どのような制御のシステムを組むべきか 投稿者:
ひょい 投稿日:2021/09/12(Sun) 15:07
No.1683
みなさま、初めまして
必要から自作CNCを構築したくて情報を探してます。
用途は旋盤加工用の刃物台の制御です。
旋盤モードを使いたくて勝手にmach3かなとおもっていますが、同様のことをされている方はいらっしゃいますかね?
テーブルなどメカ部分は自分で組み入れできると考えていますが
電気的な知識が必要な制御盤の作成と初期設定はやはりハードルが高い印象です…。
mach3についてまだ詳しくなく、また
旋盤のCNC化なので、思うように資料が集まりません。
旋盤につきXZの2軸でも動くはずですが、主軸回転数やオンオフなどももし制御できればうれしいです。
角度の割り出しがあるので主軸はステッピングモーターで考えていますが、柔軟に選べるものでしょうか?
特にねじ切りが同期おくりでできるようになればうれしいです。
中国製のステッピングモーター、マッハ3コントローラー、ドライバー、電源のセットもかなり格安で
出回っているのも知ってはいますが、できれば信頼性の高いシステムが希望です。
まずどのようなシステムを組むべきか識者からアドバイスいただけたら嬉しいです。
決まっている条件として
使用環境としてはマイクロステップが使える微細な加工
(微少な位置決め、低振動で滑らかな駆動)
ということで、5相ステッピングモーター(オリエンタル)の使える基盤なのかという点です。
外部ドライバー対応であれば5相も動かせるようですが
国内のオリジナルマインドさんのものだと2相しか対応していないようですね。
ネット検索しても私の知識では判別難しい印象です。
世界のいろいろなメーカーがコントロールボードを作っていますが、お勧めのメーカーを教えてください。
この掲示板をみてWarp9社のESSはよさそうに思いました。
ただし、Mach4を選択するようにHPでは強く勧めており、大丈夫かなと思っています。
あとBOBボードともつなげられており、他に必要な機材は何になるでしょうか(何を買えばいいのか)?
あと
リミットセンサ(フォトマイクロ)等が使えたほうがいいとは考えています。
刃長はプローブで合わすのでしょうか?
あとは最低限、非常停止でもあればなとは思っています。
*纏めますと、
用途は旋盤の制御
オリエンタル5相モーターと純正ドライバの使用
主軸も角度制御できるステッピングモーターとドライバー
フォトマイクロによるリミット
プローブ
非常停止スイッチ
になります。
使用PCはデスクトップWINDOWS10です。
CAMはFUSION360に旋盤モードがあるようですので検討中です。
どのような制御のシステムを組むべきかアドバイス、宜しくお願い致します。
Re: どのような制御のシステムを組むべきか -
白 2021/09/16(Thu) 21:47
No.1684
こんばんは
私も最近旋盤のCNC化に取り組んでおり、
オリジナルマインドさんの装置の中にある制御基板である
Eding CNCを使っています。
他にご回答されている方もいらっしゃいませんので、
参考になるかわかりませんが、Eding CNCの場合について回答します。
オリエンタル5相モーターと純正ドライバの使用
→パルス列入力タイプであれば対応可能と思います
主軸も角度制御できるステッピングモーターとドライバー
→Eding CNCの説明書を読む限りですが、
主軸ステッピングモータも対応しているようです。
回転数同期制御はできるようですが、
位置同期(位置決め)制御ができるかは不明です。
フォトマイクロによるリミット
→フォトマイクロの種別等によりますが、可能です。
プローブ
→説明書を読む限り可能なようです。
非常停止スイッチ
→可能です。手元の基板で実装して動くことを確認しました。
使用PCはデスクトップWINDOWS10です。
→USB接続またはEthernet接続ですので、対応可能です。
CAMはFUSION360に旋盤モードがあるようですので検討中です。
→対応するポストプロセッサの有無によりますが、
G0,G1程度しか使わないのであれば適当なメーカーのを流用して、
出力されたプログラムを手編集すれば使えることは使えます。
主軸制御を考えられているとのことなので、
一般的にいうところのC軸切削とかそういうことがやりたいのかなと
推測しますが、、自分の知っているホビー用の範囲では
制御側で主軸/C軸切り替えを実装している制御基板は見つかりませんでした。
(BtoB向けなら、FANUCでも三菱でもSimensでも対応していますが・・・)
Re: どのような制御のシステムを組むべきか -
ひょい 2021/09/18(Sat) 00:50
No.1685
白さん、回答ありがとうございます!
同じく旋盤のCNC化に取り組まれているそうで、コメントありがとうございます。
旋盤ならmach3かと思っていましたが EdingCNCをすでに導入されているのでしょうか。。よければ構成を教えてください。
Eding CNCはUSBCNCとセットのイメージですが、採用の決め手は何かあったのか気になりますね。
制御盤の構成、モーターやドライバ類の構成はご自身でかんがえられたのなら、うらやましいです。
5相→パルス列入力タイプであれば対応
これは、大体の基盤は外部入力できるみたいで、信号受ければどういう機材かは問わないのだと理解しました。5相で進めれればと思います。
回転数同期制御はできるようですが、位置同期(位置決め)制御ができるかは不明→Eding CNCはそうなのですね。mach3も同様かもしれません。
ねじ切りの動画を見ていても、主軸の回転は一定速でずっと回転しており、バイトだけ動作が同期しているように思えました。
主軸/C軸切り替えはホビー系の基盤ではサポート外なのかもしれないですね。歯車等を切るため角度割り出しができればありがたかったのですが
そちらは外部入力をやめて
ステッピングモーター(オリエンタルモーター)のコントローラーに付属のソフトでもできないことはないようです。
主軸は回転数とオンオフぐらいしか制御することもないのかな?
制御盤からはフライス等では普通、インバーターへつなぐ場合がほとんどのようですが、ステッピングモーターへはどう接続になるのか、よくわかっていない状況です。
フォトマイクロによるリミット、プローブ、非常停止スイッチに関しても、コメントありがとうございます。
mach3に感じてですが、取り付けは各軸に原点一つのセンサーだけでもいいみたいですね。ソフトリミットが使えるようなので。
プローブは、刃物と素材へ電極を付けて使うのでしょうか。イマイチ理解できておりません。
CAMはFUSION360に旋盤モードがあるようですので検討中です。
→対応するポストプロセッサの有無によりますが、
G0,G1程度しか使わないのであれば適当なメーカーのを流用して、
出力されたプログラムを手編集すれば使えることは使えます。
↑ FUSION360ナシでもいけるということですかね? ポストがどういう感じで出てくるのか経験がなく、そのままでmach3が動くのか院敗しております。
とりあえず、引き続き情報収集します。
ありがとうございます。
Re: どのような制御のシステムを組むべきか -
白 2021/09/19(Sun) 23:30
No.1686
元々オリジナルマインドさんのKitmillシリーズを使っていて、
USBCNCに慣れていたので、その流れでEdingCNCを選択しました。
構成というほどに大したことはないです。
そのうち主軸もサーボ化するかもしれませんが現状では以下のような感じです。
PC―EdingCNC基板---中華ステッピングモータドライバ(X軸)
| |
| --中華ステッピングモータドライバ(Z軸)
パルスハンドル
ねじ切りの動画を見ていても、主軸の回転は一定速でずっと回転しており、バイトだけ動作が同期しているように思えました。
→おっしゃる通りと思います。
主軸/C軸切り替えはホビー系の基盤ではサポート外なのかもしれないですね。歯車等を切るため角度割り出しができればありがたかったのですが
→旋削加工と完全に別個で考えていいならば、主軸のステッピングモータ
(orサーボモータ)への入力信号源を主軸用とC軸用を用意して
手動で配線切り替えるだけでもいいのかも知れませんね。
主軸は回転数とオンオフぐらいしか制御することもないのかな?
制御盤からはフライス等では普通、インバーターへつなぐ場合がほとんどのようですが、ステッピングモーターへはどう接続になるのか、よくわかっていない状況です。
→旋盤でも基本的に一緒かなと考えます。
プローブは、刃物と素材へ電極を付けて使うのでしょうか。イマイチ理解できておりません。
→方式によるところがあるとは思います。挙げていただいた方法が最も一般的かと。
FUSION360ナシでもいけるということですかね?
→CAMとして使いたいならfusion360は必要です。
mach3は体験版があったと思いますので実際に試してみるといいのではないでしょうか?
以上、少しでもお役に立てたら幸いです。
Re: どのような制御のシステムを組むべきか -
ひょい 2021/09/22(Wed) 00:43
No.1687
ありがとうございます。主軸も今後はサーボ化されるのですね。精度を上げる意味でしょうか?
またUSBCNCの旋盤モードの使い勝手はいかがですか?
現状はステッピングモーターか何かで運用されているのでしょうか。
Machはスピンドルとしてステップモーターやサーボをセットアップできるようで、5軸目に割り充てるとか、mach系の海外掲示板には記載されていました。特にMach4ではエンコーダ信号(この場合ロータリータイプエンコーダ)を拾えるようで、お勧めされていました。たしかにねじ切りでも強いですね。mach3ではスピンドルと刃物送りの動作は厳密な意味での同期送りではないようです(ねじ切りはできているようですが。)。
主軸用は最初からロータリーエンコーダ積んでるサーボがよさそうですね。c軸用は角度割り出し等ように使うとかで、手動で配線切り替える。
ねじ切りはタイミングベルト駆動の旋盤でもきちんとセットすれば大丈夫そうです。主軸にモーターは同軸につけにくいので、タイミングベルトはきちんと処理しないといけませんが。
パルスハンドルは見ながらの作業には使い勝手よさそうですね。最小ステップで微細な動きに強そうです。私も微細な加工に興味あるのでCNC化を望んでいますが。
写真とか動画とか、またよければご紹介、自慢してくださいw
よろしくお願いします。
Re: どのような制御のシステムを組むべきか -
KOZO-M 2022/02/11(Fri) 17:29
No.1706
私の場合、XP Mach3 BOBは中華製(MKX4)、駆動はオリエンタル5相モーター、スピンドルは4092(RCモーター)水冷ジャケット
RCモーターをMach3でコントロールするに”RCブラシレスモーターESC用コントローラーG7”を使用しました。
装置範囲はX軸幅950mm Y軸幅1875mm Z軸590mmの範囲で金属切削は困難ですが、タイミングベルト(GT2 9mm)で駆動させています。
原点復帰や駆動範囲のリミットに光電式(EE-SX95)を使用していますが、発泡スチロールを切削した際とか、切削物が舞って、或いは飛んで緊急停止になった事があります。
盲点でした。この対策として、スイッチのスリットにマスキングテープを張ってカスの不意打ちから防御しています。
リミット突っ切る時はテープなんか関係ありませんからね。
バックラッシュは厄介で、2000mmボールネジは高価で無理、という事でタイミングベルトは縦で、カスの影響を受けにくくしましたが、2mのベルトは垂れ下がりました。しかし、3ミリ厚みのクッション材を下側に受けるようにして解消しました。
ボールネジはZ軸のみです。
オリエンタルモーターの5相ドライバー性能は凄いですよ。出来ることの多さに関心しました。
この掲示板を拝見するのは、5年ぶりかと またいつ来られるか分かりません。
私の経験が、少しでも役立てれば幸いです。
助けてー 投稿者:
ken 投稿日:2022/02/05(Sat) 23:17
No.1700
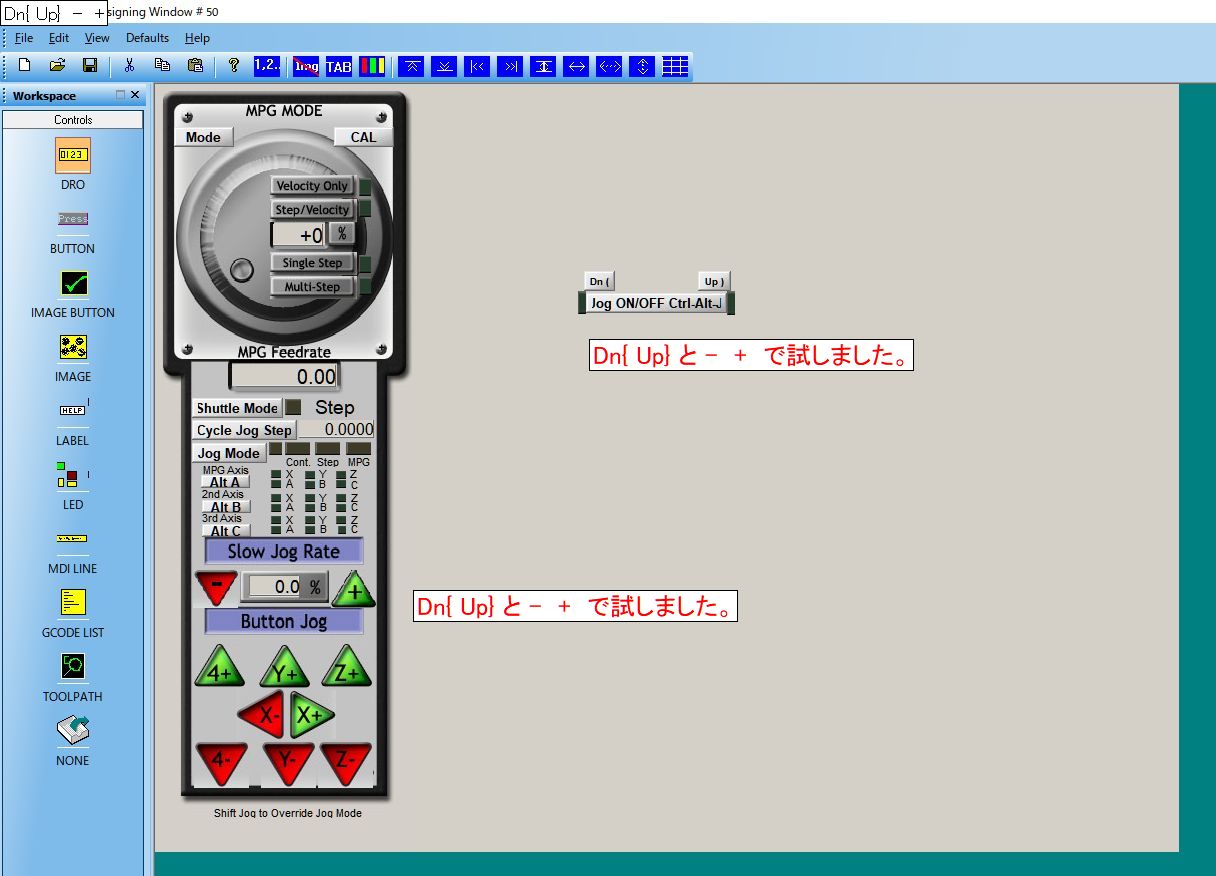
長年プリンターポートで使っていたXPが壊れてノートWin10に乗り換え
ゲームパット「エレコムJC-FU2912F」でJogスピードの設定だけ出来ません。
XPでは使えていたので、再起動やソフトの再インストール等々
出来ていたのが出来ないのはストレスで食事も喉を通りません・・・
何方かご教授おねがいします。
Re: 助けてー -
TR 2022/02/06(Sun) 11:58
No.1701
Re: 助けてー -
ken 2022/02/07(Mon) 10:58
No.1702
TR様 こんにちは。
XPの時はYUSAさんのHPを参考に構築出来ていました。
その後、片っ端からキーを変えて試したところ出来るようになりました。
どうしてか解りませんがキーの愛称が有るのでしょうか?
ありがとう。
Re: 助けてー -
TR 2022/02/08(Tue) 05:53
No.1705
>キーの愛称が有るのでしょうか?
自分は、手パを使っているので、分かりません。
誰かわかる方がいたらよいのですが。
手ぱなら、分かるのですが。
リニアスケールのデータで制御したいのですが。。。 投稿者:
沼野啓二 投稿日:2022/02/07(Mon) 18:55
No.1703
ステッピングモーターではなく(これはリニアではないんじゃないかな〜と)現在の単にインバーターで動く汎用フライスをCNC化したいと思いますがムチャですか?アドバイスをお願いします。
Re: リニアスケールのデータで制御したいのですが。。。 -
kow 2022/02/07(Mon) 23:15
No.1704
やってみる、しか答えはないと思います。
昇圧トランス 投稿者:
JIM 投稿日:2021/10/26(Tue) 20:13
No.1693
知り合いから大きいCNCフライス「3×6」を譲って頂いたのですが
単相200V使用で、私の住まいは古い建物で100Vしか使えません。
新たに単相200Vの電気工事を申請しようと思っていましたが
知人から1500W以内なら昇圧トランスを使ってみればと言われましたが
本当に大丈夫でしょうか心配です。
フライスの仕様はサーボモーター、高周波スピンドル合わせて1300Wです。
Re: 昇圧トランス -
kow 2021/10/29(Fri) 19:52
No.1694
JIMさん こんにちは。
私は昇圧して使用していますが、400wです。1,500wだとうどうなんでしょうね、正直お勧めはできませんし
大丈夫といえる人もいないと思います。
自己責任で、といえるかもしれませんが火災になりかねないものですから、、、
今のご自宅への引き込み状況次第ではありますが、かなり値段も下がっていると聞きます。私個人の意見としては、
業者さんに依頼して工事することをお勧め致します。
Re: 昇圧トランス -
JIM 2021/10/30(Sat) 07:47
No.1695
Kow様 おはようございます。
火災にでもなったら・・・
そうですよね、業者にお願いすることに決めました。
アドバイスありがとうございます。
Re: 昇圧トランス -
tsuzuki 2021/11/01(Mon) 11:34
No.1696
Re: 昇圧トランス -
Kow 2021/11/02(Tue) 11:42
No.1699
こんなトランスもあるんですね。
意外とお手頃値段で驚きました。
サイズ:270×250×220。大きいスイカくらいですか、迫力ありそう!
イグニションコイル 投稿者:
tsuzuki 投稿日:2021/09/29(Wed) 17:24
No.1688
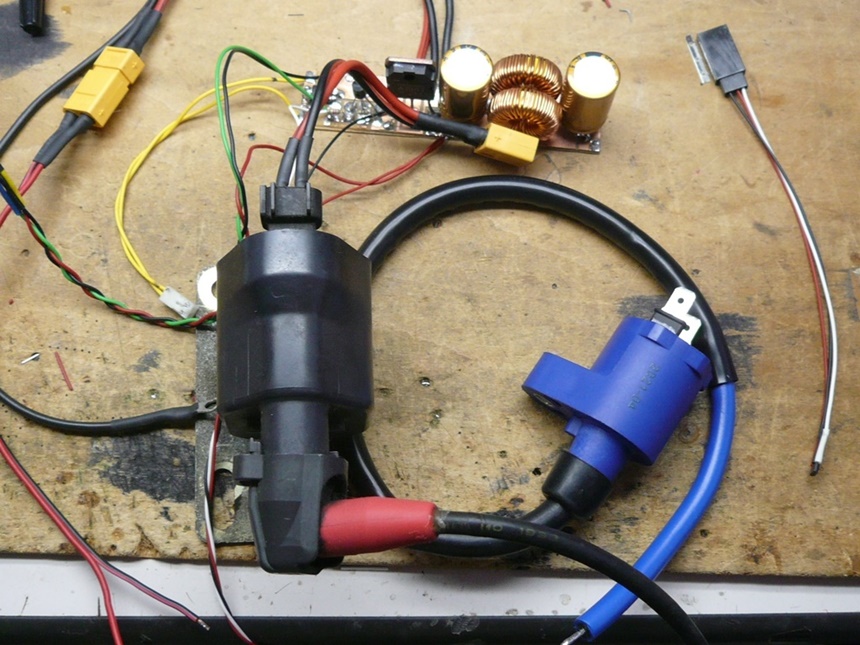
イグニションコイルについて教えてください。(自作エンジンの点火系統を作っています)
20年位前のバイクからとったイグニションコイルでは自作のトランジスタイグニション回路でちゃんと火花が飛びます。
全く同じ回路でTAKEKEWAのハイパーイグニションコイルというものを使いましたがこちらは全く無反応でした。
https://www.monotaro.com/p/0496/5546/?displayId=5
あちこち見ても内部回路については記載が見つかりません。
カブの回路図を見るとこのコイルはCDIに接続されるようです。CDI用のコイルとそうでない時代遅れのコイルは内容が違うのでしょうか?
写真で
黒いほうが古いバイクからとったもの、青いほうはハイパーイグニションコイルです。
Re: イグニションコイル -
kenbo 2021/09/29(Wed) 22:15
No.1689
tsuzukiさん。こんばんは。
ハーレーの点火系でしょうか。
もう少しで火入れなんですね。楽しみです。
さて、トランジスタ点火とCDI点火のコイルの違いですが、構造は鉄心と巻線なので同じです。
その点火方法の違いからコイルの1次抵抗とエネルギーを蓄える能力が違います。
乱暴に言うとCDI用のコイルは1次抵抗が低く、エネルギーを蓄える能力が低いです。
トランジスタ点火のイグナイターでCDIコイルを使用すると
ポイントが焼損したりトランジスタが焼けたり、火花が小さかったりします。
恐らくCDIのコイルは1次抵抗が1Ω以下。古いコイルは3Ω以上と思います。
Re: イグニションコイル -
tsuzuki 2021/09/29(Wed) 22:41
No.1690
kenboさん、情報ありがとうございました。
>恐らくCDIのコイルは1次抵抗が1Ω以下。古いコイルは3Ω以上と思います。
図ってみました。古いほう一次は1.8Ω 新しいほうは0.04でした。
ちなみに二次側は古いほう31.5K 新しいほうは3.51kでした。
CDIの出力が大きい分巻き数がだいぶ少なくなっているんですね。
知りませんでした。
新しいものをそのままトランジスタイグニションに使えるものとばかり思っていました。
考え直さなければ。
コイル巻く大変だしな〜。
Re: イグニションコイル -
tsuzuki 2021/11/01(Mon) 11:37
No.1697
結局コイル捲きました。
結構大変でしたが無事動作確認もでき、ひと段落です。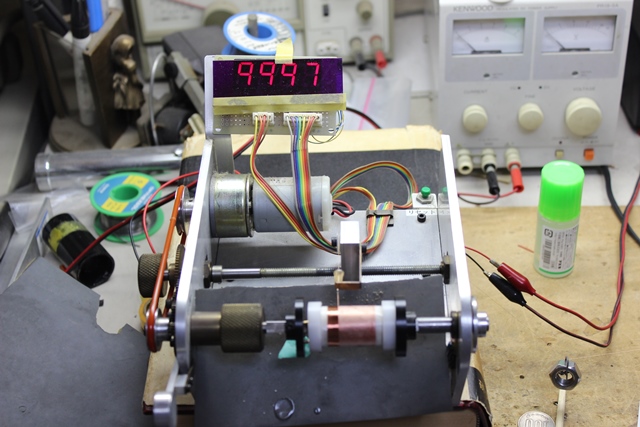
Re: イグニションコイル -
Kow 2021/11/02(Tue) 11:39
No.1698
コイルの自作ですか!!
金属加工のみならず、とても幅広い知識が必要ですね、本当にすごい・・・。
私は最近Fusion360ばっかり触っています。久しぶりに金属加工のご依頼をバイク屋さんから頂いたのですが
勘が鈍ってないか心配です・・・。



