3D�v�����^�Ɏ���o���Ă��܂��܂����@���̌� ���e�ҁF
kow ���e���F2020/09/05(Sat) 00:45
No.678
���܂��J���Ȃ����p���Ɏ����Ă���܂��B
���݁A�V�t���C�X�̃N�[�����g����ڎw���ĉJ�ǂ��H���쐬���ł��B
0.1mm�P�ʂ̃v�����g�ł���Ζ��Ȃ����x�͏o��悤�ł��B�����������Ȃ̂ŃJ�[�u�����Ńw�b�h�̑��x��������
�����v�����g�����悤�ŁA���̂�����͎���i���o�͂��Ȃ���̒������K�v�B
FUSION360��������x�͊���Ă��܂����B���̂Ƃ��늵��̖��ŁA2D�̍�}�͓�CAD�Ŏ��{����DXF�ŏo�́A�����
FUSION360�Ŏ�荞���3D������̂��y�ł悢�悤�ł��B
�Ђ�����J�ǂ�������A�g�ݕt���Ă��܂��E�E�E
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����@���̌� -
kow 2020/09/05(Sat) 00:48
No.679
���t����Ƃ���Ȋ����ł��B
�A���~�t���[���ō\�������x�b�h�ɍa�ɂ��߂����ɂ������A��肢�����őg�ݍ��킹�邱�Ƃ��ł��܂��B
�ŏI�I�ɂ̓V�[���ނʼnJ�R���h���Ȃ��Ƃł�����ǁB
���R���̍����Ŕ�юU��N�[�����g��h����Ƃ͎v���Ă��炸�A�����ЂƂӂ��H�v�K�v�ł��ˁB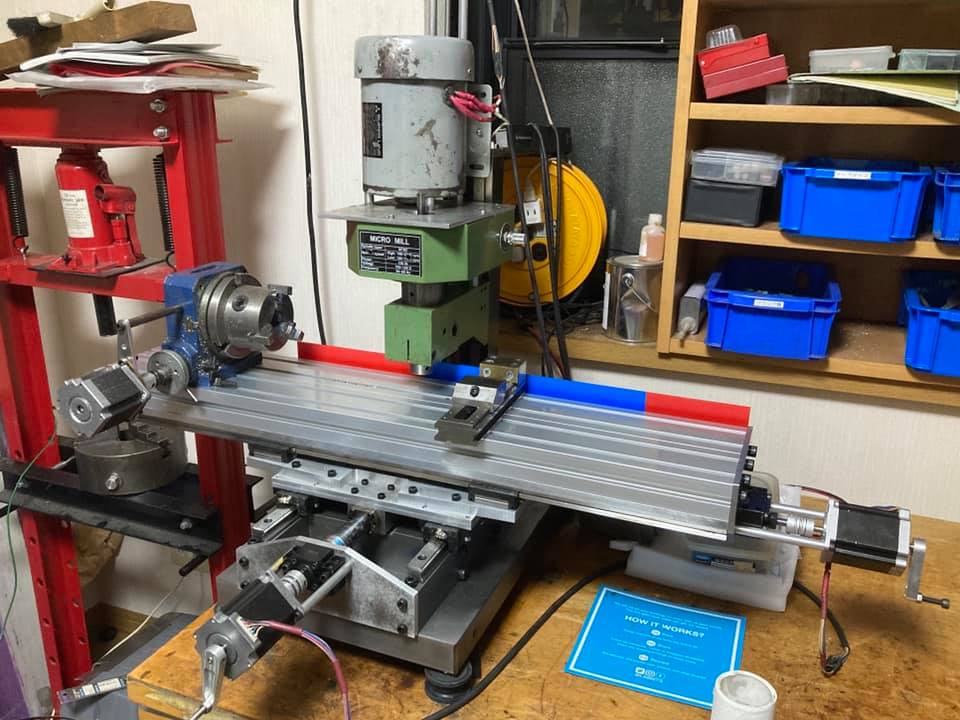
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����@���̌� -
tsuzuki 2020/09/05(Sat) 09:35
No.681
KOW����A����ɂ���
���n���؍�ނł����A���̎g���Ă���AZ�̂��̂̓v���X�`�b�N�𑽏��ω�������悤�ł��B
�h��ǂƂ��ė��p���Ă���N���A�[�t�@�C���͂ւȂւȂɂȂ�܂��B�i�傫�����ς������A�n���Ă��܂����Ƃ͂Ȃ��ł����j
�S���ǂ��v�����g�A�E�g����O�ɐ؍�܂������ĂQ�`�R���l�q�������ق���������������܂���B
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����@���̌� -
kow 2020/09/06(Sun) 21:08
No.682
tsuzuki����A�����́B
�����n���؍�ނł����A���̎g���Ă���AZ�̂��̂̓v���X�`�b�N�𑽏��ω�������悤�ł��B
�����A�m���ɂ���S�R�l���Ă܂���ł����I���R�����i�����ƌ����ǁj�ł�����v����N���Ă��Ȃ��s�v�c��
����܂���ˁE�E�E�B
�����e�X�g���Ă݂܂��B�����N���悤�ł�����V�[�����O�ނ��N�[�����g�������Ƃ���ɓh�荞�߂E�E�E���v���ȁH
�M�d�ȃA�h�o�C�X���肪�Ƃ��������܂��B
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����@���̌� -
kenbo 2020/09/12(Sat) 07:49
No.686
����ɂ��́B
�؍������Ă�������]�����Ă���������ƁA��ώQ�l�ɂȂ�܂��B
�������x�ƂȂ�����o�������Ǝv���܂������A�M�n������̍ގ���������f�O���Ă���A
DMM�̃v�����g�T�[�r�X�̂����b�ɂȂ��Ă���܂��B
���g�p����Ă���������PLA�ł��傤���H
ABS�A�i�C�����APA�n������ł���Ƒϖ�i�����オ�蕝���L����̂ł����d
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����@���̌� -
kow 2020/09/13(Sun) 22:04
No.687
kenbo����A����ɂ��́B
�����g�p����Ă���������PLA�ł��傤���H
��ABS�A�i�C�����APA�n������ł���Ƒϖ�i�����オ�蕝���L����̂ł����E�E�E
PLA�ł���ABS�̓X�y�b�N��Ή��\�݂����ł��A�����Ă��܂��B
�����ăq�[�g�x�b�h�����Ă܂��̂ő������̑��������p�����[�^������Ύg�������ȋC�����܂��B
Re: 3D�v�����^�Ɏ���o -
YUSA 2020/09/15(Tue) 15:54
 No.688
No.688
[Kow����]����ɂ��� ���������b�ɂȂ��Ă���܂��B
3D�v�����^�[�����������ł��ˁB
�Ƃ���Ŏ����ł���PAL(�������v���X�`�b�N)��PU(�|���E���^��)�Ɠ��l��"��������"���ă{���{���ɂȂ��Ă��܂���������܂���ˁB
���x80%�@���x55���ȏ�ł͒Z���Ԃŕ�������悤�ł��ˁB(��{�A���R�E�ŊȒP�ɕ������Ă��܂����ی�D��̎����ł��ł��̂�)
�����ŏ���PAL���g�p���Ă����̂ł������`��̍d���ɂ��d�グ����ςȂ̂Ɛڒ��̖�肩�獡��ABS����p���Ă��܂��B
����ABS�̏ꍇ��"�W�N�������^��"�𒍎ˊ�(�V�����W?)�Őڍ����Ԃɒ������邾���ŊȒP�ɗZ���ڒ����ł��܂��̂ŕ��G�Ȍ`��̕��͕������đ��`����Őڒ��őg�ݗ��ĂĂ��܂��B
�����͈�ʓI�ł����m�Y�����x��230�`240���Ńe�[�u�����x��80�`90���t�@��OFF�ő��`���Ă��܂��B
�n�[�h���͈ӊO�ƒႢ�̂Ő������������B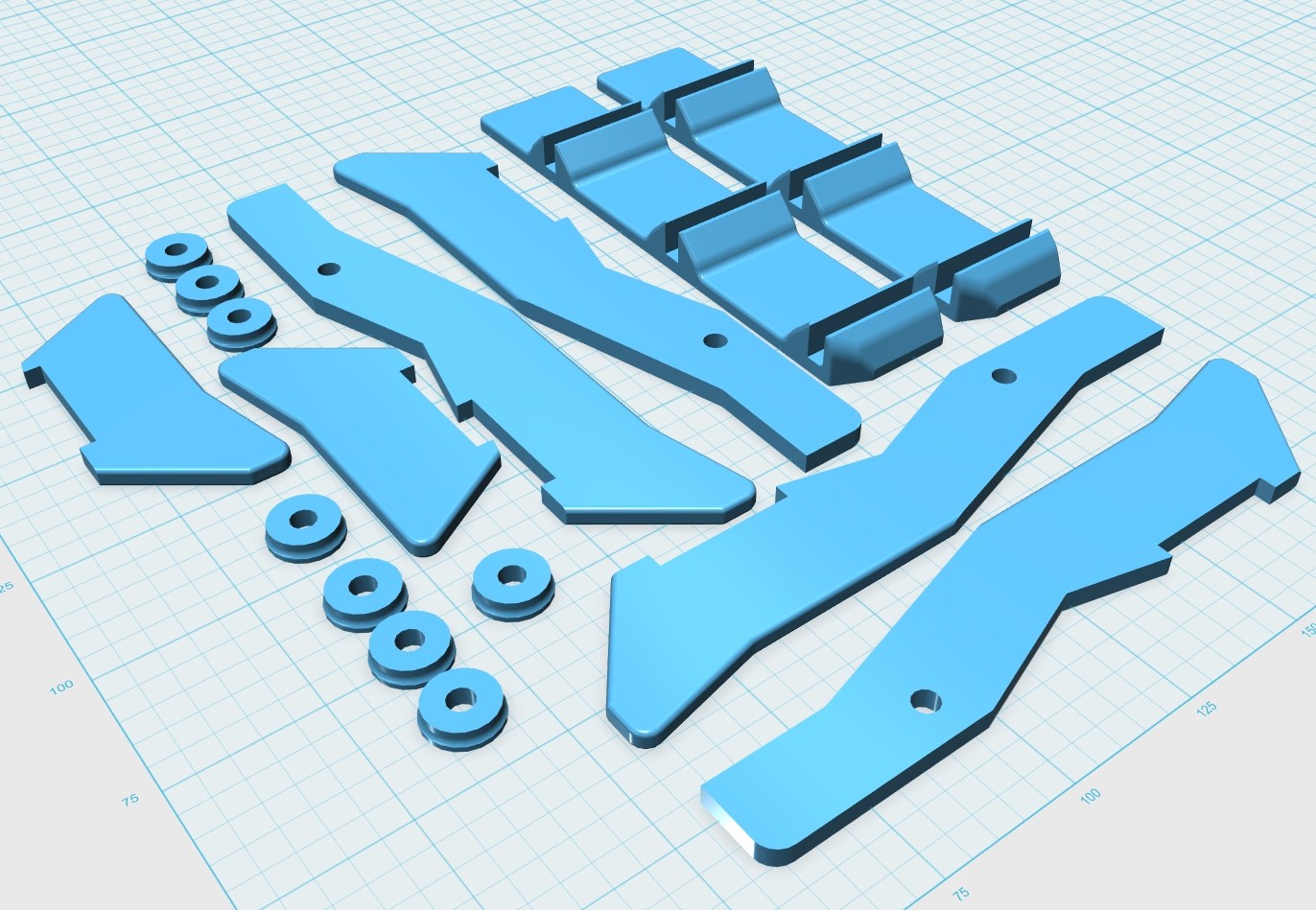
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����@���̌� -
kow 2020/09/19(Sat) 20:22
No.690
YUSA����A����ɂ��́B���A���ł�3D�v�����^����ςł��ˁI
>�Ƃ���Ŏ����ł���PAL(�������v���X�`�b�N)��PU(�|���E���^��)�Ɠ��l��"��������"���ă{���{���ɂȂ��Ă��܂���������܂���ˁB
tsuzuki��������w�E���A�ϖ����������Ă݂��̂ł���1�T�Ԓ��x���n���؍���ɂ�������ł݂͗͂��܂���ł����B���A
�ϑw�̌��ԂȂ̂��f�ނɂ��݂Ă���̂��킩��܂��؍�������݂����Ă���ł��B
���o�[�X�v���[�𐁂��t���āE�E�E�Ɠ��肵���̂ł�����͂�؍���̉J�ǂ���PLA�͓�����ȁH�g�^���ō�蒼������
�������ł��BABS�̃f�[�^�L��������܂��A���x�g���C���Ă݂܂��ˁB
������������CAD�}�ʂł��ˁA����͂ȂɂȂ̂ł��傤�H
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����@���̌� -
kenbo 2020/09/22(Tue) 22:51
No.695
�̒��ׂ��Ƃ��͔���Ƃ�����Ƃ��ŋ�J���Ă���̂����Ă����̂ŁA
ABS���e�ՂɈ�����̂ł���Ηǂ��ł��ˁB
�v���Ԃ�ɁA�����W���Č����������Ǝv���܂��B
�Z���^�����O�z���_�[ ���e�ҁF
tsuzuki ���e���F2020/09/19(Sat) 18:04
No.689
����ɂ���
���̃Z���^�[�����Ȃ�̐��x�Ō��������ăZ���^�����O�z���_�[������Ă݂܂����B
0.01�o��̐��x�ŃZ���^�[���������܂����A���̂͂���قǑ�ςł͂���܂���B
�~�c�g���A���萻�쏊�@�x�i�H�쏊�ȂNJ����i������܂����A���̊ȒP�Ȃ̂ō��܂����B
�Z���^�[�X�R�[�v�͍Z���������Ƃ��Ȃ��Ƃ��ꂪ�o�Ă��܂��A���̃z���_�[��萔�{�̌덷���o�₷�����A
���[�U�[���̃Z���^�[�t�@�C���_�[��0.1�o�̐��x������ƈʁB
�h�����`���b�N�̐��x������Ɋւ��Ă͖��ɂȂ�Ȃ����Ȃ��Ȃ��̗D����̂ł��B
�������S�����Ȃ�̐��x�Œ��S�t�߂ɂ����Ă����ĂȂ��ƃs�b�N�e�X�g���U���Ă��܂��܂��B
���[�U�[�ł��悻�̃Z���^�[�������Ă����āA�Z�b�g����Ɣ��ɑ����Z���^�[��������܂��B
�s�b�N�e�X�g���c�ɃZ�b�g����^�C�v���g���C���܂������A���������≡���������Ƃ��ɕ����Ղ������Ȃ��Ȃ���ɑ�ςł����B

Re: �Z���^�����O�z���_�[ -
kow 2020/09/19(Sat) 20:24
No.691
tsuzuki����A����ɂ��́B
�������������H�Ȃ�ƊE�H�g�b�v��tsuzuki����I����Ȃ琸���ɃZ���^�[���o���܂��ˁB
���͎蔲���喂���Ȃ̂Ő��p�̌Œ�Z���^�[���厲�ɂԂ������ēK���ɍ��킹�Ă��܂��Ă��܂��B
����Ȃ�Ă��_�C�A�����悭������̂��f���炵���B
���x��������Ă݂悤���Ǝv���܂����I
Re: �Z���^�����O�z���_�[ -
tsuzuki 2020/09/19(Sat) 23:00
No.692
Kow ������
>���p�̌Œ�Z���^�[���厲�ɂԂ�������
������Ă������I�قڊ����ȓ��S�~�ɂ��Ȃ���Ȃ�Ȃ��悤�Ȃ��Ƃ��ď��Ȃ��ł��B
���̕��@�A�����炢�������ł��B�m��Ȃ������B
Re: �Z���^�����O�z���_�[ -
kow 2020/09/20(Sun) 00:37
No.693
���܂���X-1��FL350E�̃e�[���X�g�b�N�̃e�[�p�[�����ꂾ�����̂Ŏv�������̂ł����I
Re: �Z���^�����O�z���_�[ -
OKA 2020/09/21(Mon) 08:43
No.694
����͑f�G�ł��ˁI
�Ȃ��A���ʂɔ��ꂻ���ȋC�����܂��i��
���������傤�ǁA�Z���^�[�o���������ƊȒP�ɂȂ�Ȃ����̂��Ǝv���Ă����Ƃ���ł����B�^�������Ē����܂��I
���x���\����܂���A3D�v�����^�l�^�ł��B ���e�ҁF
kow ���e���F2020/09/06(Sun) 21:15
No.683
�������߂�Ƃ��낪�����̂Ōf�����p�����Ē����Ă���܂��B
�����Y���T�C�g��3D�v�����^�̍�����邩�A�V���ɃT�C�g�𗧂��グ�邩�����Ă��܂��E�E�E�B
�t���C�X�Ղ�3D�v�����^��������3���œ����܂����A�t���C�X�Ղɂ͓�����O�̂悤�ɑ��݂���
3D�v�����^�ɂȂ����̂�����܂��B����́u��n���h���v�ł��B
���ۖ����Ă��g��������Ⴀ�g�����ł����A3D�v�����^�̈���ɂ����Ĉ�Ԃ悭����g���u����
�u���w�ڂ̈�����s�v�Ȃ�ł��ˁB�������x�b�h�ɂ��Ă���Ȃ�������A�����̓f�o����
�x�b�h���������Ă��܂��Ď������o�Ȃ�������B
�Ȃɂ��낱�̃N���A�����X��0.2�`0.3mm�A�t���C�X�ՂȂ瑢����Ȃ����x�ł���3D�v�����^��
�����A���ł����x�b�h�͉ߔM���܂�����\�����łāA���������K�v�B�Ȃ̂�Z���ɂ͎�n���h����
�K�{�A���Ǝv���܂��B
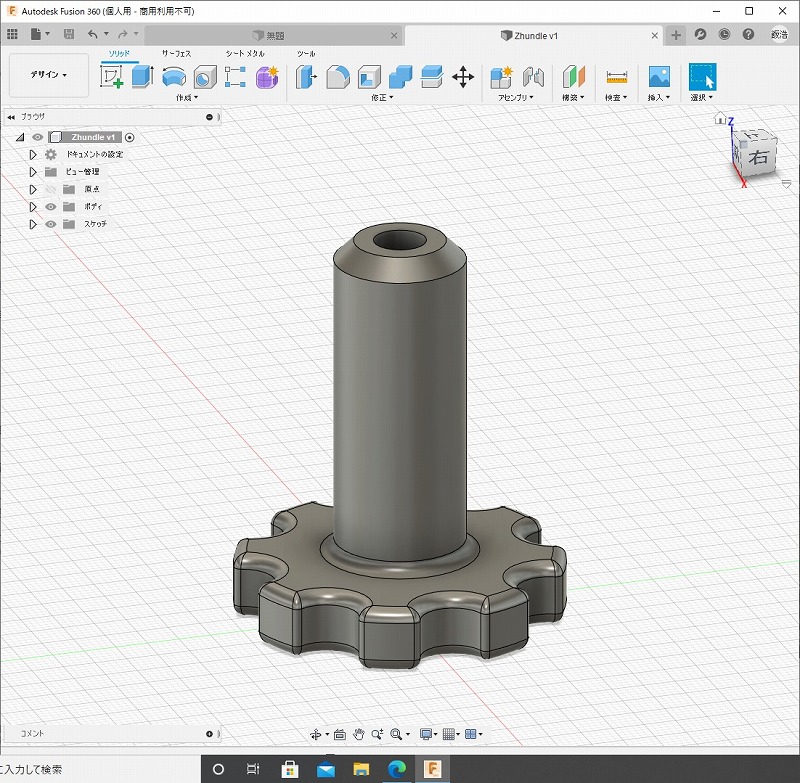
�A���~�ō��o���Ă������̂ł���FUSION360�̗��K�����˂Ĉ�����邱�Ƃɂ��܂��B
�܂���FUSION360�ō�}�E�E�E���̃��x���ł���ΊȒP�ɍ���悤�ɂȂ�܂����B
Re: ���x���\����܂���A3D�v�����^�l�^�ł��B -
kow 2020/09/06(Sun) 21:17
No.684
���Ƃ̓X���C�T�[�\�t�g��G�R�[�h�i�����AG�R�[�h�Ȃ�ł��j���A������܂��B
������A���~�ō�낤�Ƃ����牽�H������낤�A�Ǝv���܂��i���ՂŊO�`������Č��J���āA�t���C�X�ɃZ�b�g���Ĉ��蕔������āE�E�E�j��3D�v�����^�Ȃ�1�H���ŏI������Ⴂ�܂��B
�����3D�v�����^�̋��낵���Ƃ���ł��ˁB
���̂̒����Ȃ��肭�˂��������J���Ă���悤�ȁA��t���C�X�Ղł͉��H�ł��Ȃ��悤�Ȃ��̂�����ł����Ⴂ�܂��i����̓N�[�����g�r�o���u�Ŏ��������Ǝv���Ă��܂��j�B
Re: ���x���\����܂���A3D�v�����^�l�^�ł��B -
kow 2020/09/06(Sun) 21:19
No.685
������ނ��o����Z���̑�`�l�W�ɂ˂����݂܂��B
8mm�̑�`�l�W�ł��B��������n���h���̌��̓W���X�g8mm�ō\�����Ă��܂����A�����̂䂪�݂�
��������0.1mm�`0.2�o���炢�ׂ��������܂��B���̌��݂����傤�ǂ������ߑ�ɂȂ��āA
�������˂����ނƂ��������ɌŒ肵�Ă���܂��B
����ŊȒP��Z���̈�����x���̒������ł���悤�ɂȂ�܂����B
���ꂭ�炢�A�����ŕt���Ă����Ē��������E�E�E
3D�v�����^�Ɏ���o���Ă��܂��܂����B ���e�ҁF
kow ���e���F2020/08/27(Thu) 13:11
No.665
���삵���t���C�X�ɃN�[�����g�V�X�e�������t����ׂ��A�������i�����H���邽�߂�
3D�v�����^�Ɏ���o���Ă��܂��܂����B
����ł��낢��ȃp�[�c������Ƃ����̂ł����E�E�E�B�����͒Ⴛ���ł�������Ȃ��
���x�͏o��݂����Ȃ̂ŋ��炭�S�̂̃o�����X�������̂ł��傤�ˁB
�ǂ��ă��|�[�g�������܂��I

Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����B -
Kow 2020/08/27(Thu) 16:14
No.666
�p�p���Ƒg�ݏグ�ăe�X�g������Ă݂܂������E�E�E�B
�͂����茾���Đ����ł��BYoutube�Ȃǂ�3D�v�����^�̓��������ƊF����A�Ώە��̔������
�����̐���ȂǂŊe��ݒ�l��ς������J����Ă���悤�Ȃ̂ł����B
�������x�����O���I���Ȃ����Ȃ���������Ƌ�J���܂������蓮���x�����O���邱�ƂŎ�荇��������B
�Ȃ�Ƃ��v�����g�J�n�B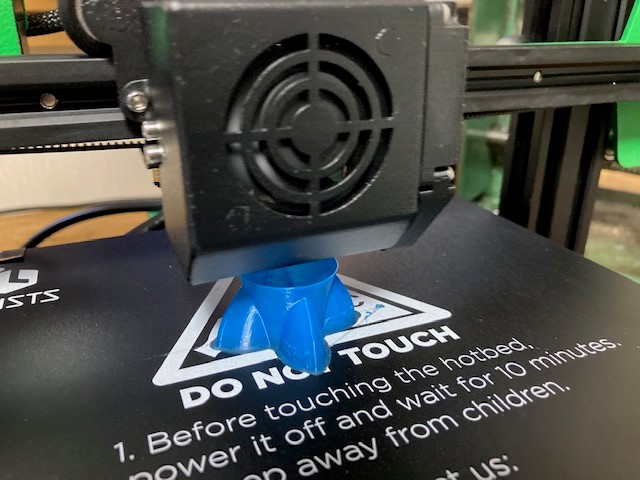
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����B -
Kow 2020/08/27(Thu) 16:17
No.667
�ł��Ă��܂����̐��x�B
�����ł��B����0.5�`0.7mm���x�̐ϑw�Ŕ�����3D�o�͂��o���Ă��܂��܂����B
�����܂Ŕ����ϑw���Ă����܂ł䂪�݂Ȃ��L���C�ȋȖʂ��`���ł���Ƃ́E�E�E�B
����Ȃ�t���C�X�Ղ̃N�[�����g�V�X�e���̃p�[�c�Ȃ�Ċy���ł͂Ȃ����H
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����B -
Kow 2020/08/27(Thu) 16:19
No.668
�����āA��Ԋ������̂́u�蕲�v�B
�܂����ĂȂ��̂Ő蕲�ł͂Ȃ��̂ł����A���̃T���v�����v�����g���ďo�����͂��ꂾ���ł��I
�������̂��t���C�X�ō��o������ǂꂾ���̐蕲���ł邱�Ƃł��傤�E�E�E
�����Ă�����͐Â����̂��́B��ԂԂ������œ������ł��S����肠��܂���B
�ȒP�ȃ��|�[�g�ł����A����͂�����܂����B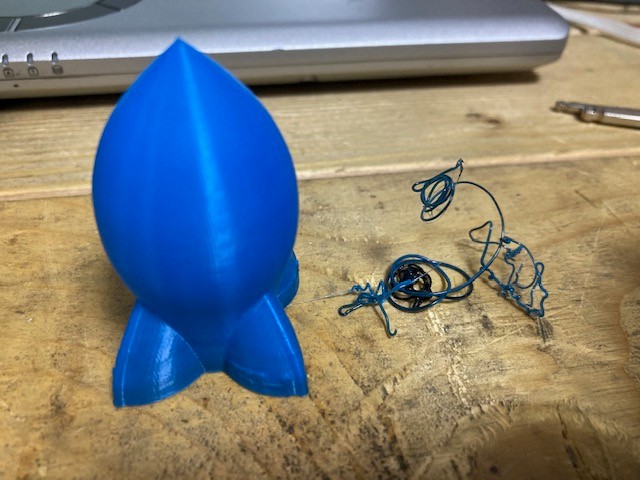
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����B -
Bon 2020/08/28(Fri) 14:18
No.669
Kow����A����ɂ���
3D�v�����^�͐��x���܂��܂��Ǝv���Ă��܂������A�������ł��ˁB
���ׂĂ݂ĉ��i�Ƀr�b�N�����āA���������������ɂȂ��Ă��܂������z���g�ł����H
�v�킸���������ɂȂ��Ă��܂����A3D-CAD���悭������Ȃ��̂œ��݂Ƃǂ܂��Ă��܂��B
��������҂����Ă��܂��B
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����B -
Kow 2020/08/28(Fri) 20:03
No.670
Bon����ɂ��́B�R�����g���肪�Ƃ��������܂��B
�{���ɉ��i�łт�����ł��B�����w�������̂�ET4�Ƃ����@��ł���2.6���~�ł�����E�E�E�B�����CNC��Ղ�
�X�e�b�s���O���[�^�[�E�����@�\3���A�t�B�������g�C���W�F�N�^���ꎮ�����ł��B��������������́H�Ƃ���
�Ƃ��������܂����A���ǂ��̐��x���o�Ă�̂ł�����o�����X�̏����Ȃ̂ł��傤�B
�ŁB
>�v�킸���������ɂȂ��Ă��܂����A3D-CAD���悭������Ȃ��̂œ��݂Ƃǂ܂��Ă��܂��B
�͂��A���������ł��B�{���ł����FUSION360�ł悢�炵���A�����C���X�g�[�����܂������u�ŗǂ̓��发�v�Ƃ�����
��قǂ��{�ł����݂�23mm����₪��܂����̂łł��邾��FUSION360���g�킸�ɁE�E�E
�܂��͂����̓�CAD�ō�}�ADXF�t�@�C����ۑ����܂��B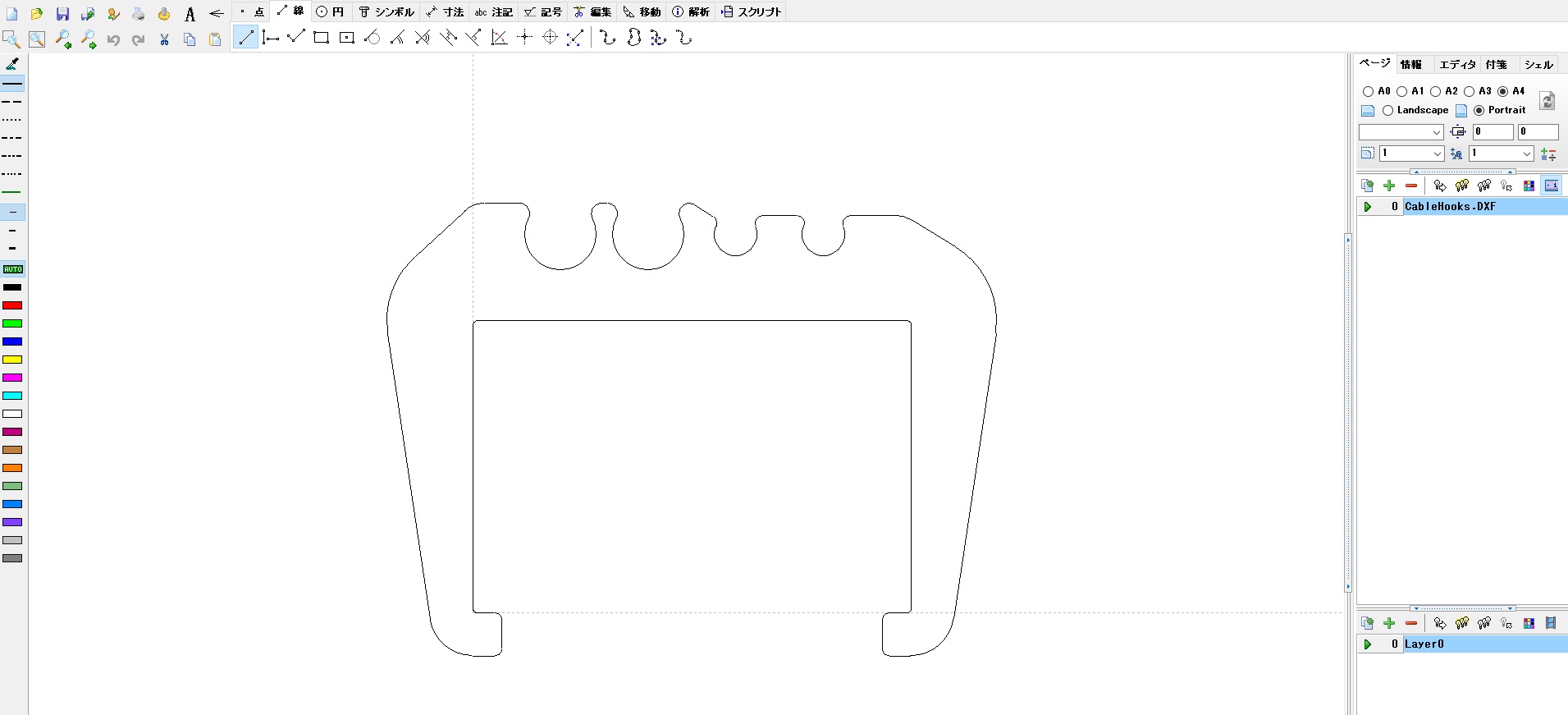
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����B -
Kow 2020/08/28(Fri) 20:05
No.671
������FUSION360�Ŏ捞�݁A�u�����o���@�\�v�����g���ė��̉��A�p���ۂ߂܂��B
���ꂭ�炢�Ȃ玄�ł��o���܂����I
�����stl�`���ŏo�́B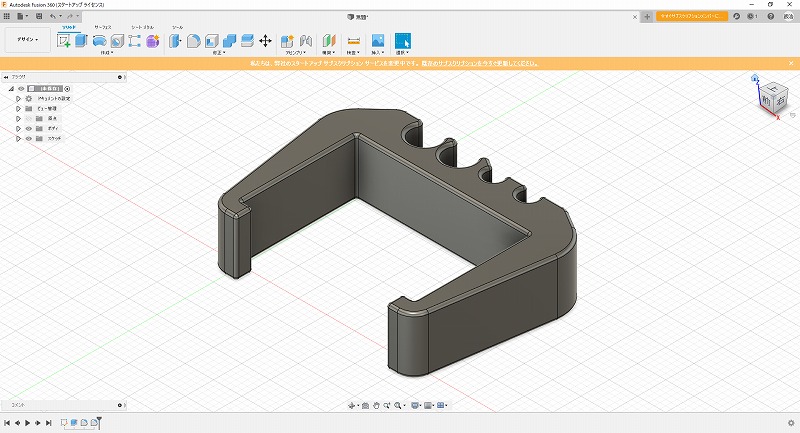
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����B -
Kow 2020/08/28(Fri) 20:08
No.672
���x��Cura�Ƃ����X���C�T�[�\�t�g�ɐH�킹�āA�����ŏ��߂�G�R�[�h����������܂��B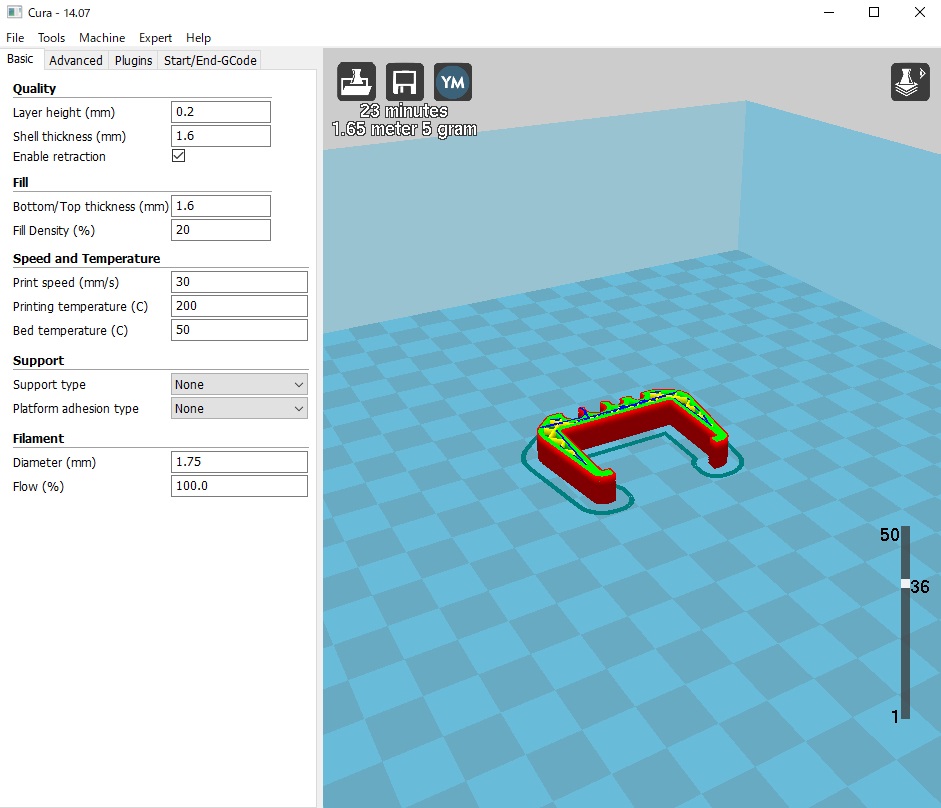
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����B -
Kow 2020/08/28(Fri) 20:12
No.673
��������USB�������o�R�Ŗ{�̂�G�R�[�h�����܂��B
�v�����g����Ƃ���Ȋ����ł��B
�ϑw���x��0.2mm�ł����A�\���ȕi���ł��ˁB
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����B -
Kow 2020/08/28(Fri) 20:14
No.674
�o���𗎂Ƃ��Đ��^���܂��B
���������M�c������ޗ��Ȃ̂Ő��x�����܂��܋l�߂�͖̂��Ȃ̂ł����A���t�������������j�^���b�N�A�[���ɂ͂߂��
�����̂҂������B
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����B -
Kow 2020/08/28(Fri) 20:19
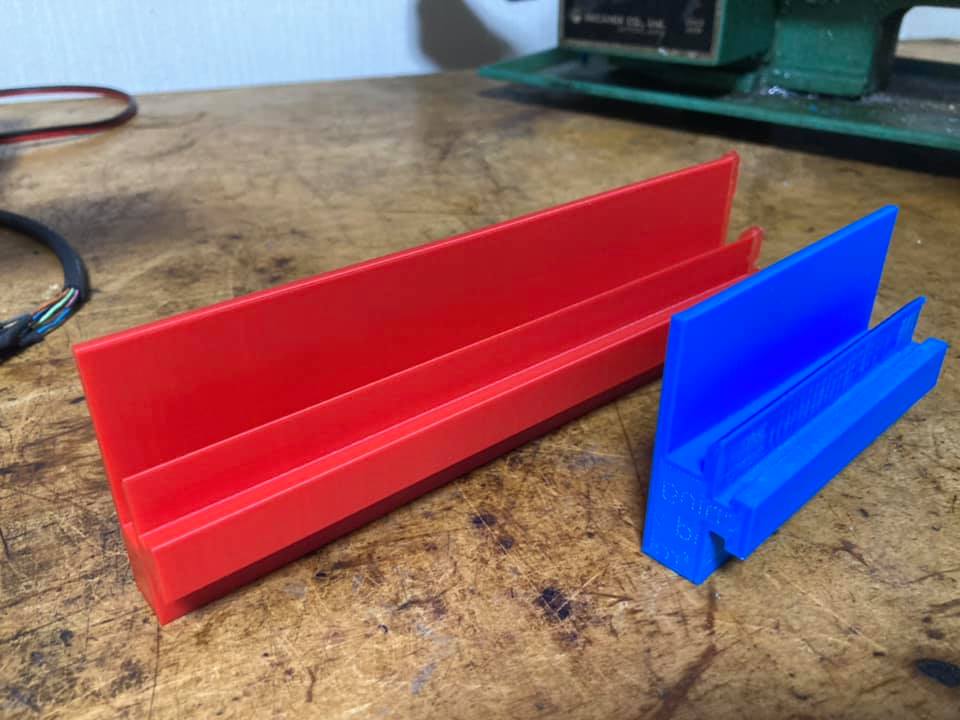
No.675
�ʎY���āA�P�[�u���t�b�N�̊����ł��B
�l�`��|�p��i�Ȃǂ�3D�v�����^�Ŏd�グ��ɂ͑����̗��x�ƃZ���X���K�v�ł����A���̂悤��
2.5D�̎��p�i����邭�炢�Ȃ�A�g�����ꂽ2DCAD�Ƒg�ݍ��킹�邱�Ƃ�3DCAD������Ȃ��
�d�����Ă��ꂻ���ł��B
��N�����炢��10���o���Ȃ��Ǝg������͔̂����Ȃ��Ȃ��A�Ǝv���Ă��܂����������������ň�C��
����3D�v�����^�̕i�����オ���Ă���悤�Ɏv���܂��B
�����Ă����̂����킯�ł͂���܂��A�����\���������ȁA�Ǝv���܂��B
�yET4�̒��ӎ����z
�E�t���̃}�C�N��SD�J�[�h�A�������ł��B�E�B���X���A�Ƃ������̂ł͂Ȃ��������݂��ꌩ���܂������Ă���悤�Ɍ����Ď��s���Ă���l�q�B
�@��x�t�H�[�}�b�g�|���Ȃ��ƌ듮�삵�܂��i���ȊO�ɂ����Ⴀ��j�B
�E�������x�����O������ɂȂ��Ă��܂����悭�킩��܂���B�����Ōv�����ĕ���Ă����Ǝv������A�v�����Ă���邾���̂悤�ȋC���E�E�E
�EY���̃��[���ɕی�S�������Ă��܂������͑O���2����܂��B�������O���Y��Č��_�X�C�b�`�������Ȃ����ۂɑ������܂����B
����ł������߂ł���B 
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����B -
tsuzuki 2020/09/04(Fri) 16:52
No.676
Kow����A����ɂ���
�Ƃ��Ƃ�3D�v�����^�[�ł����I
�ʔ������ł��ˁ`�B��肽�����̂�����ΊȒP�ɂ����̂�����Ă��܂������B
���̂Ƃ�������ǂ��Ղ�Ȃ̂Ŏ���o�����ɍς݂����ł��B
����͊m���ɐi�����Ă����ł��ˁB
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����B -
tsuzuki 2020/09/04(Fri) 17:03
No.677
�ǐL�ł��B
������Ă���G���W���̃M�A�[�P�[�X�J�o�[�Ƃ��f�B�X�g���r���[�^�[�L���b�v�A�G�A�[�t�B���^�[�J�o�[�Ȃǂ͂���Ńv�����g�����
���Ȃ�悳�����ȋC�����Ă��܂����B������fusion360�͂���Y�p�̔ޕ��̋������܂��B
�����Ă���ɍ��̓N�����N�V���t�g�œ�a���Đg�������Ȃ��D���ɂ͂܂��Ă܂��B
�������`�B
Re: 3D�v�����^�Ɏ���o���Ă��܂��܂����B -
kow 2020/09/05(Sat) 00:52
No.680
tsuzuki����A����ɂ��́B
�͂��A����o���Ă��܂��܂����E�E�E�B���܂�Ɉ������������̂ʼn䖝���ł��܂���ł����I
���傹������ł���A�Ǝv���Ă��܂������g�����ɂ���Ă͂��Ȃ�d�����ł��B�Ȃɂ�����H���ׂ��قڃ[���Ȃ̂�
�}�V���̒������y�ł����Ƃɂ����Â��I���[�^�[�̋쓮���������܂���B�i�e���r��c���Ă�킫�ʼnĂ��Ă��o���Ȃ��I�j
�G���W���y���݂ɂ��Ă��܂��A�N�����N�V���t�g�͓�ł���ˁI
�������b�N�i�b�g ���e�ҁF
kow ���e���F2020/08/02(Sun) 23:57
No.662
���ؐ��{�[���˂��̖��[�̂˂���M10��P1.0�ł��������߃t�@�C��U�i�b�g���g�����A�������̂Ȃ����Ȃ��Ǝv�����Ƃ���
�E���@ ���ݎ~�߃x�A�����O�i�b�g
�������܂����B���{�[���˂��Ɠ����[�J�[�������[�X���Ă�x�A�����O���j�b�g�ɕt�����Ă���i�b�g�ɂ�������Ȃ̂ł����A
��肪�S�R�������܂����B
�t���̒��ؐ��i�R�s�[�i�H�j�����@�̃i�b�g�������d�g�݂ŁA���l�W�ƒ��s��������ɃC���l�W�����Ă��āA������˂����ނ��Ƃ�
���l�W�����b�N���܂��B

Re: �������b�N�i�b�g -
kow 2020/08/02(Sun) 23:59
No.663
�ŁA���ꂪ���i�b�g�B
���R�Ƃ������z���ʂ�Ƃ������A�����ɂ͒P�Ɍ����J���Ă��邾���ł��B���̏�ԂŃC���l�W����ߕt�����
�{�[���˂��̂��l�W�Ƀ_���[�W��^���܂��B�ꍇ�ɂ���Ă͂˂��R���ό`���A�i�b�g�������Ȃ��\��������܂��B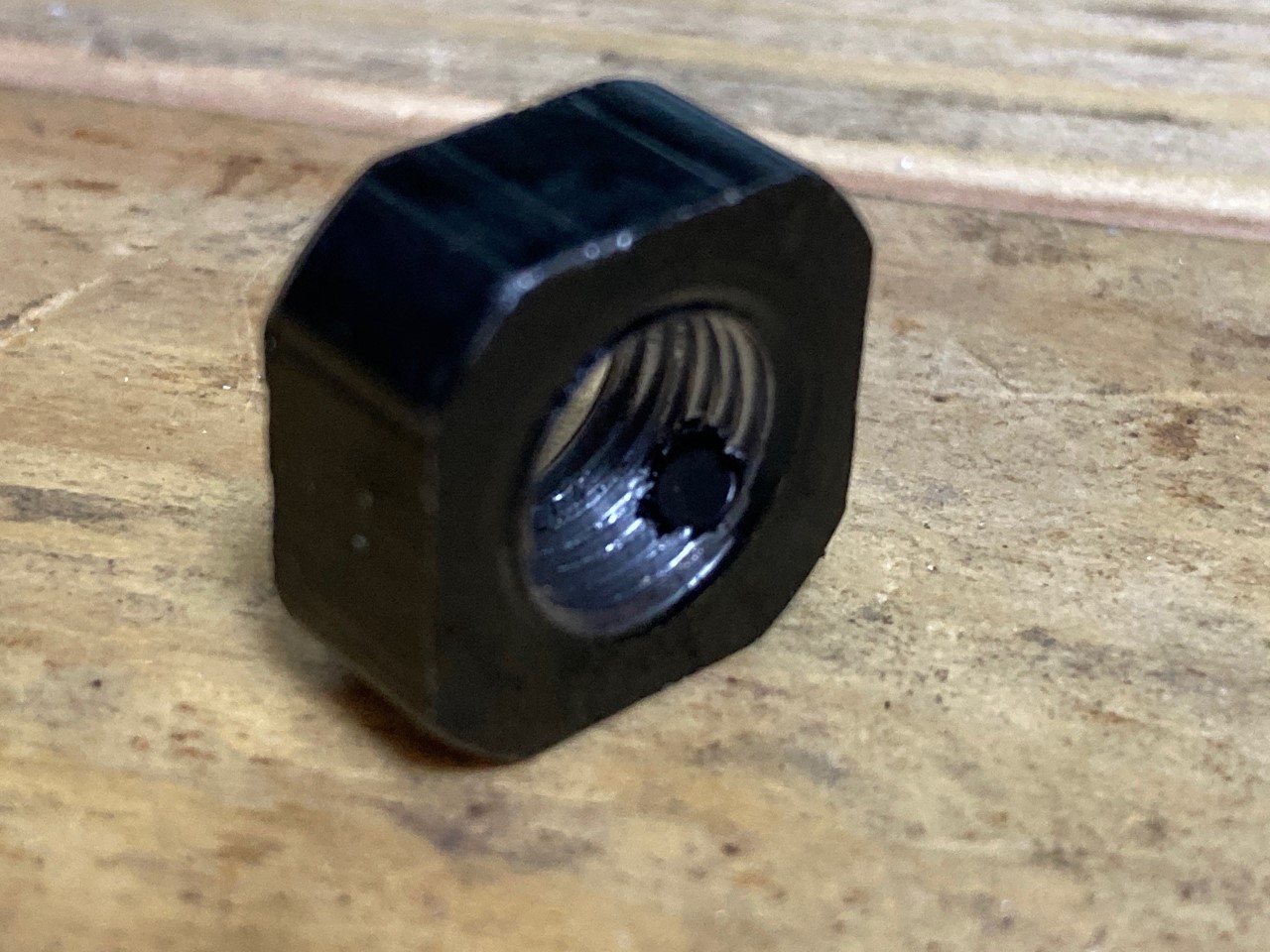
Re: �������b�N�i�b�g -
kow 2020/08/03(Mon) 00:00
No.664
���ꂪ���@���̓����B���F�̉~�`�̂��Ƃ������܂����ˁH
����A�C���˂��ʼn�����镔�����킴�킴�C���ŊW�����āA�����Ƀl�W����Ă����ł��B����Ȃ�C���˂��Ń��b�N���Ă����l�W�͏��܂Ȃ��B����ȏ��������i�ɂ����܂Ŏ���|����̂��E�E�E������Ƌ����܂����B
�������l�i���܂����A���ꂶ�Ⴀ���@�����g���܂���˂��B



