集塵装置ほぼ完成 数年越しです(笑 投稿者:
TR 投稿日:2019/04/04(Thu) 20:24
No.832
今日も帰宅後、いそいそとガレージに直行。
アフター5の時間は好きなことをやっています。
今夜は、集塵装置がほぼ完成しました。
最終的な詰めを終えた状態です。
つまり、配管した管と管との繋目に接着剤やシーリングをました。
ま~、購入後5年の集塵機本体がだいぶくたびれているようですが(笑
結果、満足できました。
自分の場合、3重で切子対策をしています。
つまり、
フライス盤本体の囲み
切子ガード
そして今回の集塵装置
欲を言えば、もう2㎝位切子ガードの壁の高さを上げれば良かったかと思います。
残す課題は、排油ラインです。
これが難しい。
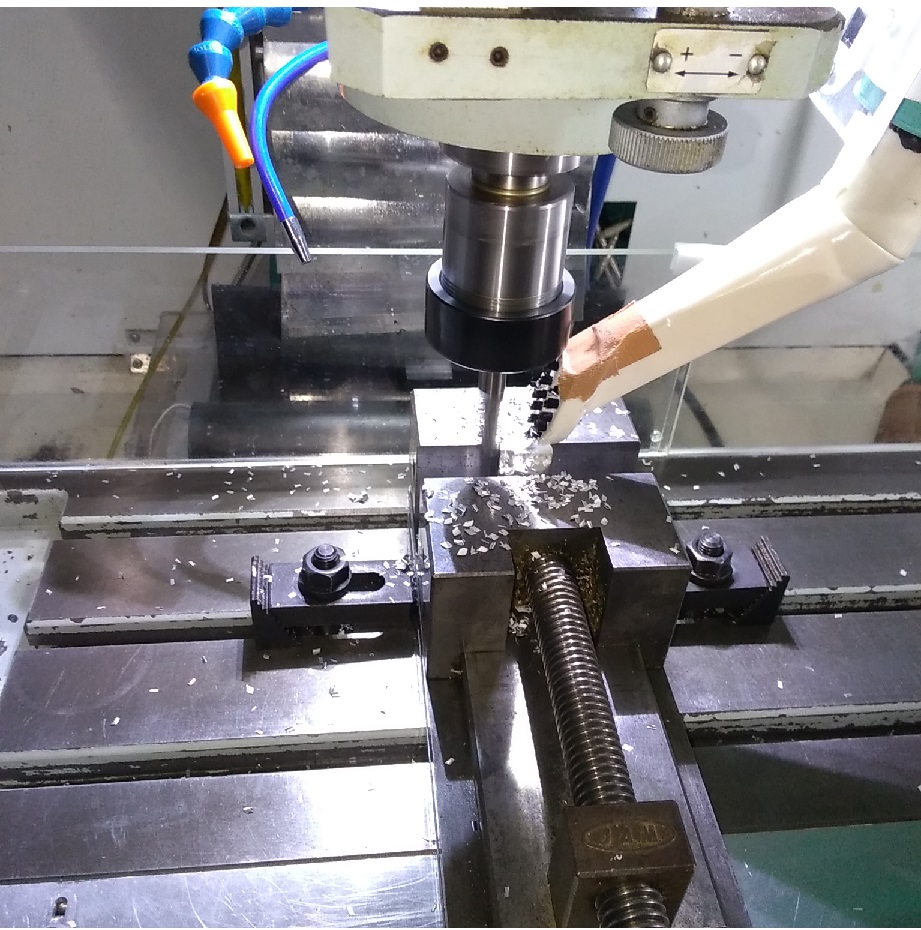
写真は、集塵機で吸い込んだ様子です。
この形態のため、集塵機で全ての切子は吸い込めません。
ただ、一挙両得でして、
伸縮ホースを仕込んだので、
ホースを伸ばして、テーブル周りのごみも吸い取れるようにしました。
オイルクーラントの飛び散り 投稿者:
tsuzuki 投稿日:2019/01/25(Fri) 11:34
No.769
こんにちは
ちょっと前オイルクーラントシステムでは流量を増やせばほとんど飛び散りはないと書いてしまったのですが、
飛び散ってしまうこともあるようなので訂正です。
以前は3Rボールエンドミルを使っていました。これだと確かに飛び散りはほとんどありません。
2Rでも0.5Rでも飛び散りませんでした。
しかし今回6Φフラットエンドミルを使いましたら飛び散りました。
これはクーラントがエンドミルに絡みつくように流れ、ボールエンドミルでは先端に向かうほど径が細くなり、周速が遅くなるため飛び散らず、
フラットエンドミルでは先端部でも周速は変わらないので飛び散ってしまったのかと考えています。
回転させた途端にびゃーっと飛び散りびっくりしました。
クリアファイルで隔壁を作り何とか飛び散りを抑え込んでいます。
クーラントをたっぷり流した時の切削面のきれいさは飛び散りを抑える苦労を十分補ってくれるものです。

Re: オイルクーラントの飛び散り -
Kow 2019/01/28(Mon) 12:24
No.779
クーラントシステム、いいですねえ。
管理面が大変かな、と思いドライ切削専門ですが、意外とスライドテーブル上はコンパクトにまとまるのですね。
液体の飛び散りは心配ですがしっかりガードすればOK、それで切削面の状態が向上するなら、試したくなります!
エンドミルによって飛び散り方が異なるというのは面白いですね。
貴重なレポートありがとうございます。
Re: オイルクーラントの飛び散り -
TR 2019/03/18(Mon) 20:35
No.809
tsuzukiさん、こんばんは。
排油回りの仕掛け拝見させていただきました。
フライス盤のテーブルに、アルミトレイとワークを
セットで固定されていますね。
こんな方法もあるんですね。
トレイから出ている排油ホースは、テーブルと一緒に左右前後に
振れているんでしょうね。
自分は、長い事、給油~排油の経路が、
何かいい方法がないかと、未だに纏まりません。
で、切子対策だけでもと思い、
最近になって、やっと切子ガードに着手しました。
写真は、紆余曲折して、実現まじかのイメージです。
切子ガードに望んだのは、
フライス盤のテーブルに乗せても、しっかりと固定され、
且つ、外したいときは、ガバット外れるようにしました。
FUSION360のレンダリングでやってみました。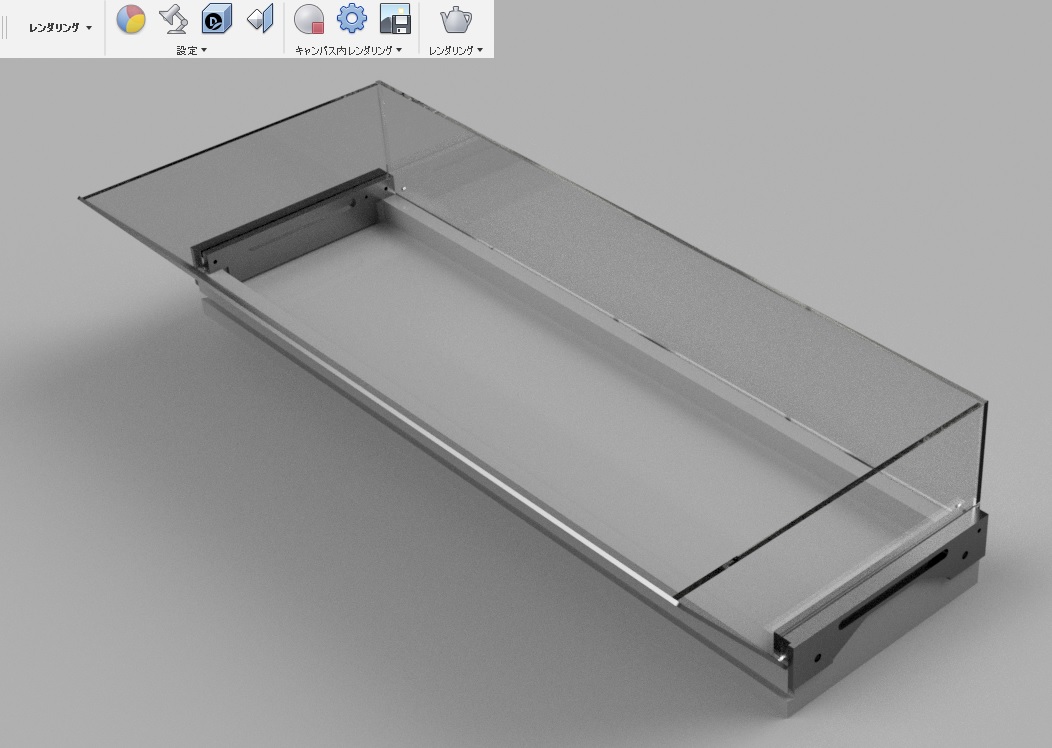
Re: オイルクーラントの飛び散り -
TR 2019/03/27(Wed) 19:51
No.810
漸くにして、切子ガードが完成しました。
トルクヒンジを使って、手前側の壁は、任意の位置に固定できるようにしました。
手前側の壁は、水平になりますので、バイスの固定も可能です。
そして、マグネットキャッチにより固定できます。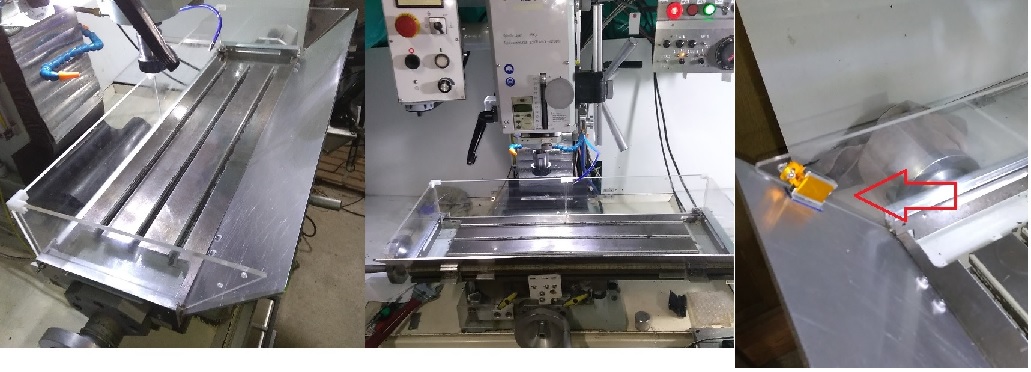
Re: オイルクーラントの飛び散り -
tsuzuki 2019/03/29(Fri) 11:25
No.812
TR さんこんにちは
切り子ガードかっこいいですね~。
私のお菓子の缶の蓋とクリアーファイルでのやっつけ仕事とは雲泥の差。
私のはとりあえず用はなしていますが、見栄えという点では何ともお粗末なのが歴然ですね。
せっかくここまで作られたのですからぜひクーラントを使ったシステムにしてみてください。
ジャバジャバ流した時の切削面の良さと切り子の飛散ゼロは捨てがたい魅力です。
そして何十時間も動かしっぱなしにしても切り子を咬むことはありません。
すでにミストあるいはエアーの配管はされているようなのでもう一息頑張ればオイルクーラントシステム完成ですから。
私のフライスは200時間ほど動いたところでÝ軸の軸合わせがいい加減だったことが災いし、脱調を起こすようになってしまい、現在再調整中です。
Re: オイルクーラントの飛び散り -
TR 2019/03/29(Fri) 19:57
No.813
tsuzukiさん、レス有難うございます。
やっつけ仕事でも何でも、稼働しているのですから、
私とは、雲泥の差です。
自分は、クーラントと、ブロワー、そして今回の切子ガードまでは
何とかなりましたが、、、
排油ラインをどうしようかと迷っています。
フライス盤のテーブルは移動するので、
テーブルから排油すると、必然的に排油のパイプを設けなければなりません。
そうなると、排油のパイプがテーブルと一緒にフラフラ移動してしまいます。
それでもいい物かと迷っています。
しかも、排油の為に、フライス盤のテーブルに穴を開けなければなりませんよね~。
これは、ちょっと辛い感があります。
出来るものなら、フライス盤のテーブルにオイルだまりを設けて、、
そのオイルだまりに小さなポンプを設けれたら、
上手くいきそうなのですが、
しかし、そんな小さなポンプがあるのだろうか??
Re: オイルクーラントの飛び散り -
TR 2019/03/29(Fri) 20:00
No.814
集塵装置も必要でした。
Re: オイルクーラントの飛び散り -
tsuzuki 2019/03/30(Sat) 11:46
No.815
TRさんこんにちは
>排油ラインをどうしようかと迷っています。
私は写真にも写っていますが、シリコンパイプで排油しています。テーブルが動きますが排油パイプの先端はテーブルから離れているので
小さな味噌擂り運動をするだけです。この味噌擂り運動のおかげで切り子が一か所にたまらず分散されてかえって好都合です。
半日くらいならほっておいても大丈夫です。それ以上になると切り子が山になり排液がうまくいかなくなり、クーラント量が減って飛び散ったり、
お菓子の缶の蓋からあふれたりしてしまいます。
添付写真のようにテーブルのハンドルと反対側に受けをつけてはどうでしょう。これならテーブルの加工はほんのわずかですし、
テーブルの可動域の制限も起きません。
ポンプは私はmonotaroで買ったものを使っていますが、ギアーポンプを自作すれば相当小さくできますよね。
エンジン組み込みのギアーポンプはキャラメル大です。
はじめはギアーポンプを考えたのですが、とりあえずすぐ切削がしたいので既製品を使ってしまいました。
クーラントシステムの別のいいところは切り子が一切飛ばないことでしょうか。
周りの掃除はほとんど必要なしです。 もっともどうかするとオイルが飛び散りますが。
これは水分が飛んでしまえばあとはわずかなオイルが残るだけなので今のところ私のところでは問題起きていません。
錆は全くでないものですね。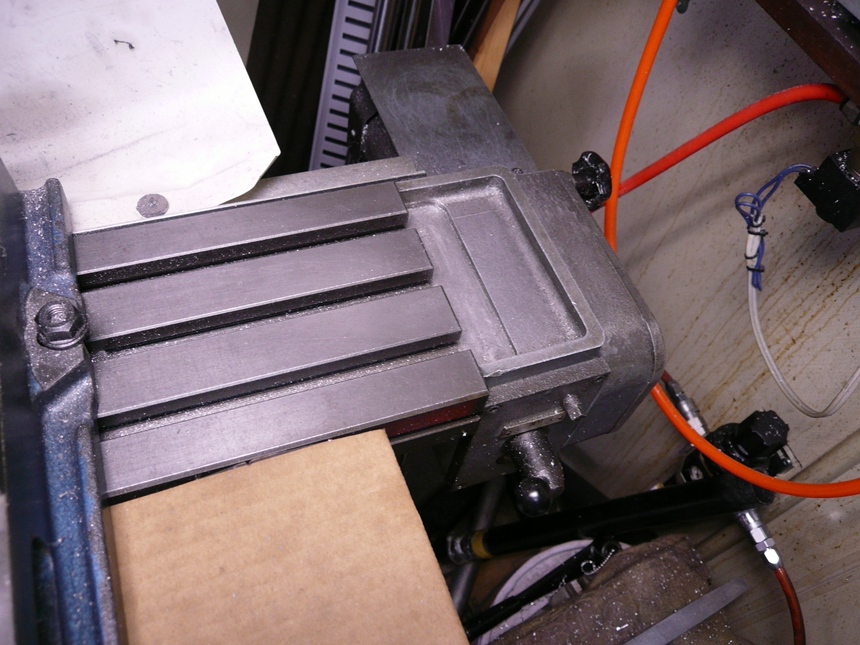
Re: オイルクーラントの飛び散り -
TR 2019/03/30(Sat) 20:04
No.816
tsuzukiさん、こんばんは。
>シリコンパイプで排油しています。テーブルが動きますが排油パイプの先端はテーブルから離れているので
小さな味噌擂り運動をするだけです。
排油ラインは、
テーブルのオイルだまり~ギヤポンプ~排油パイプ~床
味噌擂り運動の排油パイプから出た排油は
床へ直接落ちているのでしょうか?
写真の赤枠内が長方形に削って掘り下げているようですが、
オイルだまりになさっているのでしょうか?
ギヤポンプをモノタロウで探しましたが、見つかりませんでした。
アマゾンの↓が、モノタロウで買った商品と同等ですか?
https://www.amazon.co.jp/Hilitand-12V-ZC-A250ミニ自己プライミング腐食耐性DCギヤ水注水ポンプ/dp/B07DHFBHH5/ref=sr_1_26_sspa?__mk_ja_JP=%E3%82%AB%E3%82%BF%E3%82%AB%E3%83%8A&keywords=%E3%82%AE%E3%83%A4%E3%83%9D%E3%83%B3%E3%83%97&qid=1553942747&s=gateway&sr=8-26-spons&psc=1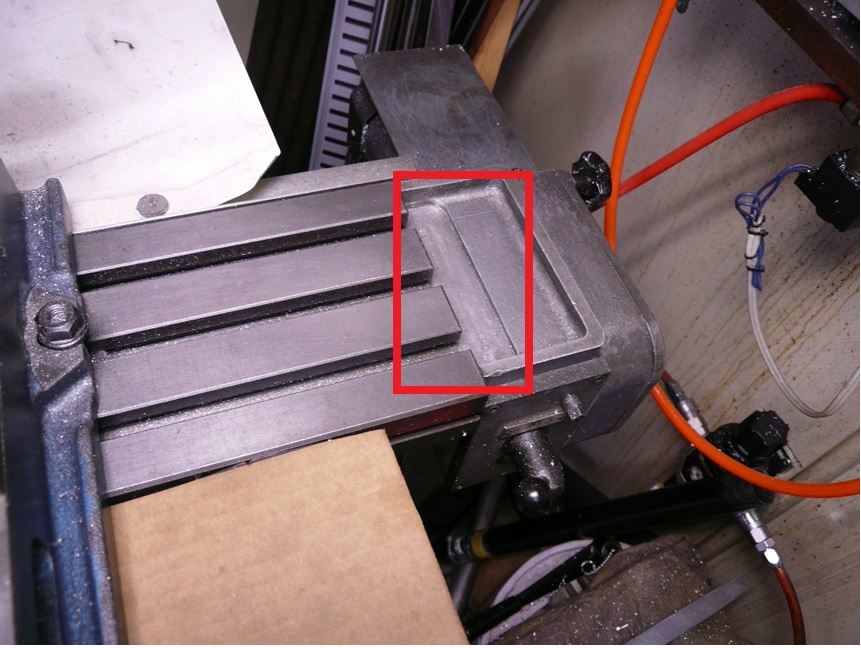
Re: オイルクーラントの飛び散り -
tsuzuki 2019/04/01(Mon) 15:36
No.819
TRさんこんにちは
私の説明が言葉足らずで下、申し訳ありません。
>写真の赤枠内が長方形に削って掘り下げているようですが、
>オイルだまりになさっているのでしょうか?
これは別のフライスのテーブルの写真なのです。こんな風にすればここをオイルだまりにできるな~
といった一例として載せました。この部分はまさにオイルだまりだと思います。初めからついていました。
ただこの機械はミスト装置がついているだけでまだクーラントシステムが導入されていません。
ですからこの部分は活用されていません。
CNC化されてクーラントシステムがついているフライスの受けはお菓子の缶の蓋です。
>テーブルのオイルだまり~ギヤポンプ~排油パイプ~床
>味噌擂り運動の排油パイプから出た排油は
>床へ直接落ちているのでしょうか?
さすがに垂れ流しにはできないので下のほうにフィルターと貯留槽をつけて、ポンプで循環しています。
写真がその部分です。トライアック(秋月のキット)で流量を調整できるようにしてはありますが、
常にフルで動いていますのでこれは必要ないですね。流量を絞ると飛び散ります。
ポンプはmonotaroで買ったこれです。
https://www.monotaro.com/p/0718/3452/?displayId=5
小型のギアーポンプは市販品はないのではないでしょうか。自作するのはそれほど大変ではないですが、モーターのトルクとか流量
のテストなどいろいろしなければならなくなってしまいます。とりあえずすぐ稼働したかったので市販品を利用しました。
オイルクーラントシステム専用のもっといいポンプもありますが、高いので(2万以上)今回はこのポンプを使いました。
旋盤にはこの高いほうのポンプがついていますが、さすがに専用品で高信頼性です。
ただ旋盤ではオイルの飛び散りが激しくて、どうしても必要な時以外はミスト切削をしています。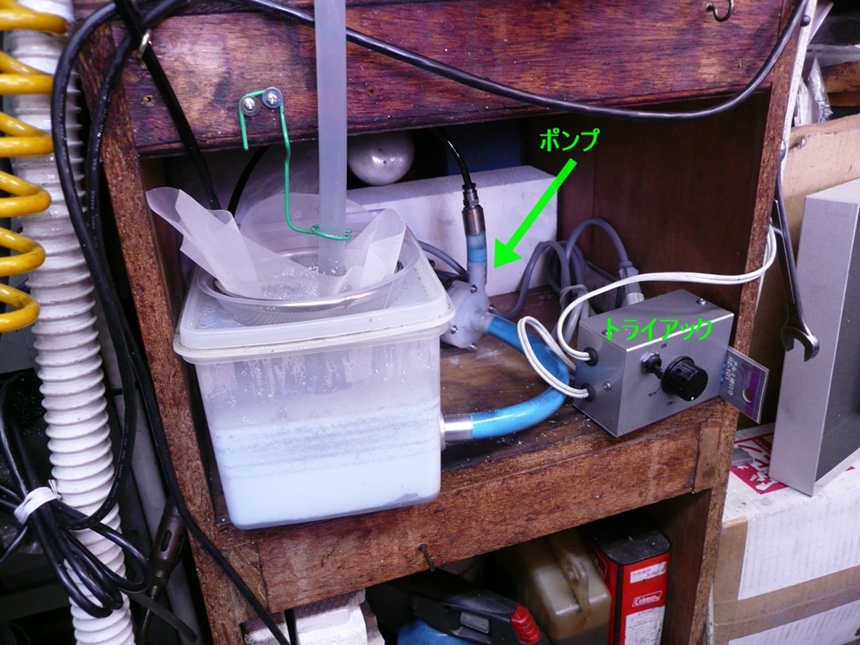
Re: オイルクーラントの飛び散り -
tsuzuki 2019/04/01(Mon) 16:01
No.822
補足です。
7~8時間連続運転した時の切り子の量です。
上の受け皿にも相当量残っています。
これ以上連続運転すると切り子がホースにつまり、受け皿からオイルがこぼれ、なおかつ貯留槽内の液面が下がり
流量が減少してしまい、周りに飛び散ります。相当悲惨です。
ということで一晩放置の切削は今のままではできません。
フィルターと貯留槽を大きくすれば解決できるのですが、スペース的にきつくて現状で我慢しています。
Re: オイルクーラントの飛び散り -
TR 2019/04/01(Mon) 18:59
No.825
槽に落とす方法は、感心しました。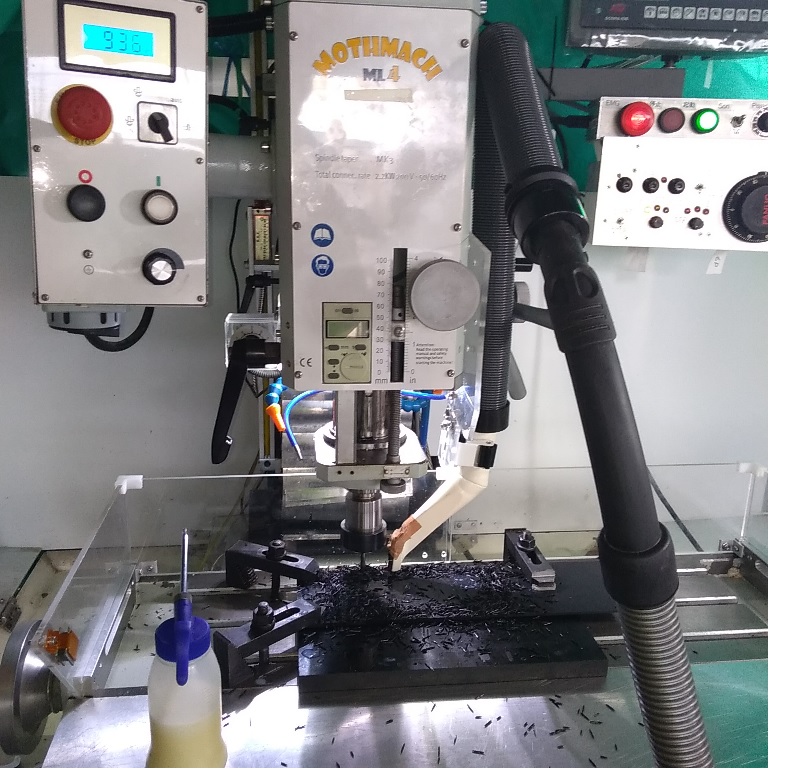
完成品 投稿者:
tsuzuki 投稿日:2018/11/30(Fri) 17:57
No.747
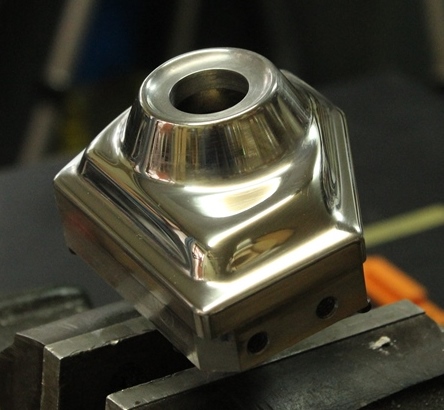
研磨を終えたものです。
Re: 完成品 -
Kow 2018/12/01(Sat) 01:19
No.748
tsuzukiさん、こんばんは。
いやあ・・・なんと申しますか、凄いもの作っちゃいましたね。
CNCと手加工の究極の集合体。とんでもない世界に行ってしまいましたね。
ただただ、圧巻。しかもこれに火が入って動くなんて・・・
ひたすら衝撃、です!素晴らしい!
CNCでいろいろメールでやり取りさせて頂いていた頃が懐かしいです(笑
Re: 完成品 -
tsuzuki 2018/12/01(Sat) 10:58
No.749
Kowさんこんにちは
今回のも苦労しました。。
>CNCでいろいろメールでやり取りさせて頂いていた頃が懐かしいです
Kowさんのアドバイスがなければここまで来られませんでした。
機器の購入から始まってGコードの解説まで、手取り足取り。
刃物のかわりにチャッキングしたつまようじが折れて飛んで行ったり、冷や汗ものも何度もありました。
そのたびに適切な助言をいただけたからこそです。
感謝しています。
切削完了 投稿者:
tsuzuki 投稿日:2018/11/30(Fri) 17:55
No.746
こんにちは
下のスレッドに書いたfusion360, cnc 切削が完了しました。
そこそこきれいに削れたようです。
円弧切削は等高線切削を入れるべきかもしれないと思いました。
切削時間は30時間をちょっと切るくらいでした。

fusion360 投稿者:
tsuzuki 投稿日:2018/09/27(Thu) 10:25
No.732
3D CADの必要性に迫られAUTODESK のfusion360を使い始めました。
個人で非営利目的なら無料で使える、CAM機能も持っているという優れものです。
ツールパスも表示されますし、シミュレーション切削は見ているだけでも面白い。
これが無料で使えるなんて幸せな時代になりました。
写真は左からfusion上でシミュレーション切削したもの、その隣は実際ウレタンで切削したもの、
今回新たに作ったクーラントシステムを使って切削テストをしている様子、
ある程度(といっても2時間くらい)切削をしたものです。
被削材は10㎜くらいの厚さしかない7075の端材ですが結構きれいに切れています。
この段階で2時間超えています。全過程はUSBCNC 上では30時間以上と表示されます。
材料も刃物も高価で失敗は許されないのでなかなか本切削に挑めないでいます。

Re: fusion360 -
Kow 2018/09/30(Sun) 13:59
No.733
tsuzukiさん、こんにちは。
すでに素敵な3D図面?を書かれていますね、流石です!
クーラントシステムも凄いですね。液体の飛び散りは室内で使えるレベルでしょうか?
試してみたいと考えて、すでに10年くらい経っています^^;
30時間マラソン切削、楽しみにしています!!!
Re: fusion360 -
tsuzuki 2018/09/30(Sun) 19:51
No.734
Kowさんこんにちは
>液体の飛び散りは室内で使えるレベルでしょうか?
流量をたっぷり流せば全くと言っていいほど飛び散りません。
エンドミルに巻き付くように流れます。
少なくすると飛び散るようです。それでもテーブルにはねる程度。
私の場合被削物の向こう側には数ミリしか余裕がないので、向こう側にはクリアーファイルで作った壁を小さなクリップで立てています。
横及び前は何も無しですが飛び散りはほぼゼロです。
切削面は非常にきれいで、今までと違う世界を味わえました。
おすすめです。早くやればよかったと思います。特にアルミ切削にはいいように思うのですが。
Re: fusion360 -
tsuzuki 2018/09/30(Sun) 19:53
No.735
追伸です。
後ろ側のクリアーファイルにくっついているキリコは流量を極端に絞ったときに飛んでくっついたものです。
写真の状態では全く飛散はしません。



