���邽�߂̑����ՂȂ̂ŁA
�O���`���b�N��A�N���X�e�[�u�������̐n����Ȃǂ���܂���ł����B
����ɃI�v�V�����ŎO���`���b�N��A�N���X�e�[�u���̐n�����
�����w���������̂ł��B
�d���@��100V�P���U���d���@�Ȃ̂�V�x���g���O�i�ϑ��݂̂ł��B
����������l�W����ł��܂��A�厲�ƃx�b�h��
������̌^�A�厲�̓��^�����ŁA���͂ƂĂ��Â��Ő��x���悢�ł��B
�P���ȍ\���̂��߂��A48�N�Ԍ̏�m�炸�ŁA�����e�i���X��
�x���g�������炢�ŁA���ɂ��₷���ł��B
���܂ł������ŁA���낢��ȓ������i����ɑ劈�Ă��܂��B

Re: ���� -
tsuzuki 2019/03/29(Fri) 16:39
No.654
haorenX ����ɂ���
�]���̐��ՁA�������ł��ˁB
�ȑO�����ɂ悭����o����Ă���KEKE����̂���Ŏ������������Ƃ�����܂��B
���̎��Ɏ������^�����Ȃ̂Ŕ��ɐ��x�������Ƃ��������܂����B
�I�C������N�����ƏĂ��t���Ă��܂����Ƃ��B
���͖S��fc3s���ƂĂ��~�������Ă��܂����B
���a46�N�����͐z�K�≪�J���ӂ͐����@�B�H�Ƃ��������悤�ŁA���m�̃X�C�X�ƌĂ�Ă������Ƃ�����悤�ł��ˁB
���Z����i1966�N���a41�N�j�ɐz�K�Z�C�R�[�i���̃G�v�\���j�ɕ����̈�Ō��w�ɍs�������Ƃ�����܂��B�i�Ȃ�ƒn���������Ƃ������ɂ����B�j
�����������͂�����������Y�p�̔ޕ��ł����B
���̑��̐��Ղ�1968�N�i���a43�N�j���Ȃ̂łقړ������ł��ˁB
CNC �I���H ���e�ҁF
Bon ���e���F2021/11/09(Tue) 12:02
No.814
Kow����A
�ςȃ^�C�g���ł����A�G�k�Ƃ��Ă��������������B
�T�C�g�ɓ��e�����̂́A�Ⴆ�o�C�N�̕��i����邽�߂ȂǂŃt���C�X�Ղ���Ղ�CNC����������������肳��Ă�����X�������ł��ˁB
���́u��������Ă݂����v���߂�CNC�t���C�X����낤�Ǝv�������A��������@�B������ĉ����E���ǂ��d�˂�ߒ���������11�N�O����y����ł��܂����B
�������u�����v�����܂������A�X�}�z�P�[�X��ԂɎg���������i�A�Ƌ�E�Ɠd�̏C�����i�ȂǁA�����@���H�v���Ċy�����Ƃ������e�̂��̂��قƂ�ǂł��B
���̓}���V�����̈ꎺ�����[�N�V���b�v�ƌĂ�Ő�̂��Ă��܂����A���낻��@�B�̏������l���鎞�����ȂƎv���Ă��܂��B
������̗F�l�����炸�q���⑷���S���W�Ȃ����E�ɂ���̂ŁA�l�����I����O�Ƀ��[�N�V���b�v�����Ă����Ȃ��ƉƐl�̎�ɂ͕����܂���B
�̐l����Ŏ��W�������̏����ɍ������Ƃ����b�����������邱�Ƃ�����܂����A��ڂ̗J��������(?!)���߂ɁA���������Ƃ������Ƃł͂Ȃ��ɂ���l���Ă����˂Ǝv���Ă��܂��B
�I���Ƃ����Ӗ��Ɍ���Ȃ��Ă��A�@�B��ݔ��̏��p�ɂ���Kow����₱�̃T�C�g�������̊F����̂��ӌ�����������������������肪�����ł��B
��낵�����肢�������܂��B
Re: CNC �I���H -
Kow 2021/11/11(Thu) 00:12
No.815
Bon����A�����́B
����A���\�傫�Ȗ�肾�Ǝv���Ă��܂��B���Ւ��Ԃ����܂ł�2���S�����Ă���܂����������Ɋւ���
���ꂼ�ꒇ�Ԃ��撣���đΉ������A�Ƃ������Ⴊ����܂��B�t���}�I�ɔ��p���đ�������⑰�ɓn������E�E�E
��������������̎�Ԃ͐ɂ��݂܂��A��͂��ƂƂ��Ă͑�|����ł��B
�܂��A��N�Ɏ��̓��[�X���Ԃ̒m�l��a�C�Ŏ����܂�����������K���[�W�����ς��̃}�V����@�ނ�
���ԂŐ������Ă瑦�ȃt���}�����Č��������Ă��⑰�ɓn���܂����B
���́A���̎�̍���i��������ł��j�ɔ������Ԃ�����A�Еt����t���}������ɂ��Ă�
�l�肪�W�܂邩�^��ł��B���z�I�ȏ������@�ł����A�Ƃɂ�����ԂƎ��Ԃ��|����܂��E�E�E
�����̎�������̂��킩��Ȃ����߂ǂ����炢���������Ă����Ă悢�̂��A����ł���ˁB���͑��q��
������p��n���Ă����A���|�Ǝ҂Ɉ˗����āi���������Ȃ��ł����j�j�����Ȃ��Ǝv���Ă��܂��B
�c�O�Ȃ���A���q�ɓ�����͂Ȃ��悤�ł��̂ŁI
Re: CNC �I���H -
Bon 2021/11/11(Thu) 20:05
 No.816
No.816
Kow����A������
�ڂ������b�����������A���肪�Ƃ��������܂��B
�݂Ȃ���J����Ă����ł��ˁB
���́A�g�߂ɒ��Ԃƌ�����悤�Ȑl�����Ȃ��̂ŁA���Ԃ�������(2-3�N�H)�����̃u���O�łǂȂ�����������T�������ȂƎv���Ă��܂��B
�u���O�ł�CNC�t���C�X�����n�߂��Ƃ��납�珑���Ă���̂ŁA�悭�������Ă�������Ԃɍ���������ł����B
Re: CNC �I���H -
tsuzuki 2021/11/15(Mon) 16:55
No.817
Bon ����ɂ���
���̂������d��Ȗ��ł��ˁB
�ȑO�̂悤�ɂ݂�Ȃ����ՂƂ��t���C�X�ɋ����������Ă�������Ȃ璆�Ë@�B�Ǝ҂��ꊇ���Ď����čs���Ă��ꂽ��������܂����͏��ς��A�����̂悤�ȋC�����Ă��܂��B
Kow ��������Ă����悤�ɈȑO�F�l���Ȃ��Ȃ�������͂܂��@�B�����肪�������ɂ߂Ă��āA�������肪�������܂������A
���͌������ł��傤�ˁ`�B
���̏ꍇ�A1�g���z���̏��a����̋@�B������A�A�}�`���A�ł͂ǂ��ɂ��Ȃ�܂���B
�ꉞ�@�B�ɔ������X�̖��O�Ɠd�b�Ԍ�������Ă͂���A�i�܂��c�Ƃ��Ă���悤�ł��j�A�܂������֓d�b���Ă݂ĂƉƓ��ɂ͘b���Ă���܂��i�����Y��Ă���ł��傤���j�B
���������͂ق��̂��̂̏���������̂ł���Ɨ��߂Ĉꊇ�Ő��������Ă����l�i�Ǝҁj��T���Ă��炤�����Ȃ����ȂƎv���Ă��܂��B
���Ԃ\���̔�p�i�������������邩���j�ʼn��Ƃ��Ȃ�̂ł͂ƍl���Ă��܂��B
��͖�ƂȂ�R�ƂȂ�E�E�E�ł��B
�����N�O�A��̈�i����������܂������A�l�ł���Ă���a�C�ɂȂ��Ă��܂��܂��B�Ǝ҂��肵���Ȃ��Ǝ������܂����B
�����肳��ɑ�ςȂ��Ƃ͊ԈႢ�Ȃ��̂Ŏc����Y�̈ꕔ�ŏ������Ă��炤�����Ȃ����Ȃƍl���Ă��܂��B
Re: CNC �I���H -
Bon 2021/11/15(Mon) 19:54
No.818
tsuzuki����A������
�����̋@�B�͐l�����Ă���x�Ȃ̂ňړ��̖��͖����Ǝv���܂����A
�H��⑪�������낢�날��̂ŁA�g���Ă��炦�����������Ǝv���Ă��܂��B
3D�v�����^�Ŏ��삵���v�����f���p�[�c�̔̔����n�߂܂��� ���e�ҁF
Kow ���e���F2021/05/05(Wed) 21:48
No.809
������ɂ�����������Ŗ͌^�t�@���͂��܂肢�Ȃ��Ǝv���܂����A���ł��B
3D�v�����^�Ŏ��삵���v�����f���p�[�c�����t�I�N�AAmazon�Ŕ̔����J�n���܂����B
Amazon��FBA�ɓo�^���Ă���̂ŊC�O�ɂ��̘H���J���܂����B
https://jisakuyaro.com/3dprinter/category61/entry213.html
�����A���������H�V�����`�������W�ł��̂ł�����Ɗy���݂ł��B
Re: 3D�v�����^�Ŏ��삵���v�����f���p�[�c�̔̔����n�߂܂��� -
OKA 2021/05/10(Mon) 15:57
No.810
����ɂ��́�
��Ԃ͗ǂ��킩��Ȃ��ł����ǁA���\���A���ł��ˁI�I
�̔��ł����I�@��R�����Ƃ����ł��ˁI
Re: 3D�v�����^�Ŏ��삵���v�����f���p�[�c�̔̔����n�߂܂��� -
Kow 2021/05/12(Wed) 10:35
No.811
���肪�Ƃ��������܂��I����ق�A����n�߂Ă��܂��B
�قƂ�NJC�O�̕�����̍w���ł��ˁB�ׂ������Ƃ������V�������Ƃ���Ă݂����A�����`�x�[�V�����Ȃ̂Ŋy����ł���܂��B
fusion360�A���̃T�C�g�ɏ����Ă���L���{���ŁE�E�E ���e�ҁF
Kow ���e���F2021/03/17(Wed) 00:34
No.792
�l�p�����̂Ȃ炱���܂ŏ����܂��I

Re: fusion360�A���̃T�C�g�ɏ����Ă���L���{���ŁE�E�E -
���I���n���g 2021/03/17(Wed) 12:30
No.794
����ɂ��́B
����Ȃ��̂܂ŏ����Ă��܂���ł��ˁB
�����B
���݂ɂ��̃f�U�C���������̂ɂǂ̂��炢�̎��Ԃ���������̂Ȃ̂ł����H
�����͍ŋ߁A�����Ԃ𗘗p����kow�����CAD�̎g�����ŕ��n�߂܂����B
���̌�fusion360�̎g�������ǂ܂��Ē����܂��B
Re: fusion360�A���̃T�C�g�ɏ����Ă���L���{���ŁE�E�E -
Kow 2021/03/17(Wed) 23:55
No.795
�����悻�A30���Ԃ��炢�ł��傤���H�����ƒZ�����ȁH
�������Ƃ���ȕ��ɂȂ�܂��B���[��A�������B
���낢��Z�H���o�����̂ŁA�܂��NjL���܂��ˁB���ێ����{�͔����������œǂ�ł��܂���B
Re: fusion360�A���̃T�C�g�ɏ����Ă���L���{���ŁE�E�E -
���I���n���g 2021/03/18(Thu) 12:23
No.796
�����܂łł���悤�ɂȂ�����y�����ł��傤�ˁB
�{��ǂ܂��ɂ����܂ŏo�����ł��ˁA���h���܂��B
�F��ȋZ�A���������ł��B
���݂Ƀv�����^�[�A�����͂��\��ł��B
���Ȃ�y���݂ł��B
Re: fusion360�A���̃T�C�g�ɏ����Ă���L���{���ŁE�E�E -
tsuzuki 2021/03/26(Fri) 10:27
No.800
Kow����ɂ���
>�l�p�����̂Ȃ炱���܂ŏ����܂��I
�f���炵���I
�Ƃ����fusion�ŕ`���ɂ���A��CAD�ŏ����ɂ���A���@���K�v�ɂȂ�Ǝv���̂ł��B
���͂��̐��@�����Ȃ��Ă�����J���Ă��܂��B
�ǂ�����Đ��@���߂Ă���̂ł����B
�@�傫�����ꕨ�̃T�C�Y���������߁A���̌㏬���ȕ��i�̓o�����X���l���Đ��@�����߂�B
�A�����Ȃ��̂܂łł��邾���̐�������B
�B�O��������@���g���č̐����Ă���B�@�@�@�@ect�D
�l�p�����̂ƌ����Ă��قƂ�ǒ����̂̂��̂Ȃ�ĂȂ��ł��ˁ`�B
�������ƍl�����瓪�ɂ��Ȃ肻���B
����ς�Z���X�ł����H�i����ȋC������j
Re: fusion360�A���̃T�C�g�ɏ����Ă���L���{���ŁE�E�E -
Kow 2021/03/27(Sat) 00:01
No.801
Tsuzuki����A����ɂ��́B
>�@�傫�����ꕨ�̃T�C�Y���������߁A���̌㏬���ȕ��i�̓o�����X���l���Đ��@�����߂�B
�ł��ˁB���̍�}��1/72�̐�ԁi�S��9cm���炢�ł��j�̃C���e���A���Č��������̂Ȃ̂ł����A
�g�ݍ��ރv�����f���̓��������Ԃ̑��b���͂邩�Ɍ������߂ɔ������͕K�v�ł��B
���̒����̓o�����X����E�E�E�ł��ˁB
>����ς�Z���X�ł����H�i����ȋC������j
�����ł��I
Re: fusion360�A���̃T�C�g�ɏ����Ă���L���{���ŁE�E�E -
Kow 2021/03/27(Sat) 00:32
No.802
���ۂɃv�����g����Ƃ���Ȋ����ł��B
�M�����Ȃ��Č��x�ł��B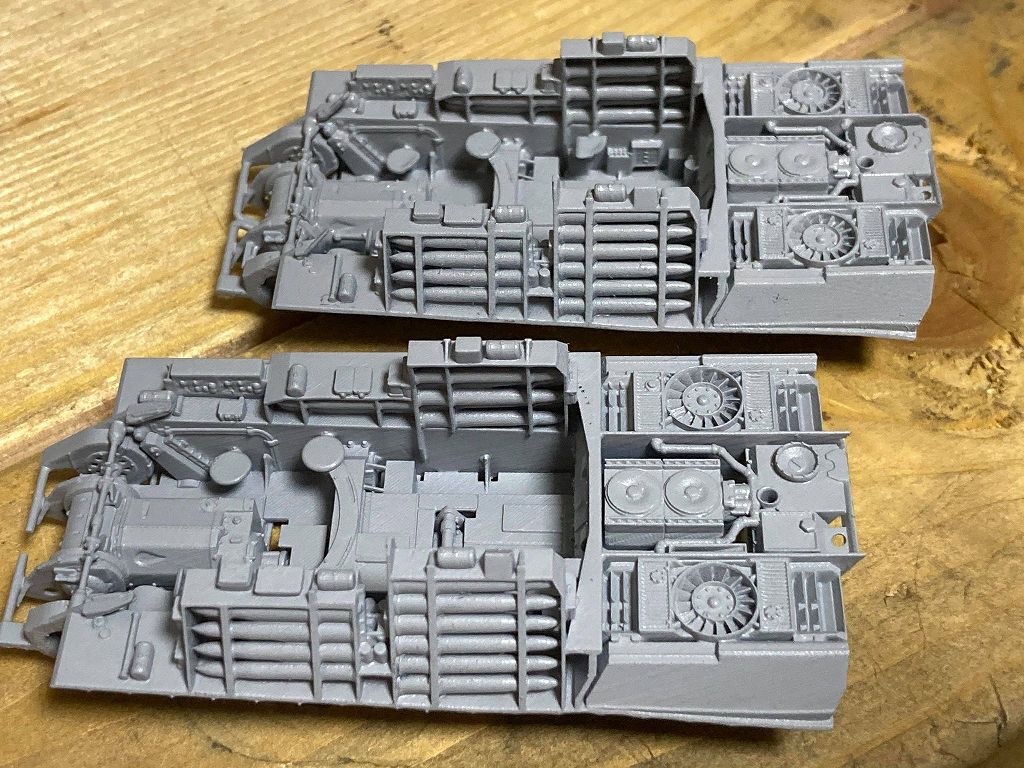
Re: fusion360�A���̃T�C�g�ɏ����Ă���L���{���ŁE�E�E -
Kow 2021/03/27(Sat) 00:34
No.803
���̂悤�ɓ���g�p�C�s���O������ł����Ⴂ�܂��E�E�E�I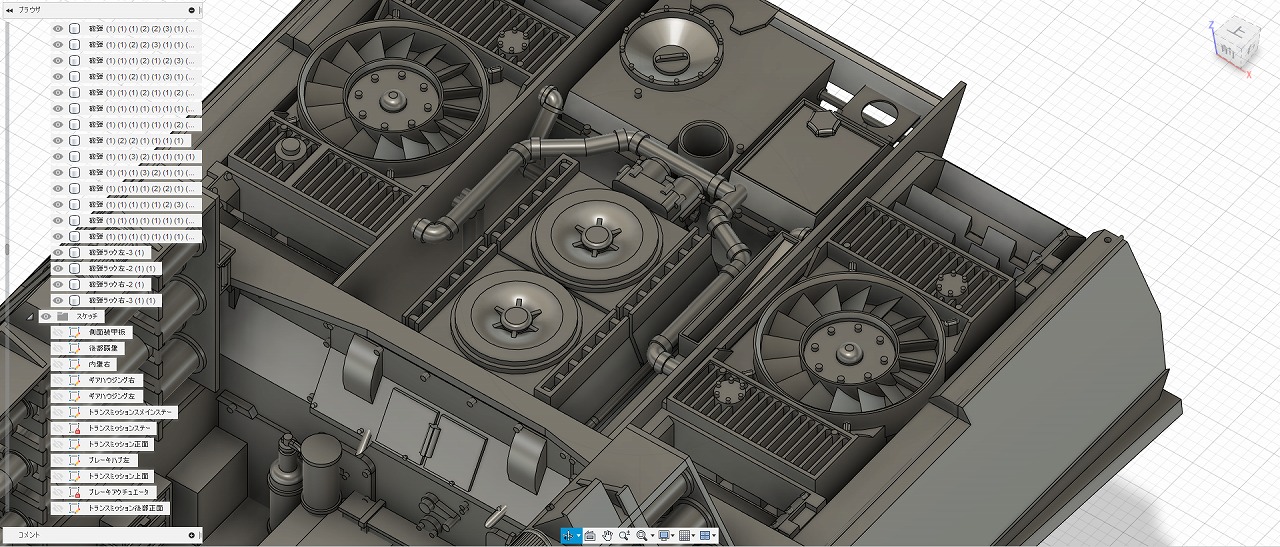
Re: fusion360�A���̃T�C�g�ɏ����Ă���L���{���ŁE�E�E -
���I���n���g 2021/03/28(Sun) 22:16
No.804
��ԁA���������ɂł��Ă܂��ˁB�f���炵����i�ł��B
�������������߂�nova3d�g���Ă݂܂����B
�l�b�g�ɋS�ł̐n�̔H���q��stl�f�[�^���������̂ŁA���̃f�[�^��novamaker�ŃX���C�X���Ă݂܂����B
�T�|�[�g�͎����ŕt���Ĉ�����܂����B
���ʂ͉��̂��H���q�̕Е��̑��̂ݓr���������ł��Ă��܂���ł����B���R�͕�����܂���B
����ƁA�T�|�[�g���r���Ő�Ă��܂����B
����ȊO�͑f���炵���N�I���e�B�ł��B
�����ŁA���Ǔ_�́A
�@�v���b�g�t�H�[�����瑢�`�����O�����ɁA�X�N���[�p�[�ŊO�����Ƃ��Ă��ł��ĊO���Ȃ��������߁A�v���n���Œ@���ĊO���܂����B
����̓X���C�T�\�t�g�ŁA�p�x��t���Ĉ������Ή����ł��܂����H
�A���t�g��t����ꍇ�́A�v���b�g�t�H�[���Ƒ��`���̐ڐG�ʐς����Ȃ��ꍇ�����ł����H
�Bchitubox�̐ݒ�ŁA�@��̑I����nova3d���Ȃ��̂Ŏ����œ��͂���K�v������܂����A�𑜓x�ȊO�ɕύX����_�͂���܂����H
��������͈͂ŗǂ��̂ŋX����������Ē����܂��H
Re: fusion360�A���̃T�C�g�ɏ����Ă���L���{���ŁE�E�E -
Kow 2021/03/29(Mon) 10:58
No.805
���@�v���b�g�t�H�[�����瑢�`�����O�����ɁA�X�N���[�p�[�ŊO�����Ƃ��Ă��ł��ĊO���Ȃ��������߁A�v���n���Œ@���ĊO���܂����B
����̓X���C�T�\�t�g�ŁA�p�x��t���Ĉ������Ή����ł��܂����H
�{�g���Ǝˎ��Ԃ����炷���Ƃł͂���₷���Ȃ�܂��B�@��ƃ��W���ɂ��Ⴄ�̂ł����̓g���C�A���h�G���[�ł��B
���A���t�g��t����ꍇ�́A�v���b�g�t�H�[���Ƒ��`���̐ڐG�ʐς����Ȃ��ꍇ�����ł����H
���͕K�����܂��B
���Bchitubox�̐ݒ�ŁA�@��̑I����nova3d���Ȃ��̂Ŏ����œ��͂���K�v������܂����A�𑜓x�ȊO�ɕύX����_�͂���܂����H
chitubox�ōs����Ƃ̓T�|�[�g�̐��������̂͂��ł��B�X���C�X��NobaMaker�ōs���܂���ˁB
�]����chitubox�ŕK�v�Ȑݒ�͈���͈͂̃T�C�Y�����ł悢�͂��ł��B
Re: fusion360�A���̃T�C�g�ɏ����Ă���L���{���ŁE�E�E -
tsuzuki 2021/03/29(Mon) 11:08
No.806
kow ����ɂ���
>�����ł��I
�����ł����B������������܂��ˁB
�Ƃ���ō��O�i�ʐ^�ō���O�j�����c�Ȃł����H�i����Ȃ��̂����邩�ǂ��������m��܂��j
���������Ɍ�����~�C�X�������̂̓e�[�u���ł�������Ƃ��֎q�H
�C�e�͌��������ł�40�����炢�ł����A�����Ȃ���������̂őS����50���炢�ς�ł��ł��傤���H
�ӊO�Ə��Ȃ��H�����Ƃ�50���łl�Ȕ����킾�Ƒł��ꂿ�Ⴄ�m����������ł��傤�ˁB
��������C�e������������A���̐ς�ł���C�e�������������ł��傤�ˁB
����Ӗ��Ζ�ɂ̒��ɂ���̂Ɠ����B
���b���������肵�Ă��āA�|�����̒m�炸�̏�蕨���Ǝv���Ă��܂������A�Ζ�ɂȂ�ł��ˁB
Re: fusion360�A���̃T�C�g�ɏ����Ă���L���{���ŁE�E�E -
Kow 2021/03/29(Mon) 14:50
No.807
tsuzuki����A����ɂ��́B
���Ƃ���ō��O�i�ʐ^�ō���O�j�����c�Ȃł����H�i����Ȃ��̂����邩�ǂ��������m��܂��j
�͂��A����O�����c�Ȃł��B3D�v�����g�����摜��t���Ă����܂��ˁB
�����������Ɍ�����~�C�X�������̂̓e�[�u���ł�������Ƃ��֎q�H
�֎q�ł��A�ʐM��̈֎q�ł��B���U��̈֎q�������悤�Ȃ��A���K���C��ꂻ���ł��B
���C�e�͌��������ł�40�����炢�ł����A�����Ȃ���������̂őS����50���炢�ς�ł��ł��傤���H
���ӊO�Ə��Ȃ��H�����Ƃ�50���łl�Ȕ����킾�Ƒł��ꂿ�Ⴄ�m����������ł��傤�ˁB
���̎ԗ��͑���E���̃h�C�c�A���[�N�g�p���^�[�Ƃ����ԗ��ł��B
�X�y�b�N��̑��e����60���ł����A���Ȃ�ǂ����܂ꂽ�����̎ԗ��Ȃ̂Ńt�����ڂŐ��ɏo��ꂽ�̂��H�r���^��ł��B
����������C�e������������A���̐ς�ł���C�e�������������ł��傤�ˁB
������Ӗ��Ζ�ɂ̒��ɂ���̂Ɠ����B
�����b���������肵�Ă��āA�|�����̒m�炸�̏�蕨���Ǝv���Ă��܂������A�Ζ�ɂȂ�ł��ˁB
�����ł��A���ʑ��b�������������̂̑��ʑ��b�͔����A���E�ɕǂ̂悤�ɒe�ς�ł���킯�ŁA�A�A����������C��ۂĂ�Ƃ͎v���܂���B
�����Ă��̎ԗ��̕��ώ�����6���������ƌ����Ă��܂��B�I����}���邩�A�j��邩�B
�Ȃ�Ƃ����C�Ƃ��������Ȃ�����̎Y���ł��B
�����Ă������������̂��Ɠ��̕��͋C���܂Ƃ��̂��܂������ł��āA�~���^���[�v�����f���̎���Ƃ��[���ȂƎv���܂��B�n�C�B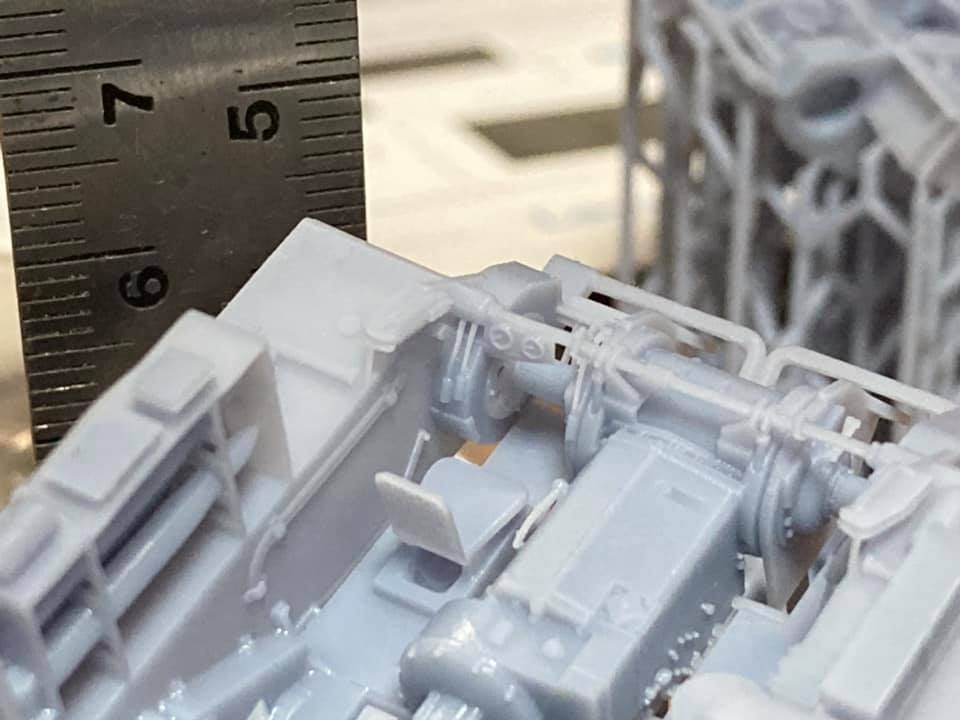
Re: fusion360�A���̃T�C�g�ɏ����Ă���L���{���ŁE�E�E -
���I���n���g 2021/03/29(Mon) 22:08
No.808
Kow����A�������肪�Ƃ��������܂��B
��ώQ�l�ɂȂ�܂����B
�����̖��������悤�ɏo�͂���ɂ́A��͂艽�x���g���C���G���[���K�v�ł��ˁB
���x�͐ݒ��M���Ă���Ă݂܂��B
�܂������ ���e�ҁF
TR ���e���F2021/03/17(Wed) 07:05
No.793
Kow����A���͂悤�������܂��B
Kow�����NC�t���C�X�̕��́A�i��ł��܂����B
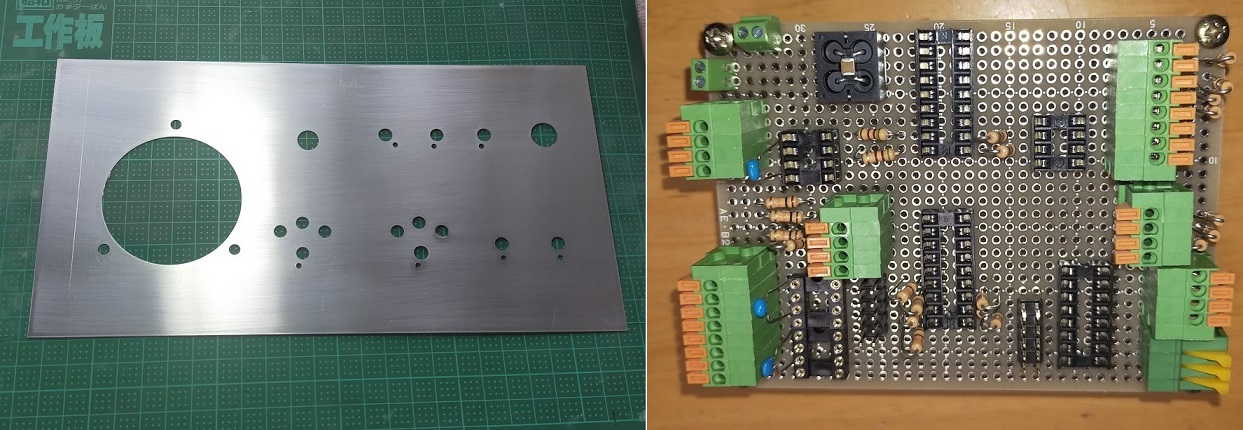
�������A�d�������グ�āA�V�������䔠����邱�Ƃɂ��܂����B
���܂łɍs��������o�b�^��I�ɍ���Ă����@�����̔��ɓZ�߂邱�Ƃɂ��܂����B
��������A�R�����m�C�Y�ɋ����Ȃ�\��ł��B�@�R�����m�C�Y�ׂ̈Ƀt�F���C�g�R�A�ő�����Ă����̂��A
�t�F���C�g�R�A���O���Ă����v�ɂȂ�Ǝv���Ă��܂��B
�Ƃ肠�����ASW���Œ肷��p�l���ƁA�ܕ����x�܂łɐi��������ł��B
�܂�����ƁA�y����ł��܂��B
Re: �܂������ -
TR 2021/03/19(Fri) 21:18
No.797
Kow����A�����́B
����p�ł����A
����ƁA��̔z�����m�F���I�����̂ŁA
�Ƃ肠�����A�P��H�̂݃e�X�g������ׂɉ��z�����I�����B
���e�X�g�́A�|���`�B
�����́A�����ŏI���A��ӂ����āA�������{�B
Re: �܂������ -
Kow 2021/03/23(Tue) 09:32
No.798
���̎���CNC�t���C�X�͋@�\�Ƃ��Ă͂Ƃ肠�����������A�����̐؍�͂��܂������܂����B
�����A�N�[�����g�V�X�e�������S�������Ďd�オ��Ɛ蕲������S�ۂ������Ǝv���Ă��܂���������͐i��ł��܂���B
��Ռn�̍H��͎��̓X�L�����x�����Ȃ������ς�Ȃ̂ŁA�������Ȃ��Ɗ��S���Ȃ���q�����Ă܂��I
Re: �܂������ -
TR 2021/03/24(Wed) 06:25
No.799
���͂悤�������܂��B
���Ƃ��������Ŋ����̂悤�ł��ˁB�ǂ������ł��ˁB
�d�q����ł���悤�ɂȂ�܂���B
�悸�́A�ȒP�Ȃ��̂ŁAPIC�}�C�R�����n�߂���ǂ��ł����B
�N�[�����gP�ɂ����܂��B
���C��������A���Ԃ�������Ǝv���܂����A���Ƃ��Ȃ�܂��BKow����Ȃ���v�B



