Re: とりあえず手持ちの材料で・・・ -
tsuzuki 2020/01/14(Tue) 16:26
No.917
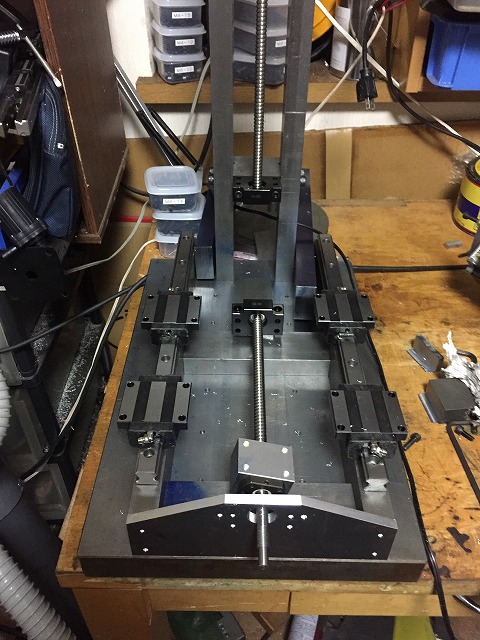
早いですね〜、もう定盤には穴があけてあるし。
あとはリニアガイドをつけて直角出しをすれば・・・
DROの取り付けで旋盤やフライスの側面や裏面に潜り込んで主尺と
レールとの平行度を全行程で0.02以下にしろなんて作業から比べたらもともと平らなところですから
楽勝ではないでしょうか。
ボールねじ、リニアガイドなのでアリ溝調整もないし、バックラッシュ補正もほとんどないに等しい。
もうできたようなものですね。
Re: とりあえず手持ちの材料で・・・ -
kow 2020/01/15(Wed) 08:07
No.918
>もうできたようなもの
頭の中では!
図面も引かないで作ってるので試行錯誤が多いです。
定盤の穴も開け直しになりそう、、、とにかく頑丈な作りにしたいですね。
リニアガイド は古いですがいいものを選んだので、いい成果を期待しちゃいます。
コレでダメなら主軸ですね。現時点ではXー1の主軸をごそっとそのまま移植する予定です。
一気に完成させたいです、お楽しみに?^_^
Re: とりあえず手持ちの材料で・・・ -
tsuzuki 2020/01/16(Thu) 16:32
No.920
せっかく作るのですから、主軸も変えてみては?
2万くらい回るスピンドルをおごってみるのはどうでしょう。
作業時間が大幅に減らせるようです。
主軸を選択できる自由度に関しては今がチャンスだと思うのです。
結構お高いのが問題かと思いますが、かける時間と労力を考えたらそんなに高くないようにも感じます。
高速軽負荷が時流だそうです。
今の機械は高剛性、大トルクマシンとして残して・・・
Re: とりあえず手持ちの材料で・・・ -
kow 2020/01/20(Mon) 23:59
No.925
Re: とりあえず手持ちの材料で・・・ -
キノカグ 2020/01/21(Tue) 11:40
No.926
Kowさん tsuzukiさんこんにちは、
スピンドルモータは軸とコレット直結なので、回転がスムーズです。
0.01以下の振れということですが、アンギュラベアリングなので大丈夫だと思いますよ。
年末にアマゾンのRATTMMOTORの2.2Kwを片方に付けましたが、具合よく回っております。
ただ2Pのモータなので低速回転のトルクはないです。12000回転以下は小径工具でないとダメですね・・・
木材加工なら高速側しか使わないので問題ないです。
300HZ以上は風切り音がちょっとうるさいです。
以前のマシンの動画に載せた円筒形の空冷2.2kwは、なぜか300HZで2Aしか流れない省エネスピンドルでした。
おおよそ200時間加工に使っておりますが、まだまだ元気です。
音も空運転の場合は、扇風機の強運転程度の音の方がうるさいかもしれません。
先週、米Amaで4kw ER25スピンドル頼んじゃいました。
今のところ、大は小を兼ねるということで〜
鉄加工用に低速スピンドル+アルミ・木工用に高速スピンドルの二軸仕様はいかがでしょうか??
Re: とりあえず手持ちの材料で・・・ -
tsuzuki 2020/01/22(Wed) 11:59
No.927
Kowさんこんにちは
私はこの方のサイトを見て主軸を高速化したいと思いました。
https://jisaku-koubou.com/archives/2674
何とか手の届く範囲で2万回転を実現できそう。
ナカニシのスピンドルじゃ手が出ません。
今は4300回転が最高、2万だと4倍くらいなので30時間の作業時間が10時間以下で終わる。
クーラントを使い CNC軽負荷切削だと超硬の刃物はほんとに長寿命だということを実感しました。2万回転も超硬なら問題ないでしょう。
ただテクノモーターのものは結構うるさいようですね。
スピンドルに関してはJIMさんの記載がとても興味深いです。
http://www.eonet.ne.jp/‾micro/kumitate.html
もう退職されましたがプロです。
主軸の組み立てにはこれほどの注意が必要なのだと認識を新たにしました。
高速化は費用も掛かりますが、もう一度作りなおすことはないのではないでしょうか。
今がチャンスなような気がするんですけれど。
もっとも私は使ったことがないので騒音や主軸のブレなどがどの程度悪さをするのかわかりません。
(無責任だな〜)
Re: とりあえず手持ちの材料で・・・ -
kow 2020/01/22(Wed) 12:23
No.928
キノカゲさん、tsuzukiさん
情報ありがとうございます!
かなり、その気になっています。が、どれくらいの出力が必要か、悩んでいます。
https://jisaku-koubou.com/archives/2674
は私も拝見しました、その中で
・写真の下には「TeknoMotor NC35-A 0.33KW-18000RPM」と、0.33kwと書いてある。つまり、330wですよね。
・インバータの選択には「400Wまでの三相モーターに対応するインバータです。」とかいてある。400wを動かせるなら、330wは動かせますよね。
なのに、
・「パラメータの設定」の「スピンドルの仕様書」には「出力:3.3kw」と書いてある。つまり3300wですよね・・・。
どの数値が正しいのでしょう?0.33のミスタイプかな?
今三相400wを使用しているのですが、パワー不足は感じません。できれば手持ちインバータを使用したいところですが、どれくらいの出力が
必要なのか・・・私が書き込んだAmazonのモータは(ラットモータってURLに書いてありますが中身はテクノと一緒?)2.2kwでオーバースペック
のような気もします、インバータも買いなおしは辛いかなあ。
Re: とりあえず手持ちの材料で・・・ -
OKA 2020/01/23(Thu) 18:12
No.929
kowさん
こんにちは。ちょうど、RATTMMOTOR-CNCルータスピンドルモータ-24000rpm をテストしたところで、
タイムリーだったので素人ながら感想を。
自分は、アルミ材を出来るだけ乾式・・・無理ならミスト仕様で加工したくて、高速回転のモータを
選定しました。まだ削ってはないんですが、動作確認は終わりました。
はじめは、自分も『やたらカラカラをウルさい』と思いました(汗
色々とテストして、三菱のちゃんとした2.2kwのインバータも購入して動かしたところ、低速回転だと
うるさいけど、高速だと静かに回ることがわかりました。感覚だと18000程度を超えると、すっと
静かになるイメージです。約3秒で20000まで上げて起動できて、軸精度も悪くないと思いました。
コレットは軸に直付けで、イモネジ固定ではありませんでした。中の構造はわかりませんが。
あとは、耐久性がどうか、ってところですねー。
ほんとに素人に毛が生えたレベルなので、参考までに。。。
Re: とりあえず手持ちの材料で・・・ -
tsuzuki 2020/01/24(Fri) 11:59
No.930
Re: とりあえず手持ちの材料で・・・ -
tsuzuki 2020/01/24(Fri) 15:55
No.931
Re: とりあえず手持ちの材料で・・・ -
tsuzuki 2020/01/24(Fri) 17:50
No.932
Re: とりあえず手持ちの材料で・・・ -
キノカグ 2020/01/29(Wed) 21:06
No.935
Kowさん tsuzukiさんOkaさんこんばんは、
必殺の4kwが届いたので画像を上げますね
規定周波数300Hzの無負荷運転時 3.6Aでした。
220Vなので100V換算で800Wですか??
RATTMMOTORの2.2Kwよりも電流値が少し低いです??なぜかはわかりませんが・・・・
スピンドル本体には定格11Aと書いてあるんですが、そんな負荷を掛けたらワークが飛んでいきそうです。
主軸シャフトが太い分だけ安定した切削ができそうで楽しみです。
出力が大きくなっても騒音レベルは変わらないでね、今回のモノは冷却ファンが250Hzを超えるとうるさいです、
何かサイレンサーを検討します。
主軸はZ方向しか動かないのなら、2.2kwくらいのスピンドルもいいと思いますよ、
2Pの高速モータは低速がスカスカですから、大きめならスカスカながらも余裕があるかもしれませんね
Re: とりあえず手持ちの材料で・・・ -
Kow 2020/01/30(Thu) 12:50
No.936
キノカグさん、こんにちは!
>必殺の4kwが届いたので画像を上げますね
来ましたね!インバータも高かったのではと思いますが・・・。
>規定周波数300Hzの無負荷運転時 3.6Aでした。
>220Vなので100V換算で800Wですか??
ドライヤーより低いくらいですね。不可掛かってどうか、ですがウチでもブレーカーおちないな、これなら。
>主軸シャフトが太い分だけ安定した切削ができそうで楽しみです。
これいいですよね。ちなみにコレットの型式はなにか、教えて頂きたいです。
やっぱり2.2kwくらい欲しいですね。自宅のエアコン用コンセントを200vに変えてそこから電源とろうかな。
私は今、コラムの精度出しで悩みまくっています。
門型にすればよかったかなあ。そうすれば30cm×30cmくらいの加工範囲がとれたかも・・・
Re: とりあえず手持ちの材料で・・・ -
Kow 2020/01/30(Thu) 16:49
No.937
OKAさん
こんにちは、お返事遅くなりました。RATTMMOTOR-CNCルータスピンドルモータ、感想ありがとうございます。
>低速回転だとうるさいけど、高速だと静かに回ることがわかりました。
いいですね、それなら何とか自宅でも使えるかもです。
>コレットは軸に直付けで、イモネジ固定ではありませんでした。中の構造はわかりませんが。
コレットがイモネジのものは別製品みたいですね。違うようでちょっと安心材料ですね。
実際に削られましたら、ぜひまたご感想お願い致します!
Re: とりあえず手持ちの材料で・・・ -
キノカグ 2020/02/03(Mon) 23:13
No.938
Kowさんこんばんは、
返信が遅くなりました、
先週、4KW/ER25を取り付けてみました。
追加のマウントプレートと新しいヘッドでプラス7kgの重量アップですが圧倒的な切削力は気持ちがいいです!
木工用の主軸として
ER11は軽トラック
ER20は2t車
ER25は4t車
ER32は大型トラック
みたいな感じでしょうか〜
rattommortor2.2kwもコンパクトでなかなか良かったです、
この手のスピンドルは4種目ですが、どれも始動から400hzまたは300hzまで問題なく回って
ノイズは低ければ静か、回せば回すほどファンのノイズがうるさくなります。
高回転で静かになるようなものは私が使ったモノの中にはなかったですね、
ファンがよく回り冷却効果の高いもの程、うるさいです。
ファンノイズなので、吸気口を手で押さえると、モーターそのものは非常に静かなものですよ。
右軸のφ80の空冷はファンがあまり効かないので400hzでも静かで気に入っております。
しかも400hzで1.4Aで駆動してます。
負荷はかかっても電流値は殆ど変わらなかったです
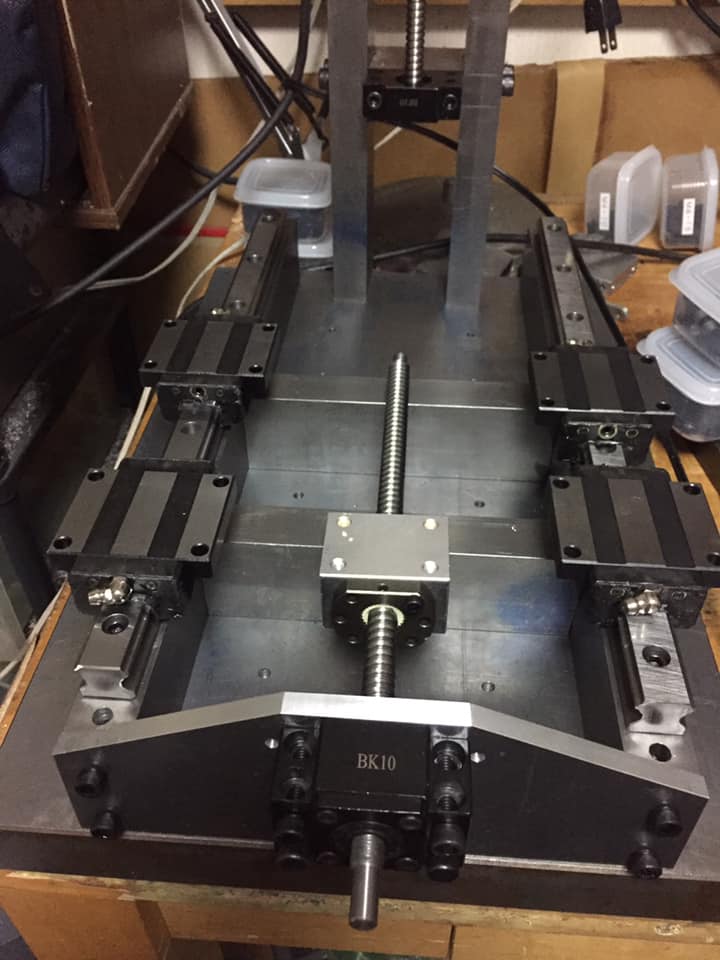
CNCの組付け精度についてですが、画像左の左のモノのようにレーザー加工屋さんでいつもカットしてもらっています。
レーザーでポンチ(ピアス)するので、ケガキなしで穴あけ組付けできますので、楽ちんです。
汎用加工なので、ご近所の加工屋さんで見積もりを取ってみてはいかがでしょうか!?
今回のモノは SS材 9t300×120でたぶん¥2,000いかないと思いますよ。
しょっちゅう頼むので、ローターリー研磨はオマケしてもらいました。
今回の改造でインバータを色々いじって判ったのが、基底周波数と電流値・電圧の関係が興味深かったです。
必要なトルク以下で回っている場合は、基底周波数を高く設定すると、
それ以下の周波数では電流・電圧共に低く抑えられる事が判りました。
あくまでも余裕のある場合に限ってですがー
Re: とりあえず手持ちの材料で・・・ -
OKA 2020/02/06(Thu) 09:03
No.939
kowさん
こんにちは。また進展したら報告させて頂きますね。
私の環境では、中国のメーカーさんが色々と安くって、図面引いた部品を加工してもらっています。
が。。。。新型コロナウイルスの影響ですね。完全にストップしてしまって、入荷の目途が立って
ません(涙
早く入ってこないかなぁー。。
キノカグさん
この二刀流! これかっこいいですね! 1台組んでうまく動いたら、マネしたいなぁーと思ってました。
まずは普通に3軸ですけど(汗
RATTMMOTORの2.2Kwですが、はじめての1台目でした。低速だと、ファンの他に、カラカラ?みたいな
金属がすれるような音が若干聞こえるんです。高速になるとそれが無くなります。
なんだか、状況が違うようですね。。。いささか心配ですけど、ちょっとこちらも様子をみてます。。
Re: とりあえず手持ちの材料で・・・ -
Kow 2020/02/07(Fri) 15:22
No.940
キノカグさん
お返事ありがとうございます!
>先週、4KW/ER25を取り付けてみました。
>追加のマウントプレートと新しいヘッドでプラス7kgの重量アップですが圧倒的な切削力は気持ちがいいです!
4kw、凄いですね〜
私のX-1は純正の80wのあまりの非力さに失望して三相400wに変えて、そのパワーで圧倒されていますがそのさらに10倍ですかっ!!
木工・金工の違いはあれど私は2.2kwで十分かな?と思っています(もう買う気になってる・・・
>ノイズは低ければ静か、回せば回すほどファンのノイズがうるさくなります。
>高回転で静かになるようなものは私が使ったモノの中にはなかったですね、
個体差なのか製品差なのか?ファンが音源であれば工夫しだいで抑えられそうですね。
>CNCの組付け精度についてですが、画像左の左のモノのようにレーザー加工屋さんでいつもカットしてもらっています。
レーザーカット、ワイヤーカット等外注を駆使すべきなのでしょうね。一度ネットでワイヤーカットをお願いしてその精度
にびっくりした記憶があります。最近なかなか時間取れないので、それも考えたほうがよさそうですね。
ハイスピードスピンドルモータの情報はあまりないのでとても参考になります。ありがとうございます。
さて、2.2kwで検討開始しますか!
Re: とりあえず手持ちの材料で・・・ -
キノカグ 2020/02/07(Fri) 20:44
No.941
KOWさん OKAさん こんばんは
2.2kwはYオク行きになりました。
思ったより見ている人がいるようです。
中国製で4Pのスピンドルがあればいいのですが、ATCスピンドルしか4Pは無いですね。
USBCNCのマクロがうまく使えて、資金があればATCにするんですがね・・・
AmazonのRATTOMMORTORでも、4.5kwのATCは以前25万円で掲載されていましたが、無くなってしまいました。
まあ、もうしばらく様子見です。
スピンドルのカラカラ音は何でしょうかね?? 返品交換してみてはいかがでしょうか?
中国業者でも対応してくれるかもです。
以前にスピンドルの返品交換したことがあります。
外注は、去年ワイヤカットの加工業者に依頼をしたことがありますが、工賃は高めでした。
レーザーに普段から慣れているので、、10倍くらい取られて感じです・・・
先日のSS材の板は結局1300円でした。
鉄を削る場合は工具の周速が遅いので、回転数を下げて使うことになると思いますが、その辺は皆さんの方がノウハウがありそうですね
私は、真鍮を一度だけ削ったことがある程度なので〜
KOWさん2.2kwレビューお願いしますね!